Изобретение относится к технологии машиностроения к механической обработки с целью удаления с поверхности металлов шлака, продуктов коррозии, прокатной окалины, заусенцев, для резания металлов и предназначено для механизации снятия заусенцев, скругления кромок и обработки плоскостей на фрезерных, многопозиционных и многооперационных станках.
Известен способ для очистки поверхностей от продуктов коррозии, окалины и т.д. и устройство для его реализации, содержащее приводной диск с поочередно размещенными по его окружности пучками ворса и установленными в сквозных отверстиях диска абразивными цилиндрами [1].
Недостатками известного способа и устройства является невозможность интенсифицировать процесс обработки и съема металла в виду того, что абразивные цилиндры вращаются только за счет сил трения, кроме того, по мере износа абразива цилиндры будут с меньшим усилием прижиматься к обрабатываемой поверхности из-за свойств прижимных пружин, причем способ и устройство не позволяют полностью использовать режущие свойства абразива, который требует очень большой скорости вращения (порядка нескольких тысяч оборотов при таких малых диаметрах цилиндров) диска, что трудно осуществить по динамическим соображениям, тем самым будет снижаться производительность и качество обработки.
Кроме того, при увеличении силы прижима устройства к обрабатываемой поверхности пучки ворса будут максимально прогибаться не осуществляя резание металла.
Задача изобретения - расширение технологических возможностей, многократное восстановление первоначального положения рабочего торца шлифовального круга относительно режущего торца иглофрезы, обеспечение бесприжогового прерывистого шлифования в комбинации с предварительной получистовой иглообработкой, повышающей стойкость инструмента, производительность и качество обрабатываемой поверхности.
Поставленная задача решается с помощью применения предлагаемого комбинированного способа плоского иглошлифования, при котором комбинированному инструменту, состоящему из сборного шлифовального круга и торцовой иглофрезы, сообщают вращательное движение и движение подачи вдоль обрабатываемой поверхности, а заготовке - возвратно-поступательное движение, причем круг и иглофреза установлены на коаксиальных вращающихся независимо друг от друга в разных направлениях полом и центральном валах соответственно, при этом круг состоит из абразивно-алмазных кольцевых сегментов, закрепленных на металлических пластинах, торообразной полой внутри упругой оболочки, закрепленной на ступице, и кольца. Кроме того, для настройки по мере износа абразивно-алмазных кольцевых сегментов в торообразную полую внутри упругую оболочку закачивается сжатый воздух, восстанавливая первоначальное положение рабочего торца шлифовального круга относительно режущего торца иглофрезы.
При этом торцовая иглофреза выполнена из проволочного ворса в виде набора U-образных пучков, причем ветви ворса в каждом пучке размещены в смежных гофрах кольца, закрепленного на корпусе, кроме того, уплотнение ворса для достижения требуемой жесткости осуществляется гайкой с внутренней конической поверхностью и винтом с наружной конической поверхностью.
Как вариант, уплотнение ворса для достижения требуемой жесткости осуществляется хомутом в виде металлической ленты, концы которой стянуты болтом с гайкой.
