cjVifjiL lniit -j, JJl 1
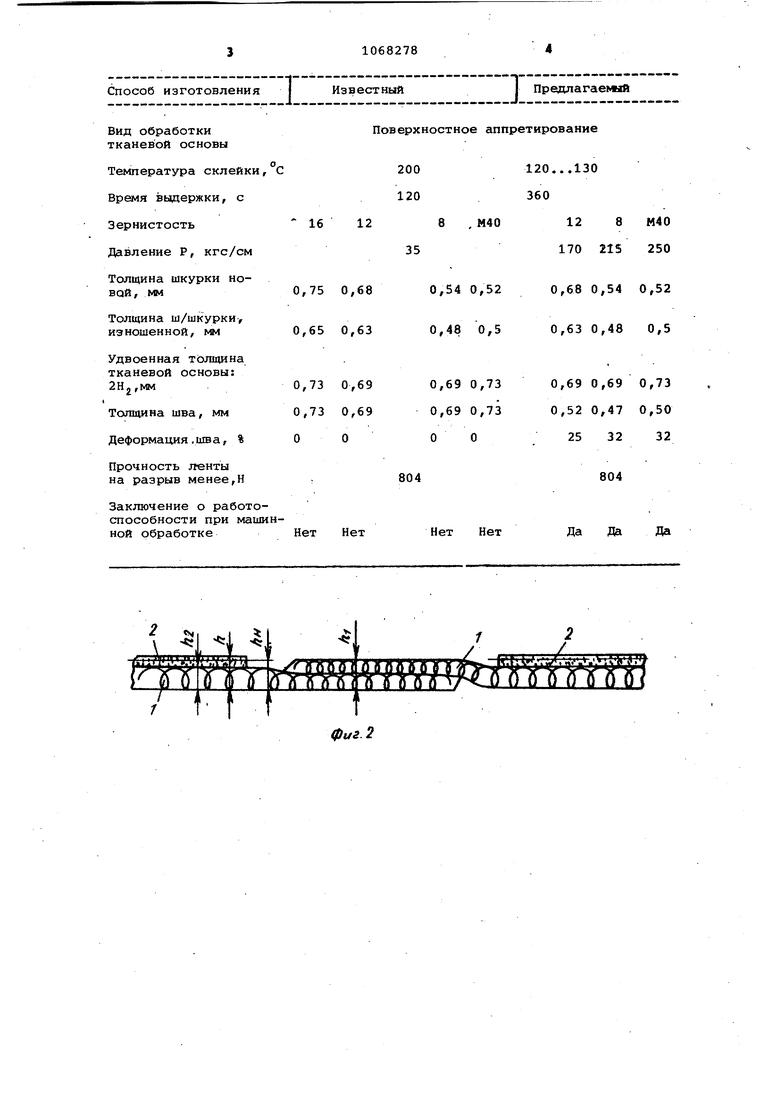
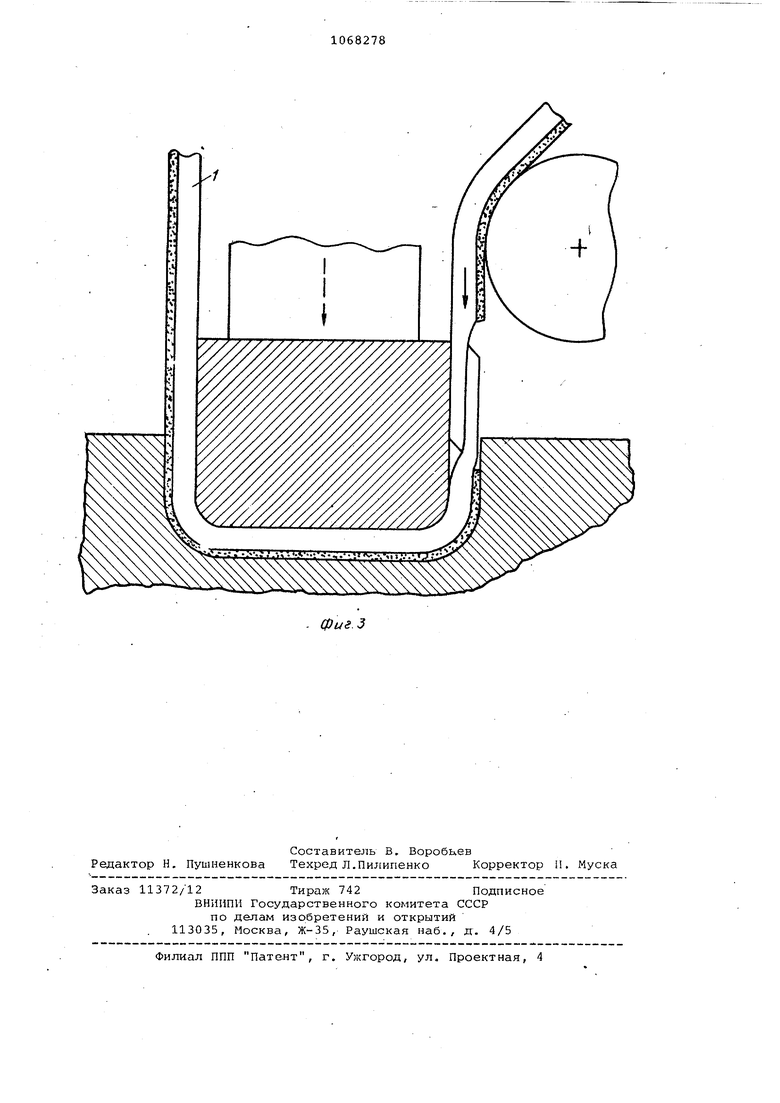
Изобретение относится к области изготовления абразивного инструмента на гибкой основе, л частности бесконечных шлифовальных лент. Известен способ изготовления бесконечной шлифовальной ленты, когда концы ленты перед склеиванием очищают от абразива и аппрета и склеивание проводят при нагреве и приложе нии давления. В соответствии с дейст вующими нормативами толщина полученного шва (h) не должна- превышать толщины абразивной ленты (h) f1 . При используемом давленииi равнсял 35 кгс/см, это условие соблюдается для шлифовальных лент с зернистостью более 12. При меньшей зернистости условие h. h не. соблюдается, поэтому ГОСТом 22776-77 для мелкозернистых лент допускается превьшение толщины шва над толщиной шлифовальной ленты. Однако использование такой ленты при ее движении в зазоре между копиром и Деталью приводит к разрыву ленты при попадании более толстого шва в зону шлифования, что исключает использование мелкозернистых бесконечных линий при машинном ленточном шлифовании методом копирования. Цель изобретения - расширение те нологических возможностей мелкозернистых лент (зернистостью 12гМ40. Цель достигается тем, что согласно способу изготовления бесконечной шлифовальной ленты, предусматривающему .