Изобретение относится к черной еталлургии и может использоваться ля термической обработки проволоки.
Известно-устройство для термообработки, например для закалки ленты, содержащее полые металлические плиты, (утюги), выполненные в виде полуцииндров, в полостях которых размеены электронагреватели. Данное устройство позволяет обеспечить ступенчатую изотермическую закалку путем увеличения скоростидвижения ленты 1 L
Однако 1звестное устройство преусматривает термическую обработку стальных изделий с печного нагрева, что исключает возможность его испог. льзования в потоке прокатных (волочильных) станов, поскольку скорости перемещения изделия даже через высокопроизводительные проходные печи (десятки метров в минуту) не сопоставимы со скоростями перемещения изделий при деформации на прокатных (иолочильных) станах (сотни метров в винуту). При таких скоростях движение проката известного устройства повлечет за собой непомерный рост линейных размеров утюгов.
Кроме того, известное устройство исключает возможность контроля температуры изделия, поскольку поверхности изделия заключены между утюгами.
Наиболее близким к предлагаемому является устройство для полного отжига металлической проволоки, выходящей из волочильной машины содержащее камеру с входным и выходным отверстием, один или несколько барабанов, имеющих параллельно оси и расположенные внутри нагреваемой камеры с инертным Газом. Барабаны снабжены нагревательными, устройствами, расположенными внутри или снаружи барабанов и нагревающими по крайней мере цилиндрическую поверхность барабанов. На цилинидрической поверхности барабанов имеется один или несколько периферийных пазов. Нагревательная камера представляет собой замкнутый объем 2 .
Однако на известном устройстве невозможно реализовать режим отжига со ступенчатым охлаждением и изотермическими выдержками, так как барабаны, имеющие температуры изотермических выдержек, не обеспечивают стабильЕ ость температурного режима отжига, они постоянно нагреваются от витков проволоки, имеющих более высокую температуру, чем барабаны.
Цель изобретения - расширение технологических возможностей.
Поставленная цель достигается тем, что устройство для отжига проволоки, содержащее камеру с входным и выходным отверстиями, внутри которой размещены ба1рабаны с нагреватеЛЯ1 1И, каждый барабан снабжен форсунками и расположенной с зазором относительно его внешней поверхности обечайкой, при этом нагреватели укреплены вдоль барабанов и образуют с обечайкой и барабаном сквозные каналы, оппозитно которьтм с торца барабана установлены форсунки.
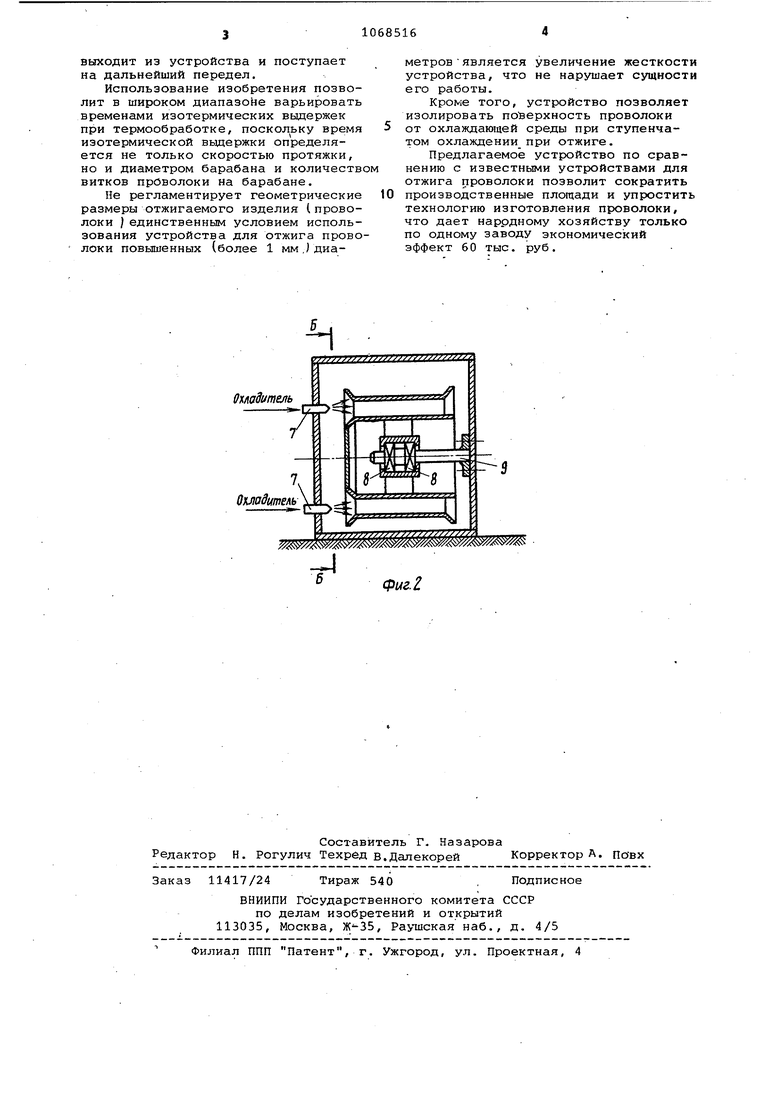
На фиг. 1 показано устройство, продольный разрез; на фиг, 2 - то же, поперечный разрез.
