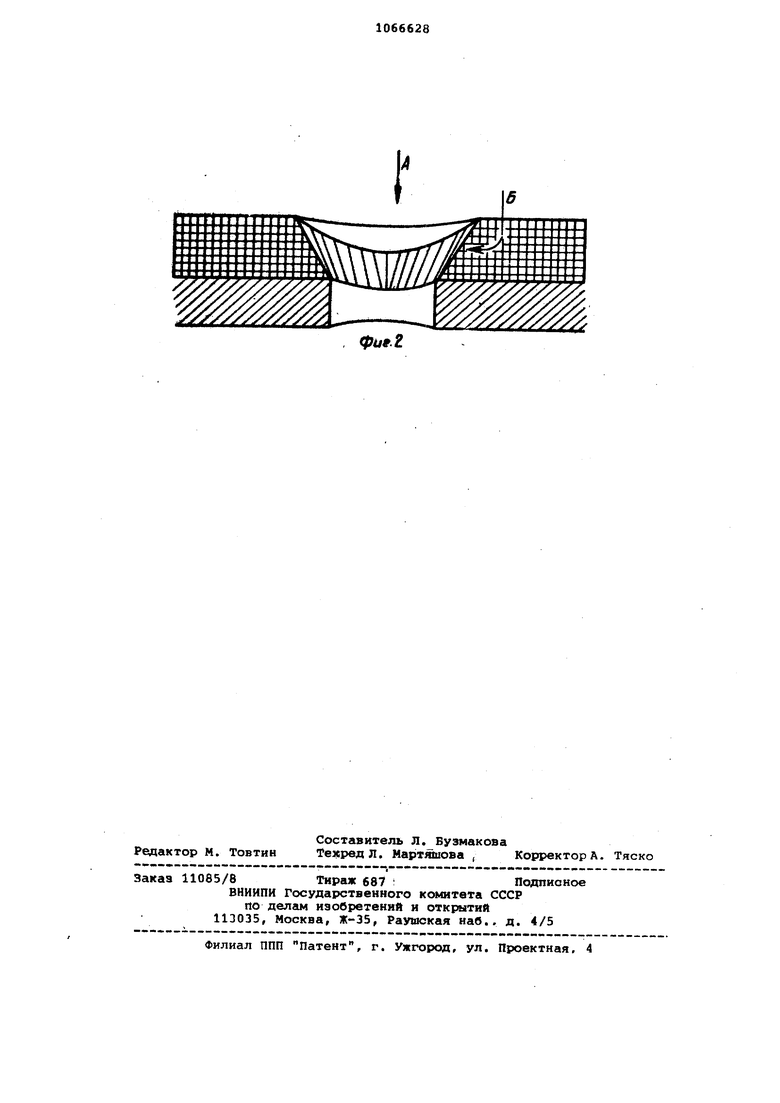
Изобретение относится к фильтрованию, а именно к способам изготовления металлических фильтров, предназначенных лля очистки топлива и масел в трубопроводах.. Известен способ изготовления фильтра, включающий намотку несколь ких слоев металлической фильтрацион ной сетки с различными размерами ячеек в соседних слоях Cl J. Недостатком такого способа является применение различных материалов в одном фильтре. Наиболее близким к изобретению п технической сущности является спосо получения фильтра, составленного из пакета металлических фильтрационных сеток с размером ячейки в свету 40 мкм. По этому способу тонкость фильтрации повышается за счет перекрытия ячеек соседних слоев проволо ками, образующими эти ячейки, и на выходе после шестого слоя достигает ся тонкость фильтрации 15 мкм 2, Недостатком известного способа получения фильтра является -то, что увеличением количества слоев сеток от шести до двадцати не удается повысить тонкость фильтрации, а увели чение количества слоев приводит к ухудшению гидравлических характерис тик. Кроме того, использование мелк сеток с размером ячеек 40 мкм приво дит к снижению грязеемкости фильтра Цель изобретения - повышение тон -КОСТИ фильтрации и грязеемкости фильтра. Указанная цель достигается тем, что согласно способу изготовления фильтра, включающему намотку пакета металлических сеток на каркас с дренажными отверстиями и последующе спекание пакет металлических сеток в местах над дренажными отверстиями УПЛОТНЯЮТ, например, гидростатическим обжатием на 20-50%, и углубляют ниже внешней поверхности каркаса на 0,2-0,5 толщины пакета сеток, при этом плсацадь деформированной зоны больше площади дренажного отверстия каркаса на 30-50% Повышение грязеемкости фильтра обусловлено тем, что площадь деформированной зоны, превышающая площад дренажного отверстия каркаса на 30-50%, обеспечивает увеличение эффективной площади фильтра (направле ние Х + б I на 0,7-0,9 по сравнению с площадью дренажного отверстия (направление А , Углубление сеток в местах отверс тий каркаса ниже внешней поверхности каркаса на 0,2-0,5 мм обеспечива ет предотвращение отрыва сетки от каркаса. На фиг. 1 показан фильтр, общий вид; на фиг. 2 - схема работы фильт ра в местах, уплотненных над дренажными отверстиями. На кархасе 1 в несколько слоев, например в шесть слоев, намотана фильтрационная сетка 2, которая в местах над дренажными отверстиями уплотнена, от чего видны углубления 3., Поступающая для фильтрований жидкость имеет возможность пройти через фильтр по двум направлениям { на фиг. 2 показаны стрелками.А и 6J, направление А - направление движения жидкости через уплотненную область; направление б - направление движения жидкости сначала через неуплотненную область, а затем через боковую поверхность области уплотненной. Следуя в направлении б жидкость проходит последовательно через все слои фильтрационной сетки от неуплотнен- . ной, что делает процесс фильтрации в местах над дренажными отверстиями дифференцированным, за счет чего повышение тонкости фильтрации сопровождается повышением грязеемкости. Для обеспечения заданной схемы работы фильтра необходимо, чтобы перед деформированием мест над дренажными отверстиями намотанные слои сетки спекались не только между собой, но и с каркасом. Пример. При изготовлении фильтра по данному способу металлическую фильтрационную сетку W 004 по ГОСТ 6612-73 из стали ОЗХ18Н10Т разрезают на заготовки прямоугольной формы. Заготовку наматывают в шесть слоев на перфорированный каркас из стали 12Х18Н10Т с дренажными отверстиями 0 3,8 мм, расположенными в шахматном порядке через 2-3 мм друг от друга. Уложенный на каркас пакет металлических сеток спекают в вакууме при разряжении 1,33-10 Па прк 15131533 К и выдержке 2400-3600 с последующим охлаждением до 373-423 К. Полученный