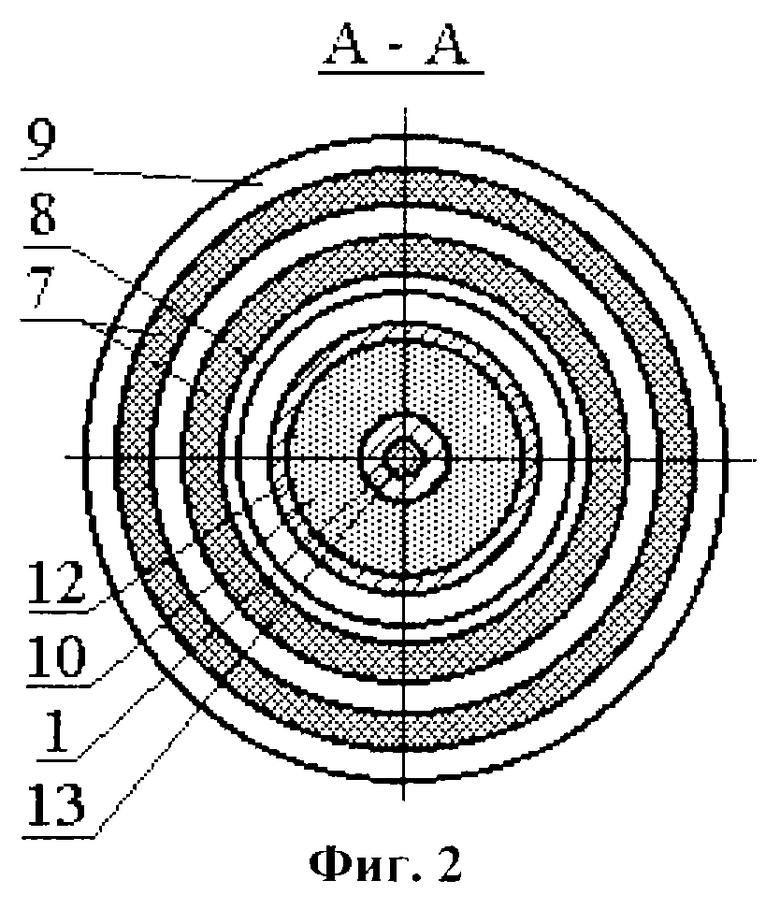
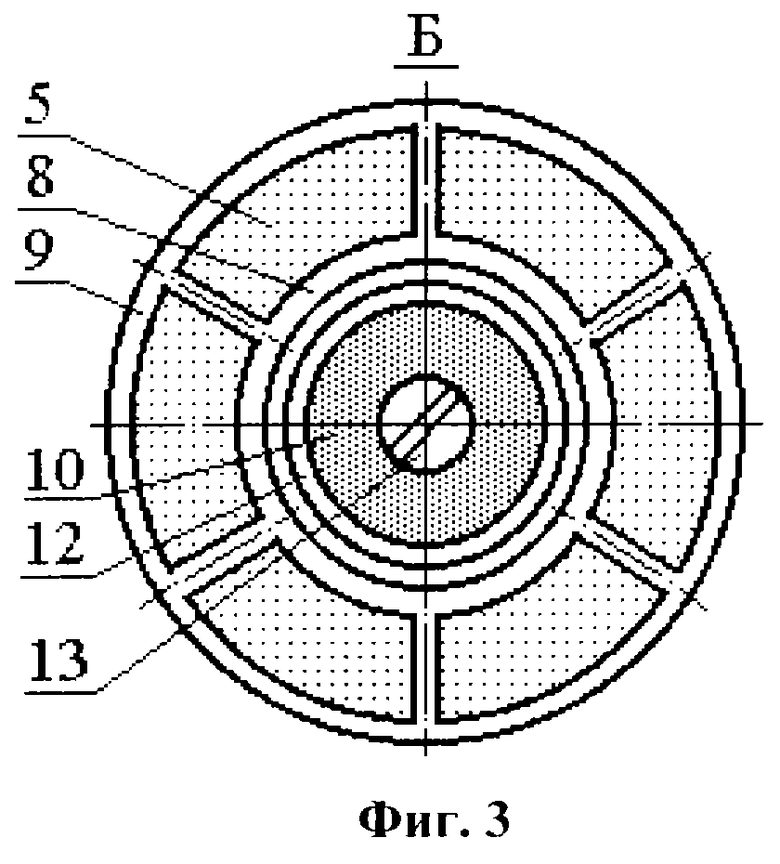
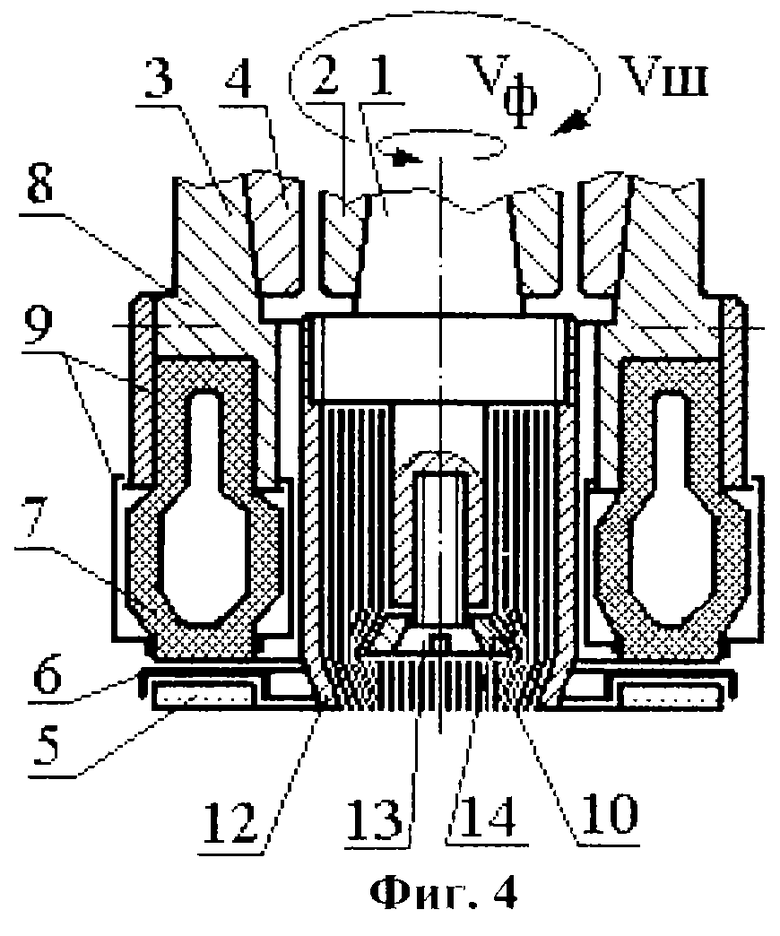
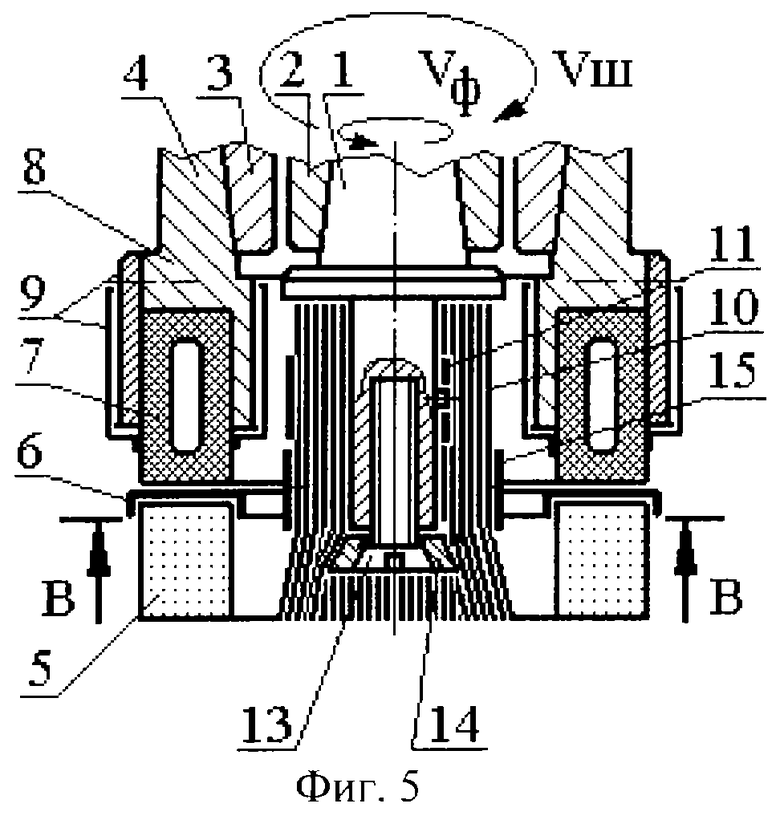
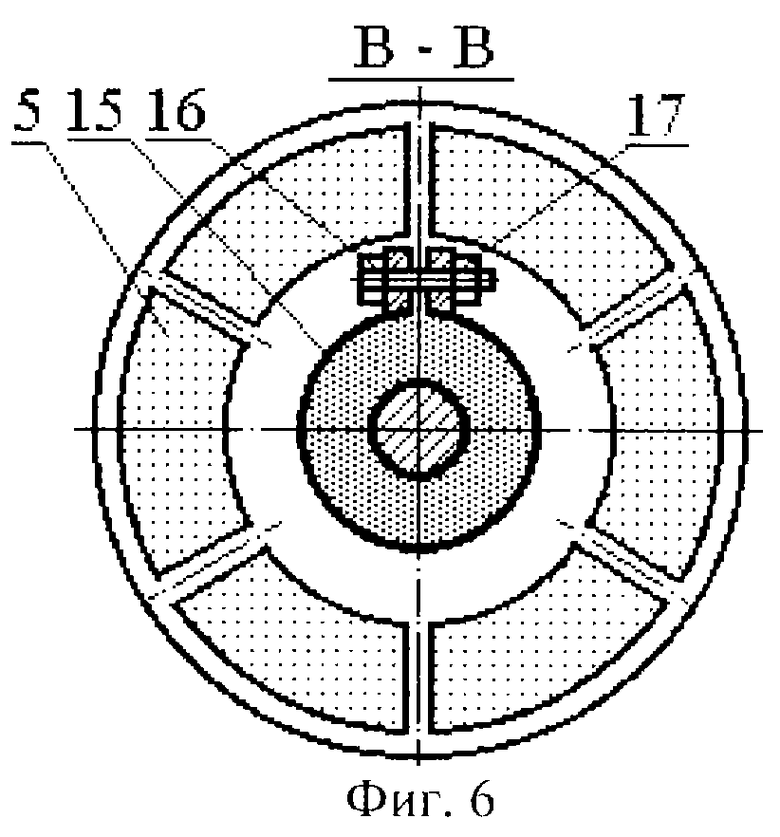
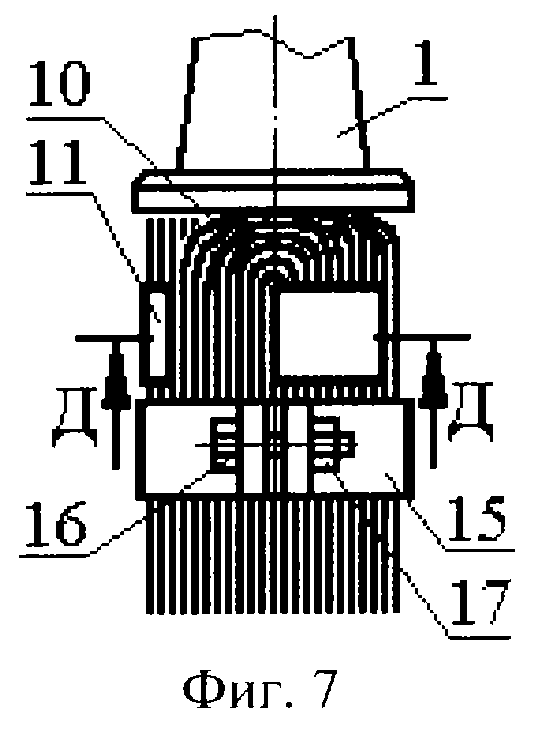
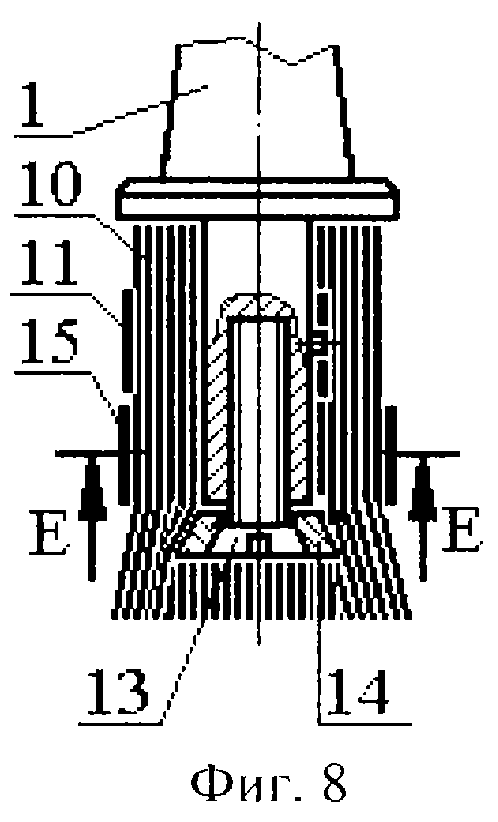
