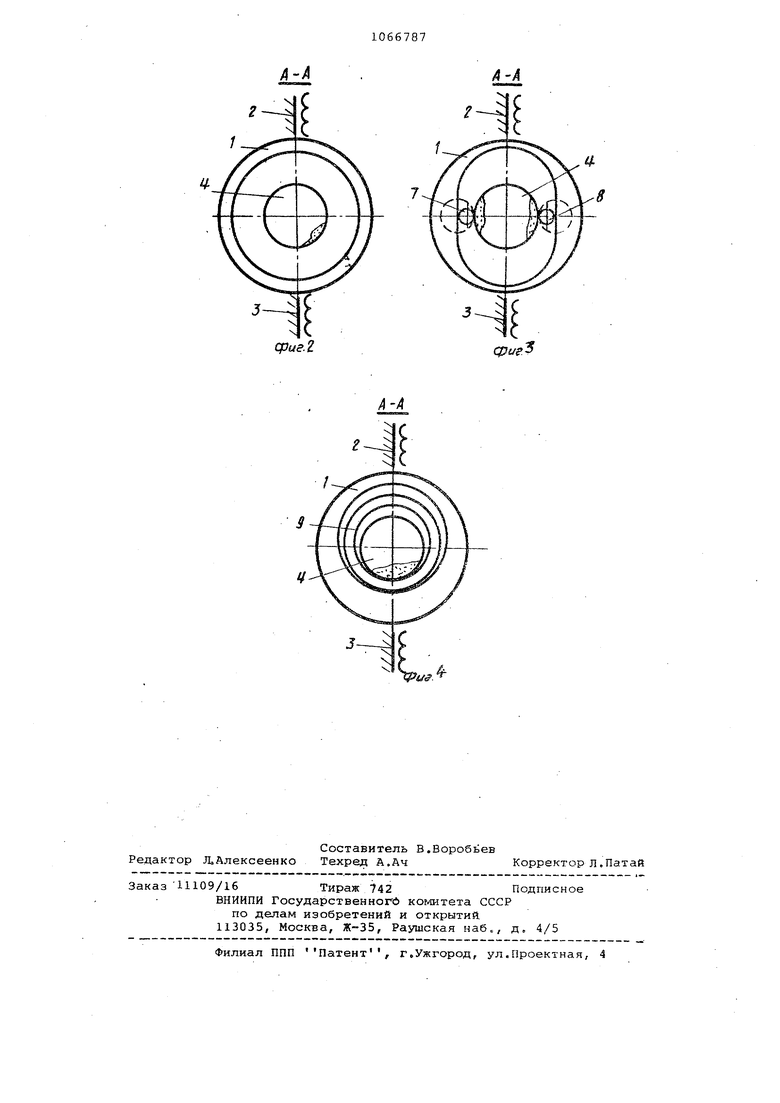
Изобретение относится, к станкостроению и может быть использовано для механической обработки тел вращения. Известно устройство для обработки тел вращения гибким инструментом в виде бесконечной абразивной ленты с ферромагнитной подложкой, свободно подвешенным на роликах и пропущенным между электромагнитными обмотками линейного электродвигателя, создающими бегущее магнитное поле. Усилие прижима (подачи) инструмента к изделию создается действующими на инструмент центробежными силами, обусловленными параметрами магнитно го поля 1. Недостатком известного устройств язвляется невозможность независимой регулировки скорости резания и усилия подачи. Цель изобретения - расширение технологических возможностей устрой ства путем достижения независимости усилия подачи от скорости резания Указанная цель достигается тем, что в устройстве для абразивной обработки, включающем привод подачи инструмента, выполненного в виде замкнутой гибкой ферромагнитной абр зивной ленты, этот привод выполнен респонсионным, при зтом абразивная Лента установлена на роторе электро двигателя респонсионного привода, ротор выполнен полым и снабжен уста новленным внутри него концентрично замкнутой абразивной ленте абразивным .Кругом со статорными обмотка Ш прив да его вращения„ На фиг. 1 показана кинеглатическа схема устройства; на фиг 2 - сечениёА-А на фиг. 1,- при отсутствии воздействия электромах нитного поля На абразивный инструмент; на ТО же, при равном двустороннем воздействии электромагнитного поля на абразивный инструмент; на фиг,. 4 то же, при воздействии на абразивный инструмент неуравновешенного поля. Гибкий инструмент 1 выполнен в виже незамкнутой абразивной ленты с ферромагнитной подложкой, бесконтактно, взаимодействующей с электромагнитными 2 и 3 респонсионного привода. Абразивный ведущий круг 4 установлен на валу ротора электродвигателя 5 его привода. Электродвигатель 6 приводит во вращение гибкий абразивный инструмент 1 В пространстве между гибким инструментом 1 и абразивным кругом 4 производят обработку тел вращения 7, 8 или 9.-Скорость вращения изделия и скорость резания могут бесступенчато изменяться путем регулирования приводов. Усилие подачи может регулироваться путем изменения характеристики электромагнитного поля, создаваемого электромагнитами 2 и 3„ При этом гибкий инструмент может быть деформирован в соответствии с требуемой схем.