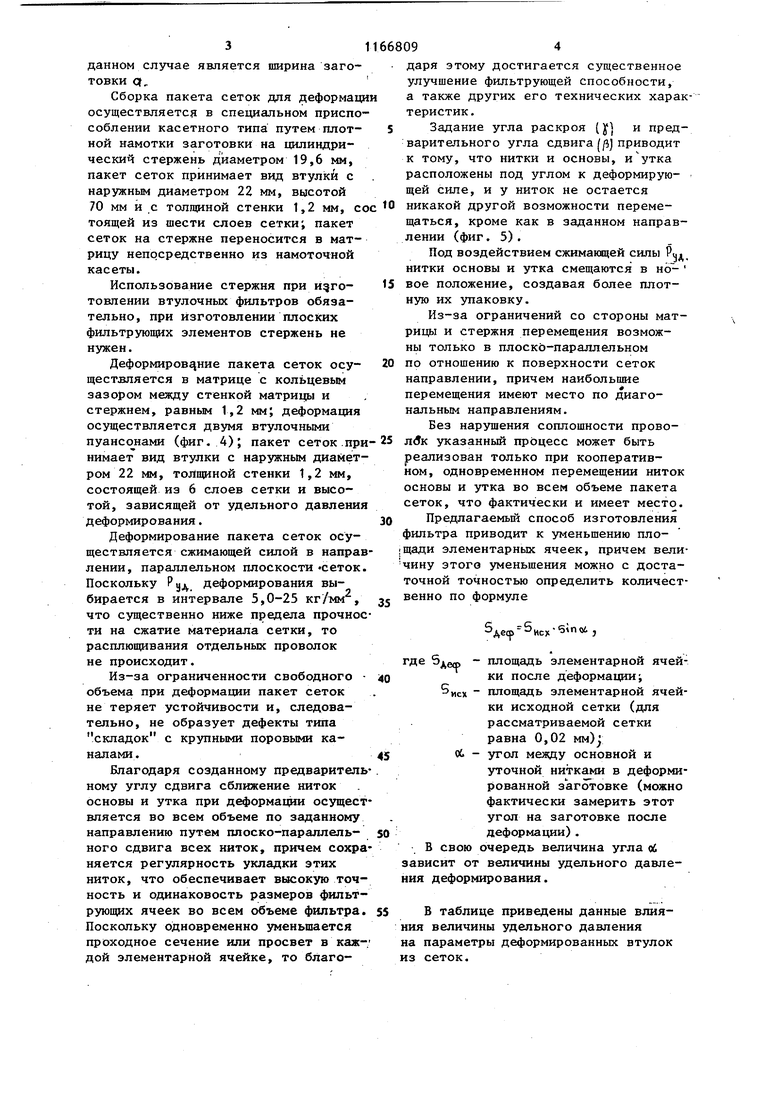
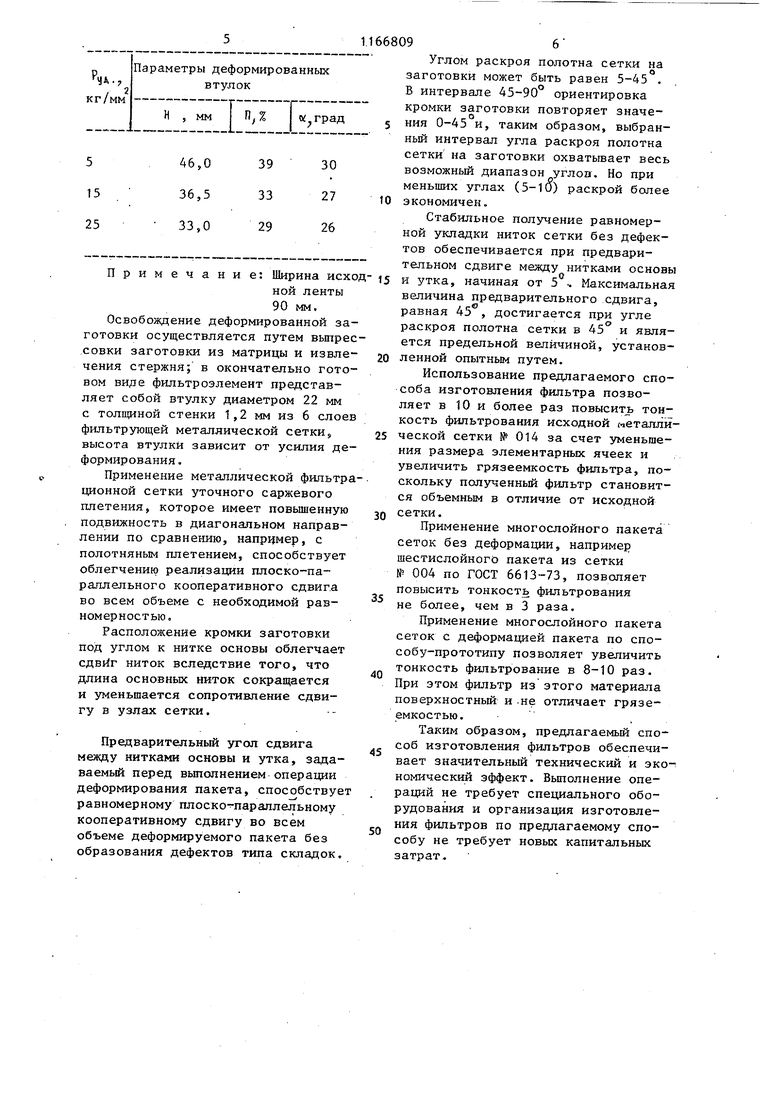
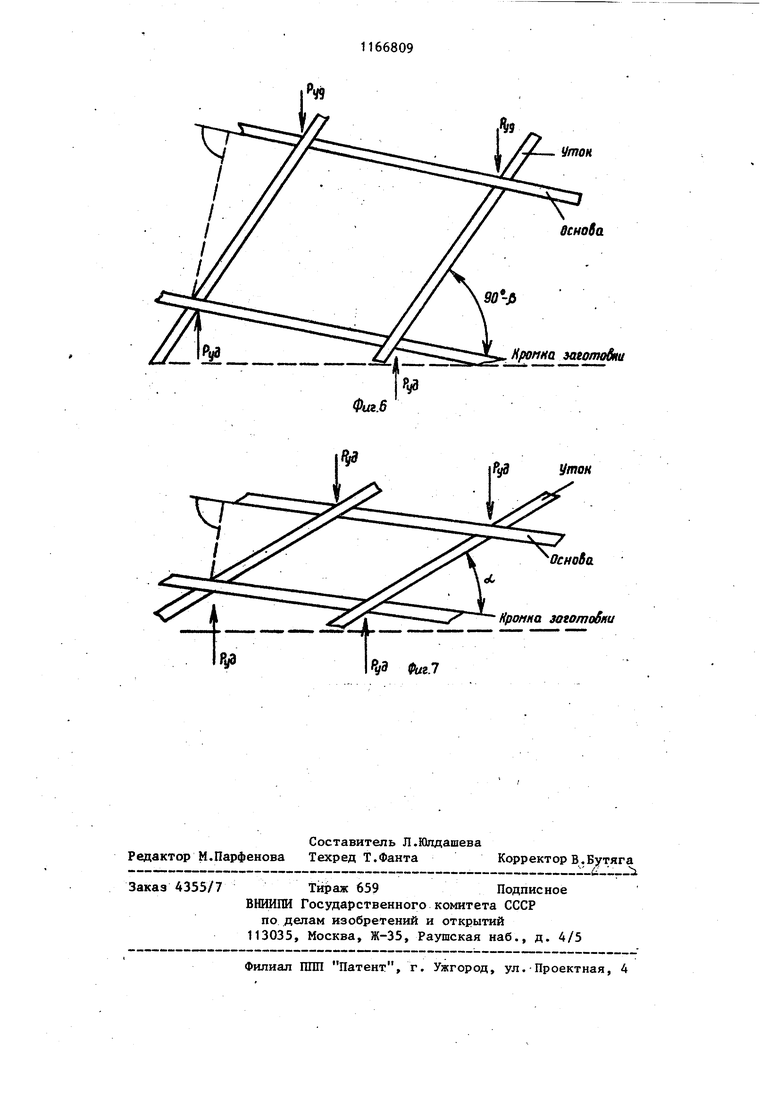
Изобретение относится к фильтро-ванию, преимущественно к жидкостным фильтрам, предназначенным для очистки жидкостной в трубопроводах Известен способ изготовления фильтра, включающий деформацию пак та металлических фильтрационных сеток в направлении, перпендикулдрном плоскости сеток. Деформирование сеток, уложенных в несколько слоев приводит.к уменьшению проходных сечений ячеек и, следовательно, к повышению тонкости фильтрования за счет взаимного перекрытия ячеек сетки в соседних слоях и расплющивания отдельных проволок fl . Цель изобретения - улучшение технических характеристик фильтра и упрощение способа его изготовлени за счет изменения площади ячеек сет ку без расплющивания отдельных проволок . Указанная цель достигается тем, что согласно способу изготовления фильтра, включающему деформирование пакета заготовок из металлической фильтрационной сетки, пакет заготовок деформируют в направлении, параллельном плоскости сеток так, что производят плоско-параллельный кооп ративньй сдвиг основных и уточных ниток в диагональном нап|)авлении, при этом в качестве металлической сетки используют сетку уточного сар жевого рлетения. Заготовку вырезают в виде ленты так, что ее боковая кромка направлена к нитке основы под углом 5-45 В качестве заготовки используют сетку с наклоныьм расположением нитки по отношению к нитке основы. В заготовке сетки предварительно осуществляют сдвиг ниток утка относительно ниток основы на угол 5-45. На фиг. 1 представлена схема кро полотна сетки на заготовки; на фиг. 2 - схема заготовкиj на фиг. 3 то же, выполнения предварительного угла сдвига} на фиг. 4 - схема деформирования пакета сеток (начало операции); на фиг. 5 - то же (конец .