Устройство состоит ид камеры 1, в которой расположены барабаны 2 и 3, на каждом из которых коаксиально смонтированы обечайки 4, в зазоре между обечайками 4 и барабанами 2 и 3 расположены нагреватели 5, между которыми равномерно по окружности образованы вдоль барабанов 2 и 3 сквозные каналы 6. С торцов барабана 2 и 3 установлены форсунки 7 оппозитно сквозных каналов 6. Барабаны 2 и 3 через подшипники 8 насажены на неподвижные оси 9. Камера имеет впускное 10 отверстие и выпускное 11 отверстие.
Устройство работает следующим образом.
Отжигаемая проволока после электронагрева до температуры отжига 900°С через впускное отверстие попа.дает в камеру 1 и наматывается соответственно на обечайку 4 барабан а 2, которая нагрета до температуры первой изотермической вьщержки 600°С. При намотке проволоки наобечайку 4 барабана 2 происходит снижение температуры проволоки и изотермиче екая выдержка. По мере намотки горячей проволоки она нагревает . обечайку 4 барабана 2, что нарушает ;температурный режим отжига. Для стабилизации температурного режима включают форсунки 7, которые подают охлаждающую среду в каналы 6, поверхность обечаек барабана 2 охлаждается. В это время нагреватели временно отключаются, после достижения температуры стабилизации форсунки 7 отключаются, а нагреватели 5 включаютс Проволока с обечайки 4 барабана 2 попадает на обечайку 4 барабана 3, который нагрет до температуры второй изотермической выдержки . Проволока охлаждается до этой температуры. На обечайке 4 барабана 3 . происходит вторая изотермическая выдержка проволоки. Работа нагревателей 5 форсунки 7 барабана 3 такая же, как и у барабана 2. Барабанов может быть и бoль Je в зависимости от продолжительности выдержки или от их количества. С барабана 3 про5 волока .через выпускное отверстие
выходит из устройства и поступает на дальнейший передел.
Использование изобретения позволит в широком диапазоне варьировать временами изотермических выдержек при термообработке, поскольку время изотермической выдержки определяется не только скоростью протяжки, но и диаметром барабана и количеств витков проволоки на барабане.
Не регламентирует геометрические размеры отжигаемого изделия t проволоки ; единственным условием использования устройства для отжига проволоки повышенных (более 1 мм Гдиаметровявляется увеличение жесткости устройства, что не нарушает сущности его работы.
Кроме того, устройство позволяет изолировать поверхность проволоки от охлаждающей среды при ступенчатом охлаждении при отжиге.