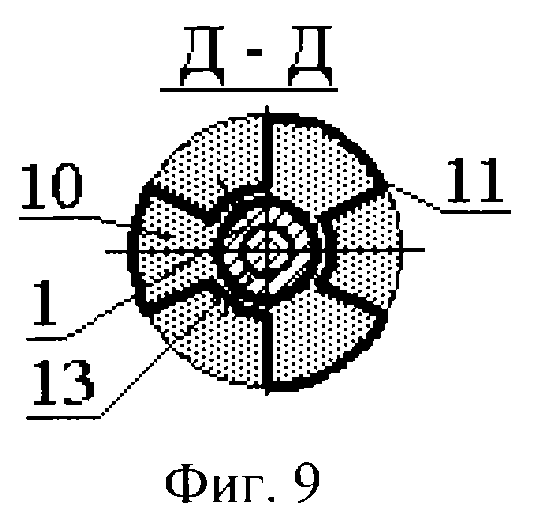
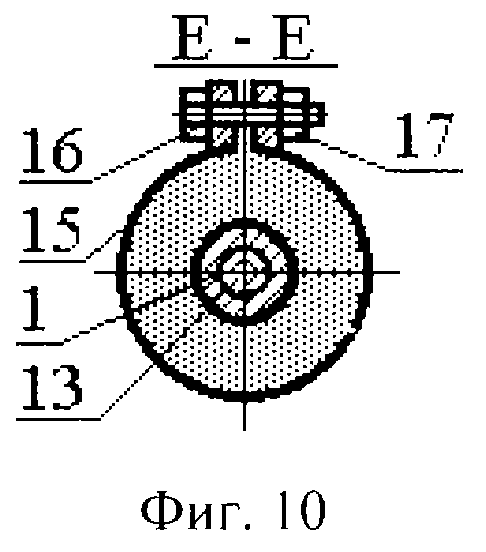
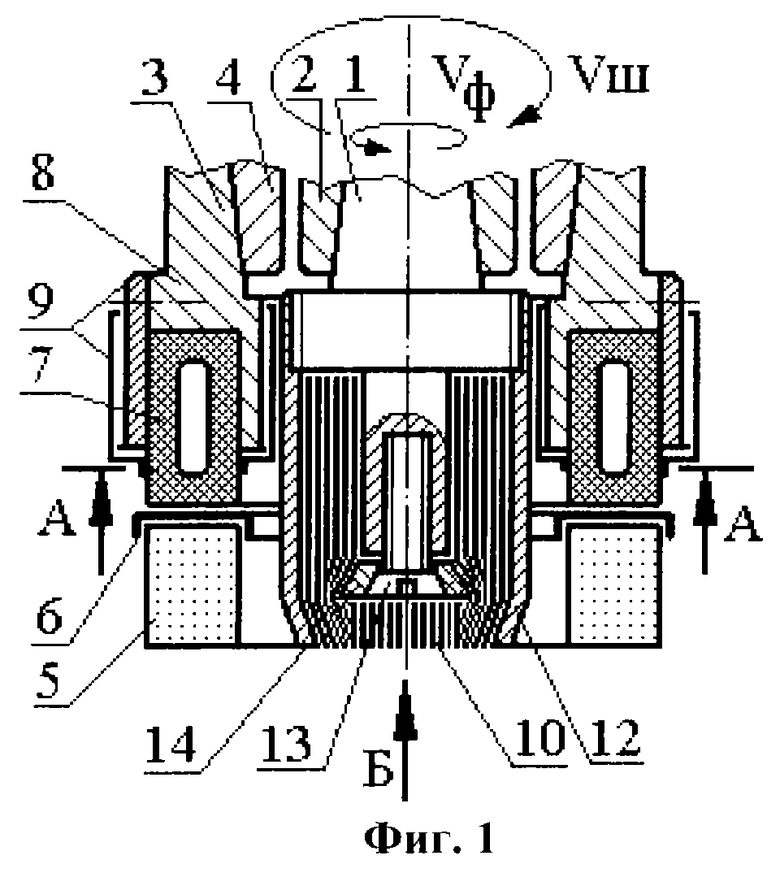
Сущность предлагаемого комбинированного способа поясняется чертежами. На фиг.1 представлен иглошлифовальный инструмент, реализующий данный способ, продольный разрез; на фиг.2 - сечение А - А фиг.1; на фиг.3 - вид снизу по Б фиг.1; на фиг.4 - комбинированный иглошлифовальный инструмент с максимально изношенными алмазно-абразивными брусками, продольный разрез; на фиг.5 - комбинированный иглошлифовальный инструмент, продольный разрез, второй вариант крепления и уплотнения ворса иглофрезы; на фиг.6 - сечение В - В фиг.5; на фиг.7 - общий вид иглофрезы по второму варианту крепления и уплотнения ворса; фиг.8 - продольный разрез иглофрезы, представленной на фиг.7; на фиг.9 - сечение Д-Д фиг.7; на фиг.10 - сечение Е-Е фиг.8.