операции) фиг. 6 - схема деформирования ячейки (в начале процесса) фиг. 7 - то же (в конце процесса). Предлагаемый способ реализуется по следующей технологической схеме 92 Разрезка полотна исходной сетки на заготовки осуществляется роликот выми ножами; полотной исходной сетки имеет ширину 1000 мм, размер элементарных ячеек 140 мкм, заготовки вьфезаются под углом 5 к нитке основы и имеют размеры мм. Заготовку в виде ленты вьфезают так, что ее боковая кромка направлена к нитке основы под углом 5-45° (фиг. 1). Крой ленты производят под оптимальным углом, т.е. 5, обозначенным через Y , нитка основы расположена горизонтально и параллельно боковой кромке полотна исходной сетки. В вырезанной таким способом заготовке (фиг. 2) нитки основы имеют разную длину по полю заготовки и в значительной своей части короче длины заготовки. Угол между нитками основы и утка остается равным 90 , как и в исходной сетке. При выбранной схеме выкраивания в заготовках обеспечивается дополнительная подвижность ниток основы и утка относительно друг друга за счет сокращения длины большей части основных ниток и, как следствие, за счет уменьшения жесткости полотна сетки. Выполнение предварительного угла сдвига на заготовках осуществляется на специальном приспособлении индивидуально на каждой заготовке, заготовка принимает размер 70 420 мм, при этом угол между нитками основы и утки изменяется