Предлагаемое устройство по сравнению с известными устройствами для отжига проволоки позволит сократить производственные площади и упростить технологию изготовления проволоки, что дает наррдному хозяйству только по одному заводу экономический эффект 60 тыс. руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2213151C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНА ИЗ АМОРФНЫХ И МИКРОКРИСТАЛЛИЧЕСКИХ СПЛАВОВ И СТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2329123C2 |
| СПОСОБ ОБРАБОТКИ ГОРЯЧЕКАТАНОГО ПРОКАТА ПОД ВЫСАДКУ БОЛТОВ | 2008 |
|
RU2380432C1 |
| Способ термической обработки стали | 1986 |
|
SU1392124A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ТЕРМООБРАБОТКИ ДЛИННОМЕРНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087555C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ МОНОКРИСТАЛЛИЧЕСКИХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2007 |
|
RU2353701C1 |
| СПОСОБ ПОДГОТОВКИ КАЛИБРОВАННОГО ПРОКАТА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТИЗНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2553321C1 |
| СПОСОБ ОБРАБОТКИ ГОРЯЧЕКАТАНОГО ПРОКАТА | 2012 |
|
RU2486260C1 |
| Стан мокрого волочения проволоки без скольжения | 1979 |
|
SU977080A1 |
| Устройство для изотермического отжига цилиндрических поковок с использованием ковочного тепла | 1986 |
|
SU1498797A1 |
УСТРОЙСТВО ДЛЯ ОТЖИГИ ПРОВОЛОКИ, содержащее камеру с входным и выходным отверстиями, внутри которой размещены барабаны с нагревателя ми,отлич ающееся тем, что, с цельюрасширения технологических возможностей, каждьгй барабан снабжён форсунками и расположенной с зазором относительно его внешней поверхности обечайкой, при этом нагреватели укреплены вдоль барабанов и образуют с обечайкой и барабаном сквозные каналы, оппозитно КОТОЕИМ с торца барабана установлены Фор;сунки. а 00 ел о т1 Фиг.1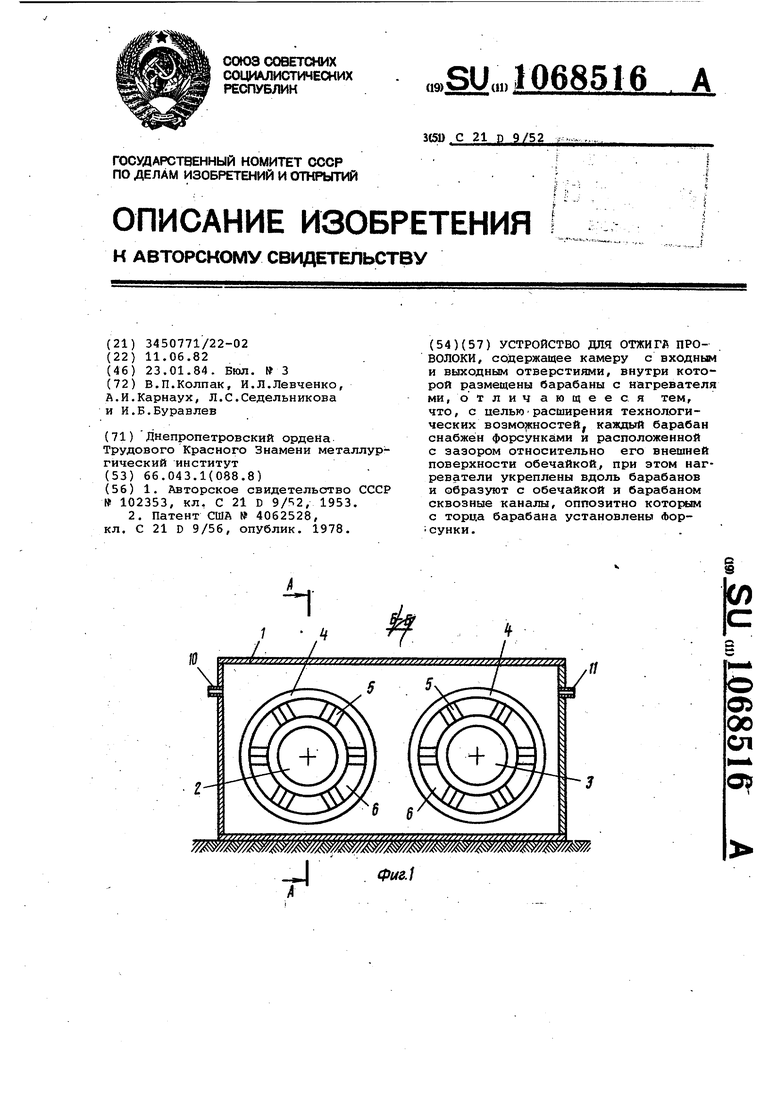
,
-А
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ закалки ленты | 1953 |
|
SU102353A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 4062528, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