зачистку концов ленты от абразива и аппрета, склеивание концов при нагреве и давлении, величину да ления при склеивании выбирают из ус ловия обеспечения деформирования тканевой основы. При используемых ;тканевых основах и указанных зернис тостях величину давления выбирают в пределах 170-250 кгс/см обратно пропорционально величине зернистост На фиг. 1 изображен разрез шва склеиваемой бесконечной ленты до приложения давления; на фиг. 2 - то же, после приложения давления, вызы вающего деформацию тканевой основы; на фиг. 3 - схема машинного шлифова ния пазов у деталей в серийном производстве лентами 24Л16 и 14АМ40. Пример, Изготавливались бесконечные шлифовальные ленты из шлифовальной шкурки производства Че лябинского абразивного производстве ного объединения, тканевая основа 1 которых была лишь поверхностно аппр тирована (согласно п. 1.2.6.ТУ 2-036-242-74). Зернистость изготавливаемых лент составляла 12,8, М40. Соответствующая зернистости тканевая основа - саржа различной толщины - отражена в таблице. Заготовки, нарезанные из шлифовальной шкурки на нужный размер, отжигом и последующей зачисткой очищались по концам от слоя абразива и аппрета 2 и склеивались в бесконечную ленту полиуретановым клеем УК-1 (ТУ-84-411-12-73) на гидропрессе мощностью 12 т при 130 с выдержкой 8 мин. Выявленное в предварительных исследованиях оптимсшьное давление склеивания, обеспечивающее