примерно на 5 . До выполнения предварительного сдвига в исходном состоянии угол между нитками основы и утка равен 90 , После выполнения операции предварительного сдвига этот угол уменьшается на величину f (фиг. 3). Угол /3 является углом предварительного сдвига ниток основы и утка относительно друг друга. Существует связь между выбранным углом раскроя полотна сетки на заготовки (Y) и достигаемом при этом угле предварительного сдвига (j , а именно, чем больше угол раскроя У , тем большая величина угла предварительного сдвига /3 может быть получена. Сдвиг осуществляется в специальном приспособлении за счет момента М Р-а (кг-см), плечом момента в 311 данном случае является ширина заготовки Cf, Сборка пакета сеток для деформации осуществляется в специальном приспособлении касетного типа путем плотной намотки заготовки на цилиндрический стержень диаметром 19,6 мм, пакет сеток принимает вид втулки с наружным диаметром 22 мм, высотой 70 мм и с толщиной стенки 1,2 мм, с тоящей из шести слоев сетки; пакет сеток на стержне переносится в матрицу непосредственно из намоточной касеты. Использование стержня при идготовлении втулочных фильтров обязательно, при изготовлении плоских фильтрующих элементов стержень не нужен. Деформирование пакета сеток осуществляется в матрице с кольцевым зазором между стенкой матрицы и стержнем, равным 1,2 мм; деформация осуществляется двумя втулочными пуансонами (фиг. 4); пакет сеток.при-25
нимает вид втулки с наружнь м диаметром 22 мм, толщиной стенки 1,2 мм, состоящей из 6 слоев сетки и высотой, зависящей от удельного давления деформирования.