ой обработки, размером обрабатываемой детали. Возможен вариант исполнения устройства, согласно которому все обмот ки электродвигателей 5 и б размещаются, соосно одна в другой, что позволяет сократить габариты устройства , В результате независимой регулировки основных технологических параметров - скорости резания и подачи существенно расширяются технологичес кие ВОЗМОЖНОСТИ- устройства- т.е. по является возможность более широкого выбора параметров процесса шлифования в зависимости от обрабатываег ых материаловf требуемого условия обработки и др,f что в конечном счете позволяет повысить качество и производительность процесса шлифования„
А-А
If.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразивной отделочной обработки | 1975 |
|
SU564140A1 |
| СПОСОБ ПЛОСКОГО ВИБРОШЛИФОВАНИЯ | 2010 |
|
RU2449875C1 |
| УСТРОЙСТВО ДЛЯ ПЛОСКОГО ВИБРОШЛИФОВАНИЯ | 2010 |
|
RU2449874C1 |
| Устройство для шлифования криволиней-НыХ пОВЕРХНОСТЕй гибКиМ АбРАзиВНыМиНСТРуМЕНТОМ | 1978 |
|
SU831566A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2009 |
|
RU2437751C2 |
| СПОСОБ ШЛИФОВАНИЯ С СОХРАНЕНИЕМ ПЕРВОНАЧАЛЬНОЙ СКОРОСТИ ШЛИФОВАНИЯ | 2009 |
|
RU2429961C1 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ ЭКСПЛУАТАЦИОННЫХ ДИСБАЛАНСОВ ТОРЦОВЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2009 |
|
RU2417149C1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОСКОРОСТНОЙ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2009 |
|
RU2431558C2 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2009 |
|
RU2429110C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ ПЛОСКОГО ИГЛОШЛИФОВАНИЯ | 2004 |
|
RU2252123C1 |
УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ, включающее привод подачи инструмента, выполненного в виде замкнутой гибкой ферромагнитной абразивной ленты, отличаю щеес я тем, что, с целью расширения технологических возможностей устройства, привод подачп инструмента выполнен респонсионным, при этом абразивная лента установлена на роторе электродвигателя респонсионного привода, ротор выполнен полым и снабжен установленным внутри него концентрично замкнутой абразивной ленте абразивным кругом со статорными обмотками привода его вращения. (Л СП 00 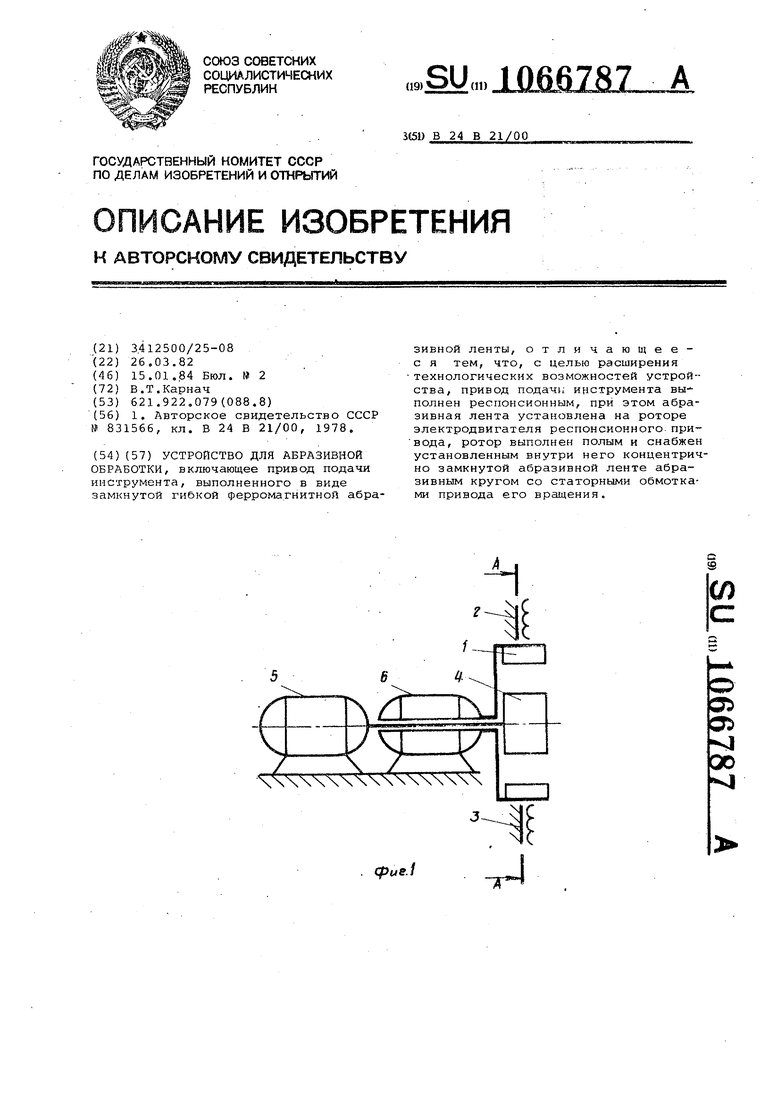
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