таким образом фильтр помещают в форму с эластичной оболочкой и уплотняют места над дренажными отверстиями при давлении 147,0 МПа При этом степень деформации 30% с углублением пакета металлических сеток в местах над дренажными отверстиями на 0,4 мм ниже уровня каркаса, а диметр деформированной зоны больше диаметра дренажного отверстия на 1,5 мм. Уплотнение на 20% является минимальной степенью уплотнения. Например, для сетки № 004 толщина уточной и основной ниток равна 0,03 vsM., при этом толщина сетки - О, 37 мм. При уплотнении на 20% шестислойного пакета таких сеток суммарной толщиной 0,42 Ф1 достигается толщина 0,34 мм, то несколько ниже теоретической 0,36 мм.
В табл. 1 дана зависимость эксплуатационных фильтра от параметров его изготовления.
ри превшиении степени уплотнения более 50% (Чтабл. 1/,строка 5) наблюдается интенсивное снижение грязеемкости фильтра за счет резкого падения удельной способности материала вследствие приближения к критической степени обжатия.
При отношении углубления к суммарной толщине пакета сеток менее 0,2 не обеспечивается стабильной тонкости очистки фильтра в процессе фильтрации (табл. 1, строка 7 ).
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фильтра | 1983 |
|
SU1166809A1 |
| СКВАЖИННЫЙ ФИЛЬТР | 2011 |
|
RU2468189C1 |
| Способ изготовления фильтра | 1983 |
|
SU1126312A1 |
| СКВАЖИННЫЙ ФИЛЬТР | 2011 |
|
RU2473787C1 |
| КАССЕТНЫЙ ФИЛЬТР | 2000 |
|
RU2174962C1 |
| СКВАЖИННЫЙ РАСШИРЯЮЩИЙСЯ ФИЛЬТР | 2013 |
|
RU2513929C1 |
| ФИЛЬТР ДЛЯ ОЧИСТКИ ЖИДКОСТЕЙ ИЛИ ВОЗДУХА (ВАРИАНТЫ) | 2005 |
|
RU2312700C2 |
| ФИЛЬТРАЦИОННЫЙ АППАРАТ ДЛЯ ОЧИСТКИ ПИЩЕВЫХ ЖИДКОСТЕЙ, СПОСОБ ФИЛЬТРАЦИИ ПИЩЕВЫХ ЖИДКОСТЕЙ И ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ ДЛЯ ПИЩЕВЫХ ЖИДКОСТЕЙ | 1992 |
|
RU2054299C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНОГО МНОГОСЛОЙНОГО ФИЛЬТРУЮЩЕГО МАТЕРИАЛА И ФИЛЬТРОЭЛЕМЕНТ | 2006 |
|
RU2333782C2 |
| МЕМБРАННЫЙ УЛЬТРАМИКРОФИЛЬТРАЦИОННЫЙ РУЛОННЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2320402C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРА; включающий намотку пакета металлических сеток на каркас с дренажными отверстиями и последующее спекание, отличающийся тем, что, с целью повышения тонкости фильтрации и грязеемкости фильтра, пакет металлических сеток в местах над дренажными отверстиями уплотняют, например, гидростатическим обжатием на 20-50% и углубляют ниже внешней поверхности каркаса на 0,2-0,5 толщины пакета сеток, при этом площадь деформированной зоны больше площади дренажного отверстия каркаса на 30-50%.
Грязеемкость фильтров определяют по изменению перепада давления на .фильтре от удельного профильтрованного объема. При увеличении отношения более 0,5 наблюдается раскрытие элементарных ячеек вследствие смещения основ.ных и уточных ниток сетки (табл. 1, строка 6 ). Превьлшение площади деформированной зоны относительно площади дренаж ных отверстий каркаса на 30% являет ся величиной, учитывающей конструк Грязеемкость фильтров определяют по изменению перепада давления на фильтре от удельного профильтрованного объема.
Как видно из приведенных данных, мому способу, обладают повышенной фильтры, изготовленные по предлагае- 60 тонкостью фильтрации и грязеемкостьго. тивные и технологические допуски на изготовление каркаса и дренажных отверстий. Превышение этой величины сверх 50% приводит к перекрытию рабочих зон соседних отверстий. Сравнительные результаты испытаний фильтров, изготовленных по известному и предлагаемому способам представлены в табл. 2. Таблица 2,
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПОДПРУЖИНЕННЫЙ СКРЕБОК ДЛЯ ДИСКОВОГО РЫХЛИТЕЛЯ | 2010 |
|
RU2541383C2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Транспорт и хранение нефтепродуктов и углеводородного сырья, 1975, 12, с | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