Деформирование пакета сеток осуществляется сжимающей силой в направлении, параллельном плоскости «сеток. Поскольку Pjjj деформирования выбирается в интервале 5,0-25 кг/мм , что существенно ниже предела прочности на сжатие материала сетки, то расплющивания отдельных проволок не происходит.
Из-за ограниченности свободного объема при деформации пакет сеток не теряет устойчивости и, следовательно, не образует дефекты типа складок с крзшными поровыми каналами.
Благодаря созданному предваритель ному углу сдвига сближение ниток основы и утка при деформахщи осуществляется во всем объеме по заданному направлению путем плоско-параплельного сдвига всех ниток, причем сохраняется регулярность укладки этих ниток, что обеспечивает вьаюокую точность и одинаковость размеров фильтРУЮ1ЦИХ ячеек во всем объеме фильтра. Поскольку одновременно уменьшается проходное сечение или просвет в каждой элементарной ячейке, то благореализован только при кооперативном, одновременном перемещении ниток основы и утка во всем объеме пакета сеток, что фактически и имеет место. Предлагаемьй способ изготовления фильтра приводит к уменьшению пло|щади элементарных ячеек, причем величину этого уменьшения можно с достаточной точностью определить количественно по формуле
где 5
площадь элементарной ячейАесрки после деформации; 5„сх - площадь элементарной ячейки исходной сетки (для рассматриваемой сетки равна 0,02 MM)J Л - угол между основной и
уточной нитками в деформированной заготовке (можно фактически замерить этот угол на заготовке после деформации).
В свою очередь величина угла об зависит от величины удельного давления деформирования.
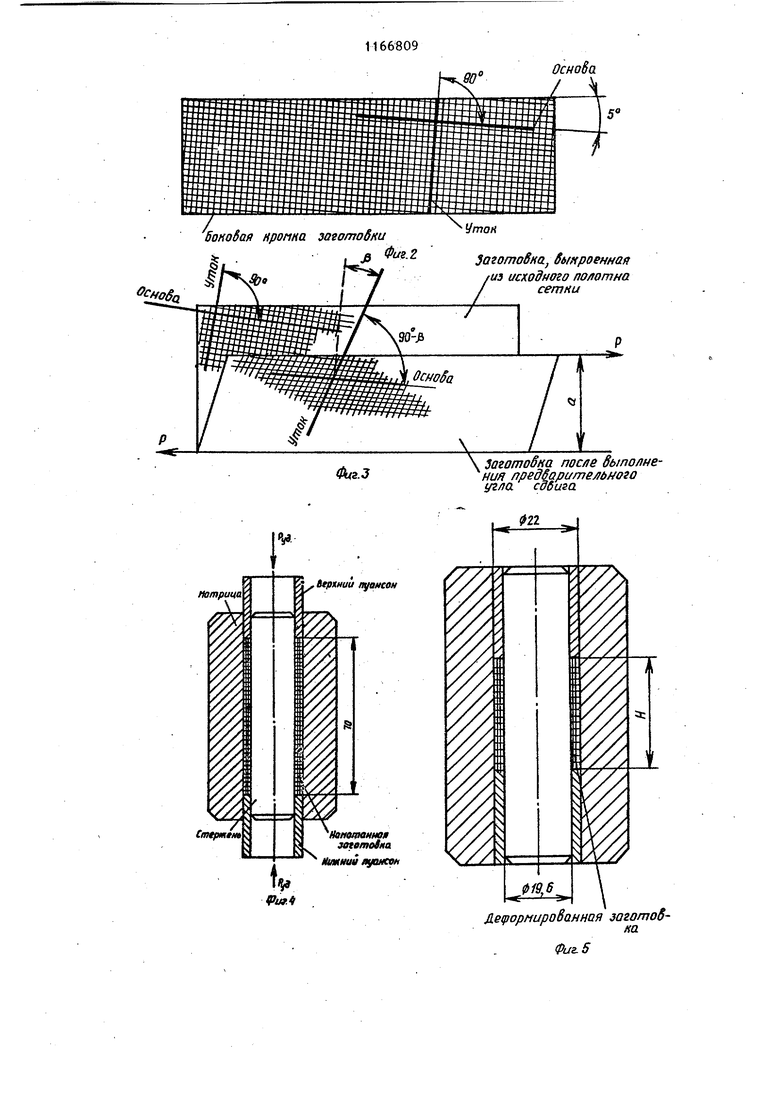