Предлагаемый комбинированный способ служит для одновременной обработки плоскостей иглофрезерованием и шлифованием, при котором комбинированному торцовому инструменту сообщают вращательное движение и движение подачи вдоль обрабатываемой поверхности, а заготовке - возвратно-поступательное движение. Способ осуществляется инструментом, состоящем из двух режущих инструментов: торцовой иглофрезы 1, закрепляемой на центральном валу 2 и шлифовального круга 3, установленного на коаксиальном полом валу 4.
Шлифовальный круг 3 относится к сборным торцовым кругам, т.к. состоит из абразивно-алмазных кольцевых сегментов 5, закрепленных на металлических пластинах 6, например, путем приклеивания. Количество пластин 6 равно количеству сегментов 5, при этом профиль пластин 6 определяется профилем кольцевых сегментов 5. Сами пластины 6 крепятся путем вулканизации к торцу торообразной полой внутри упругой оболочки 7, закрепленной на ступице 8 также путем вулканизации. По мере износа абразивно-алмазных кольцевых сегментов 5 в торообразную полую внутри упругую оболочку 7 закачивается через штуцер и обратный клапан (не показаны) сжатый воздух, восстанавливая первоначальное положение рабочих торцов сегментов 5 шлифовального круга 3 относительно режущего торца иглофрезы 1 (фиг.4). Ограничителем при расширении упругой оболочки 7 является кольцо 9, состоящее из двух втулок, из которых одно закреплено на ступице 8 неподвижно, а второе - свободно, позволяющее увеличить общую высоту кольца. Такое же свободно устанавливаемое кольцо имеется и с внутренней стороны упругой оболочки.
Торцовая иглофреза 1 выполнена из проволочного ворса в виде набора U-образных пучков 10, причем ветви ворса в каждом пучке размещены в смежных гофрах кольца 11, закрепленного на корпусе (фиг.9) иглофрезы [2].
Уплотнение ворса для достижения требуемой жесткости иглофрезы осуществляется гайкой 12 с внутренней конической поверхностью и винтом 13 с кольцом 14 с наружной конической поверхностью.
Кроме того, как вариант, уплотнение ворса для достижения требуемой жесткости может осуществляться хомутом 15 в виде металлической ленты, концы которой стянуты болтом 16 с гайкой 17.
Для повышения стойкости иглофрезы на упругие ветви ворса наносят износостойкое покрытие, например, из нитрида титана. После износа пучков ворса их заменяют.
Инструмент устанавливают, например на фрезерный станок с модернизированной шпиндельной бабкой, у которой имеются коаксиальные вращающиеся независимо друг от друга в разных направлениях полый и центральный шпиндели.
Круг устанавливают на полом валу и приводят во вращение в одну сторону, торцовую иглофрезу на центральном валу приводят во вращение в другую сторону и комбинированный иглошлифовальный инструмент с необходимым натягом подводят режущей поверхностью к заготовке.
При этом в центре комбинированного инструмента часть упругоподвижных ветвей ворса отклоняется в процессе резания от вертикали, образует определенные углы резания и срезает материал с обрабатываемой поверхности в одном направлении.
По периферии инструмента абразивные сегменты с таким же натягом за счет прогиба пневматической упругой оболочки срезают микронеровности с обрабатываемой поверхности в другом направлении.
Таким образом, пневматическая подушка позволяет создавать тот или иной натяг, так необходимый при иглофрезеровании, и восстанавливать первоначальное положение рабочего торца шлифовального круга относительно режущего торца иглофрезы.
При этом прерывистая абразивная обработка отдельными сегментами позволяет снизить теплонапряженность процесса шлифования, ликвидировать прижоги и микротрещины, повысить режимы обработки.