деформацию щва до тожщны h не более, чем толщина нормально. . изношенной ленты h, но без разрушения тканевой основы 1, выбирали из интервала 170-250 кГс/см обратно пропорционально величине зернистости или пропорционально доле толщины тканевой основы в общей толщине шлифовальной шкурки h2./h. Оптимальные величины давления склеивания с практически достаточной степенью точности могут быть определены из формулы Р 295-1,1, где Р - удельное давление при склеивании кГс/сн; f - верхнее значение размеров зерен основной фракции в пределах Е 40-200 мкм. Контроль размеро шва осуществлялся микрометром, контроль прочности тканевой основы в районе шва - . путег/1 разрыва образцов размером 50x200 мкм. Контроль работоспособности осуществлялся путем машинного шлифования прямоугольных закрытых пазов размером 27x15-5 гфл в деталях 3 из жаропрочного сплава ЭП 698 с охлаждением маслом Веретенное-2. Для получения сравнительных данных изготавливались бесконечные ленты из той же шлифовальной шкурки известным способом. Данв1ые сведены в таблицу. По сравнению с известными предложенный способ позволяет обеспечить работоспособность мелкозернистых бесконечных шлифовальных лент на станках копирной обработки, что позволило обеспечить обработку сложных поверхностей, например закрытых пазов, с высокой точностью и шероховатостью не выше 0,63-0,125 мкм,