В таблице приведены данные влияния величины удельного давления на параметры деформированных втулок из сеток. 09 даря этому достигается существенное улучшение фильтрующей способности, а также других его технических характеристик. Задание угла раскроя (у и предварительного угла сдвига /i приводит к тому, что нитки и основы, и утка расположены под углом к деформирующей силе, и у ниток не остается никакой другой возможности перемещаться, кроме как в заданном направлении (фиг. 5). Под воздействием сжимающей силы Рид, нитки основы и утка смещаются в но вое положение, создавая более плотную их упаковку. Из-за ограничений со стороны матрицы и стержня перемещения возможны только в плоско-параллельном по отношению к поверхности сеток направлении, причем наибольшие перемещения имеют место по диагональным направлениям. Без нарушения соплошности провоуказанный процесс может быть Примечание: Ширина исх ной ленты 90 мм. Освобождение деформированной за готовки осуществляется путем выпре совки заготовки из матрицы и извле чения стержня; в окончательно гото вом виде фильтроэлемент представляет собой втулку диаметром 22 мм с толщиной стенки 1,2 мм из 6 слое фильтрующей металлической сеткиj высота втулки зависит от усилия де формирования. Применение металлической фильтр ционной сетки уточного саржевого плетения, которое имеет повьшенную подвижность в диагональном направлении по сравнению, например, с полотняным плетением, способствует облегчению реализадаи плоско-параллельного кооперативного сдвига во всем объеме с необходимой равномерностью. Расположение кромки заготовки под углом к нитке основы облегчает сдвиг ниток вследствие того, что длина основных ниток сокращается и уменьшается сопротивление сдвигу в узлах сетки. Предварительный угол сдвига между нитками основы и утка, задаваемый перед вьтолнением операции деформирования пакета, способствуе равномерному плоско-параллельному кооперативному сдвигу во всем объеме деформируемого пакета без образования дефектов типа складок 96 Углом раскроя полотна сетки на заготовки может быть равен 5-45 . В интервале 45-90 ориентировка кромки заготовки повторяет значения 0-45 и, таким образом, выбранный интервал угла раскроя полотна сетки на