Пример. По предлагаемому комбинированному способу производили торцовое фрезерование с одновременным шлифованием плоской поверхности шириной 70 мм и длиной 600 мм на модернизированном вертикально-фрезерном станке мод. 6Р13 торцовым иглошлифовальным инструментом; припуск на обработку 1,2 мм снимали за один проход.
Параметр шероховатости обрабатываемой поверхности Rа=0,63 мкм. Материал заготовки - сталь 45, с пределом прочности σв=670 МПа. Станок оснащен двумя коаксиальными шпинделями, приводимыми во вращение индивидуальными электродвигателями, и устройством для активного контроля обрабатываемых заготовок.
Шлифовальный круг состоит из абразивных сегментов марки 24А25П25К8А с наружным диаметром 200 мм, иглофреза - наружный диаметр 100 мм, диаметр игл 1 мм.
Обработка проводилась при следующих режимах резания. Частоту вращения круга принимали 3200 мин-1 (при этом скорость шлифование составила Vш=33,5 м/с), а иглофрезы - 500 мин-1 (при этом - Vф=157 м/мин). Продольная подача - 250 мм/мин. Охлаждающая жидкость - эмульсия.
Для обеспечения необходимого качества и размерной точности обработки потребовалось основного времени 0,8 мин, что в 2 раза быстрее, чем при обычном торцовом фрезеровании, и в 2,5 раза быстрее, чем при обычной абразивной обработке.
Применение данного комбинированного способа плоского иглошлифования позволяет увеличить производительность благодаря обеспечению бесприжогового прерывистого шлифования, исключить операцию чернового и получистового шлифования, улучшить шероховатость поверхности на 1-2 класса. При этом расход абразивного материала снижается в среднем на ~ 30%.
Источники информации
1. А.с. СССР 1493248, МКИ А 46 В 7/08 // В 24 В 45/00. Устройство для обработки поверхностей. Перепичка Е.В. и Скалько Н.С. Заявка № 3984461/31-12 заявл. 04.12.85. опубл. 15.07.89. Бюл. № 26 - прототип.
2. Берков В.В. Торцовая щетка // Машиностроитель. - 1990. - № 2. - С.18.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛОСКОГО ИГЛОШЛИФОВАНИЯ | 2005 |
|
RU2303509C1 |
| КОМБИНИРОВАННЫЙ ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2252133C1 |
| ИГЛОПЛОСКОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2303518C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОШЛИФОВАНИЯ | 2003 |
|
RU2239538C1 |
| КОМБИНИРОВАННЫЙ ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239547C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ИГЛОШЛИФОВАЛЬНЫМ ИНСТРУМЕНТОМ С ПРЕРЫВИСТОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2228128C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2253561C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2004 |
|
RU2252854C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ | 2003 |
|
RU2239537C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239545C1 |
Изобретение относится к области машиностроения и может быть использовано при изготовлении инструмента для механической обработки с целью резания металла, удаления шлака, продуктов коррозии, прокатной окалины, заусенцев на фрезерных, многопозиционных и многооперационных станках. Способ осуществляют инструментом, состоящим из сборного шлифовального круга и торцовой иглофрезы. Инструменту сообщают вращательное движение и движение подачи вдоль обрабатываемой поверхности, а заготовке - возвратно-поступательное движение. Круг и иглофрезу устанавливают на коаксиальных вращающихся независимо друг от друга в разных направлениях полом и центральном валах. Круг состоит из закрепленных на металлических пластинах абразивно-алмазных кольцевых сегментов, торообразной полой внутри упругой оболочки, закрепленной на ступице, и кольца. Такие действия позволяют расширить технологические возможности, повысить производительность и качество обработки с обеспечением восстановления первоначального положения торца шлифовального круга относительно режущего торца иглофрезы и бесприжогового прерывистого шлифования. 3 з.п. ф-лы, 10 ил.
| Устройство для обработки поверхности | 1985 |
|
SU1493248A1 |
| Шлифовальный круг | 1972 |
|
SU478709A1 |
| Прерывистый абразивный круг | 1973 |
|
SU446408A1 |
| Торцовая щетка | 1984 |
|
SU1220624A1 |
| DE 4205265 С1, 26.08.1993. | |||