фиг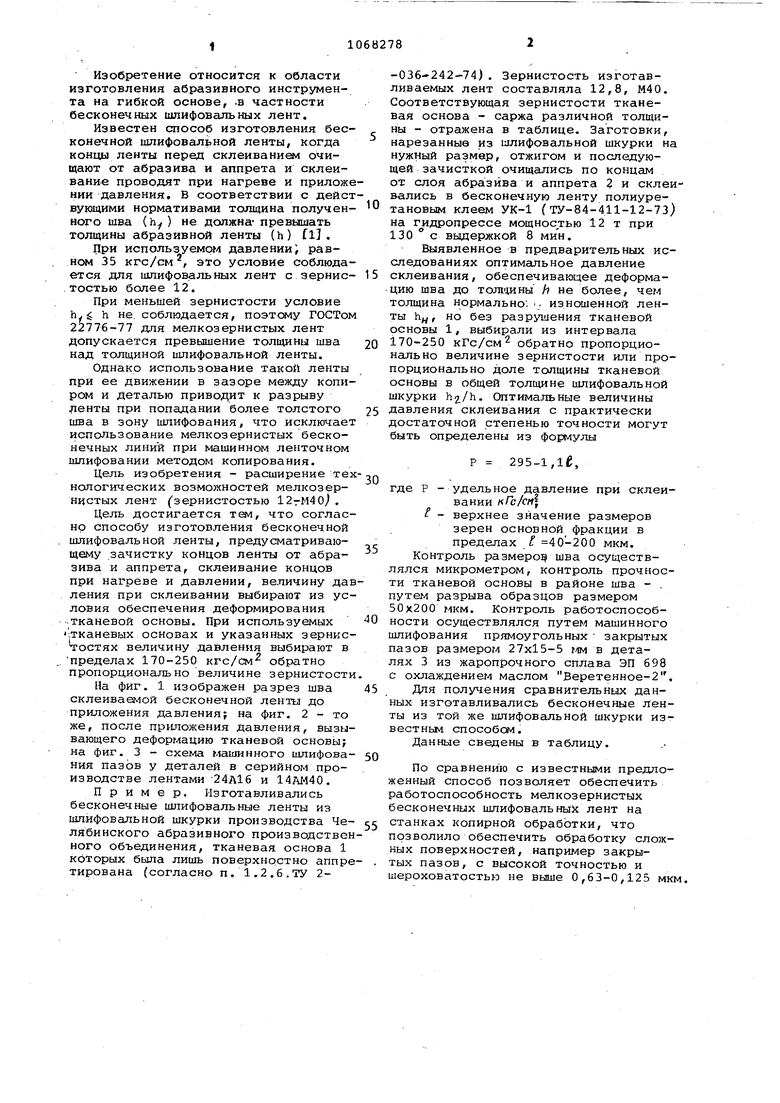
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| Способ соединения концов шлифовальной ленты | 1985 |
|
SU1301676A1 |
| Клеевая композиция для склейки шлифовальных лент | 1987 |
|
SU1495106A1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284892C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| Способ удаления абразива с основы шлифовальной шкурки | 1984 |
|
SU1272155A1 |
| Устройство для изготовления заготовок бесконечных шлифовальных лент | 1981 |
|
SU994242A1 |
| Способ изготовления декоративного пластика | 1981 |
|
SU1006281A1 |
| АБРАЗИВНОЕ ПОЛОТНО | 1996 |
|
RU2102222C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКОНЕЧНОЙ ИШИФОВАЛЬНОП ЛЕНТЫ, при КОТОРОМ склеиваемые концы аппретированной ленты зачищают от абразива и аппрета, а соединение концов осуществляют при нагреве и приложении давления, отлича ющийся тем, что, с целью повышения стойкости лент зернистостью ниже 12 путем обеспечения толщины шва меньше толщины ленты, соединение концов последней ведут при давлении 170-250 кг/см, обратно пропорциональном зернистости шлифовальной ленти.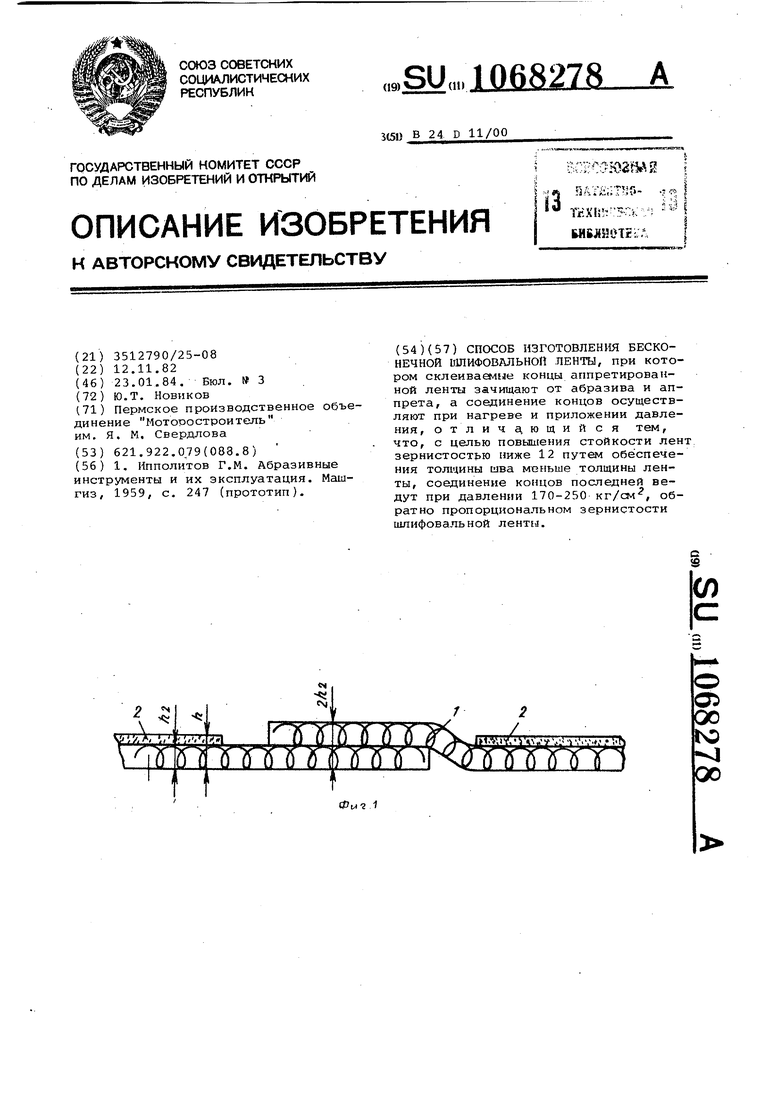
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ипполитов Г.М | |||
| Абразивные инструменты и их эксплуатация | |||
| Машгиз, 1959, с | |||
| Приспособление для картограмм | 1921 |
|
SU247A1 |