заготовки охватьшает весь возможный диапазон углои. Но при меньших углах (5-10) раскрой более экономичен. Стабильное получение равномерной укладки ниток сетки без дефектов обеспечивается при предварительном сдвиге между нитками основы и утка, начиная от 5 ., Максимальная величина предварительного сдвига, равная 45 , достигается при угле раскроя полотна сетки в 45 и является предельной величиной, установленной опытным путем. Использование предлагаемого способа изготовления фильтра позволяет в 10 и более раз повысить тонкость фильтрования исходной металлической сетки № 014 за счет уменьшения размера элементарных ячеек и увеличить грязеемкость фильтра, поскольку полученньй фильтр становится объемным в отличие от исходной сетки. Применение многослойного пакета сеток без деформации, например шестислойного пакета из сетки № 004 по ГОСТ 6613-73, позволяет повысить тонкость фильтрования не более, чем в 3 раза. Применение многослойного пакета сеток с деформацией пакета по способу-прототипу Позволяет увеличить тонкость фильтрование в 8-10 раз. При этом фильтр из этого материала поверхностньй и -не отличает грязеемкостью. , . Таким образом, предлагаемый способ изготовления фильтров обеспечивает значительный технический и экономический эффект. Выполнение операций не требует специального оборудования и организация изготовления фильтров по предлагаемому способу не требует новых капитальных затрат. боноёая нропка заготобки
V
К, ttpMuu пуансон
Ноноаяанная зтотЛяа
Микнаи яуамст
Фгг
Леуормиробанная sawrnoSка
Фиг. 5 Осноба Заготовка, ffстроенная /из исходного полотна /сетки Заготобка после Выполнения предбаритвльного угла сдбига /З ФигЛ всноба Кромка aeomo&ia ОсноВа Нромма зогошобии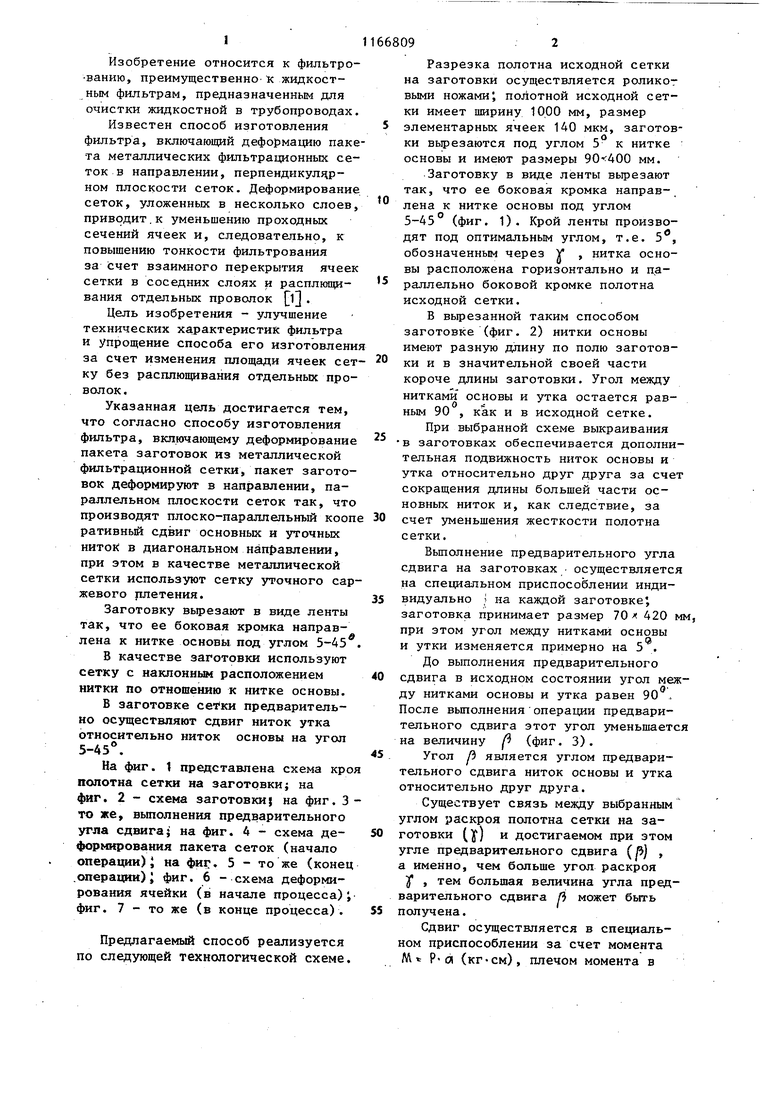
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фильтра | 1982 |
|
SU1066628A1 |
| Способ изготовления фильтра | 1983 |
|
SU1126312A1 |
| Способ получения комбинированного пористого сетчатого фильтроматериала | 1987 |
|
SU1551397A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕЙ СЕТКИ | 1966 |
|
SU223765A1 |
| Способ очистки объемного фильтрующего элемента из металлической сетки | 1985 |
|
SU1274727A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УСТОЙЧИВОСТИ КОНСТРУКЦИИ УЗЛА ШВЕЙНОГО ИЗДЕЛИЯ | 2017 |
|
RU2650612C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ СЕТКИ | 1997 |
|
RU2112620C1 |
| Способ изготовления фильтрующей сетки | 1975 |
|
SU567472A2 |
| СЕТЬ С УМЕНЬШЕННОЙ ОБЪЕМНОСТЬЮ, ПОВЫШЕННОЙ ЭЛАСТИЧНОСТЬЮ, ПОНИЖЕННЫМ ГИДРОДИНАМИЧЕСКИМ СОПРОТИВЛЕНИЕМ | 2002 |
|
RU2268328C2 |
| Способ изготовления спеченного фильтра | 1982 |
|
SU1156856A1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРА, включающий деформирование пакета заготовок из металлической фильтрационной сетки, о т л и ч а ю щ и и с я тем, что, с целыб улучшения технических характеристик фильтра и упрощения способ) его изготовления за счет изменения площади ячеек сетки без расплющивания отдельных проволок, пакет заготовок деформируют в направлен,-параллельном плоскости сеток так, что Осноба пр Ьизводят плоскопараплёльный коопе,ративный сдвиг основных и уточных ниток сетки в диагональном направлении , при этом в качестве металлической сетки используют се-тку уточного саржевого плетения. 2. Способ по п. 1, отличающийся, тем, что заготовку вырезают в виде ленты так, что ее боковая кромка направлена к нитке основы под углом 5-45. . . 3. Способ по п. 1, ртлич а ю щ и и с я тем, что в качестве заготовки используют сетку с наклонным..расположением уточной нитки по отношению к нитке основы. 4. Способ по п 1, отли(Л чающийся тем, что в заготовке сетки предварительно осуществляiQT ,сдвиг ниток утка относительно ниток основы на угол 5-45. полотно сетки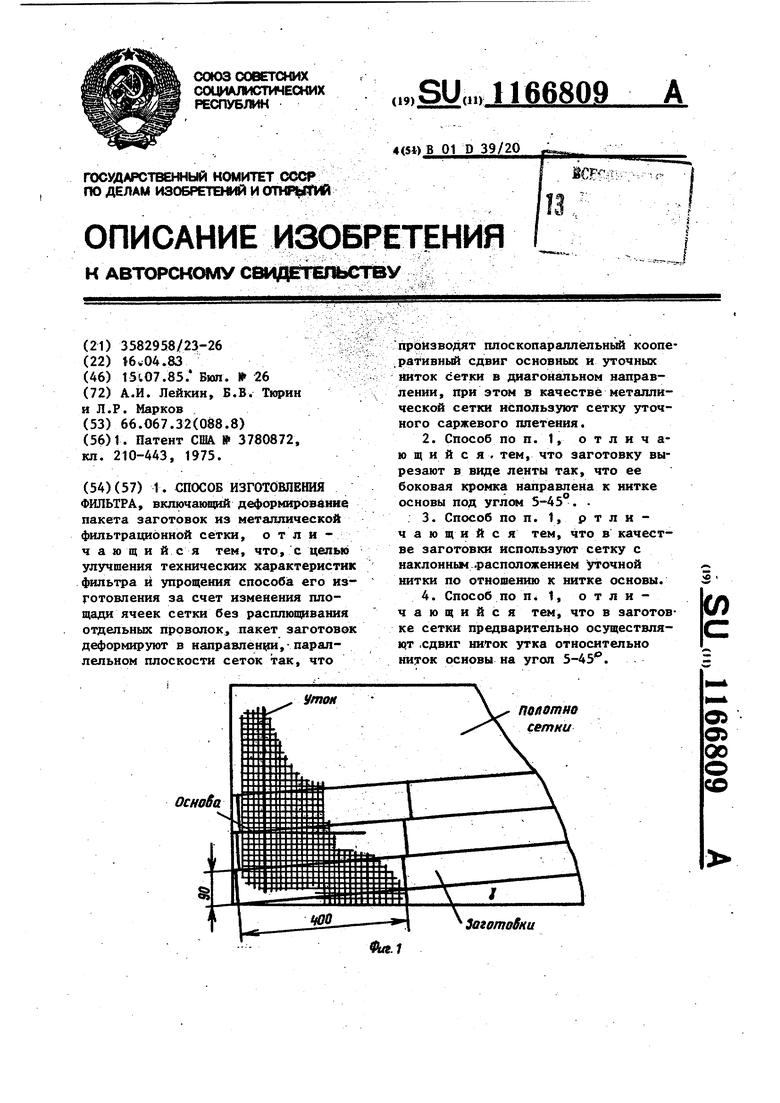
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент СМ 3780872, кл | |||
| Стиральная машина для войлоков | 1922 |
|
SU210A1 |
