Изобретение относится к области металлургии, а точнее к технологии получения волокна из аморфных и микрокристаллических сплавов.
Известен способ Улитовского-Тейлора, заключающийся в непосредственном вытягивании расплавленного металла, содержащегося первоначально внутри герметичной кварцевой трубки, до очень тонкого волокна с последующей закалкой его, например, потоком воды или водного раствора (Бадинтер Е.Я. «Литой микропровод и его свойства», Кишенев, Штиница, 1973 г.с.318).
Недостатками известного способа являются:
- резкое снижение коэффициента теплоотдачи в интервале температур пленочного кипения на поверхности волокна;
- низкая охлаждающая способность применяемых закалочных сред для получения аморфного состояния вследствие наличия на поверхности металла стеклянного покрытия;
- необходимость формирования и последующего удаления стеклянной оболочки.
Также известен способ светлой закалки с использованием газожидкостной среды на основе сжиженного инертного газа (А.С. СССР №740840).
Недостатком известного из авторского свидетельства способа является низкая скорость охлаждения, недостаточная для получения аморфного состояния металла.
Известен способ скоростной закалки (охлаждения) в «псевдокипящем» объеме на основе воздуха и сыпучей среды, например, тугоплавкого порошка (Баскаков А.П. и др., «Использование кипящего слоя при термообработке» Днепропетровский металлургический институт, тезисы докладов конференции «Новые методы охлаждения изделий при термической обработке». 1971).
Недостатком этого способа закалки является окисление поверхности металла и ограничение температуры конца охлаждения температурой воздушной среды.
Традиционная технология производства, например, кордового волокна предусматривает раздельное использование прокатного, волочильного, термического, травильного и др. оборудования и обуславливает применение значительного количества прокатных и волочильных переходов для получения конечного диаметра волокна.
Поэтому при переходе процессов прокатки и волочения с одного диаметра на другой требуется термическая обработка для снятия внутренних остаточных напряжений, предотвращения флокенообразования и снятия наклепа, очистные и др. операции для удаления окалины и подготовки поверхности к последующему прокатному переделу и волочению, что в конечном счете значительно влияет на производительность, энергозатраты, металлоемкость и капитальные вложения процесса изготовления волокна.
При волочении в поверхностном слое металла возникают значительные остаточные микронапряжения, которые затрудняют выполнение последующих операций, связанных с транспортировкой и сматыванием волокна.
Известна мартенситная сверхпластичность, проявляющаяся вблизи точки начала мартенситного превращения (Мн) при закалочном охлаждении стали (Гуляев A.M., «Сверхпластичность стали», М., «Металлургия», 1982, с.52).
Практическое использование мартенситной сверхпластичности, например, при волочении волокна затруднена вследствие необходимости резкого прекращения охлаждения металла при температуре на 30...50°С выше температуры начала мартенситного превращения (Мн) в стали перед волочением.
Известен способ скоростного равномерного нагрева в объеме продуктов сгорания и сыпучей твердой среды (Сыромолотов Н.И., Рубцов Г.К., Типовые процессы в печах с кипящим слоем, М., «Металлургия», 1968, с.73-74).
Недостатком известного способа нагрева является окисление поверхности металла.
Известен способ закалки стальных изделий, при котором металл охлаждают с высокой скоростью в интервале температур мартенситного превращения, в результате чего наблюдается резкое упрочнение металла и устраняется возможность образования закалочных трещин (Кобаско Н.И. «Закалка стальных изделий при большой скорости охлаждения», Институт технической теплофизики АН Украины, К., «Реклама», 1979).
Однако данный способ недостаточно эффективен при охлаждении сталей с интервалом температур мартенситного превращения, включая отрицательные, например в объеме жидкого азота.
Известен способ упрочнения сталей и сплавов аустенитного класса путем наложения при криогенных температурах сильных импульсных электромагнитных полей, способствующих дестабилизации аустенита и созданию предпосылок для зарождения мартенситной фазы, что, наряду с быстрым охлаждении в этом интервале температур, открывает широкие возможности по применению низкотемпературного термомеханического и термомагнитного упрочнения указанного класса сталей и сплавов (М.А.Кривоглаз и др., «Закалка стали в магнитном поле», М., «Наука», 1977.; И.Я.Георгиева, Высокопрочные стали с пластичностью, наведенной мартенситным превращением, «Металловедение и термическая обработка металлов», т.16, ВИНИТИ АН СССР, М., 1982 г.).
Данный способ упрочнения аустенитных сталей неэффективен из-за низкой охлаждающей способности известных закалочных сред, например жидкого азота.
Известен способ повышения эксплуатационных характеристик металлических изделий путем создания в поверхностном слое сжимающих остаточных напряжений (Поздняк А.В. Технологические остаточные напряжения, М., Маш., 1973).
Использование воды или водных растворов для резкого охлаждения изделия при финишных операциях процесса изготовления затруднено вследствие возможности коробления, образования дефектов поверхностного слоя (микротрещин), а также ограничения интервала температур охлаждения металла температурой воды.
Наиболее близкими по технической сущности к предлагаемому способу является способ и устройство получения волокна из аморфных и др. сплавов, включающий выдавливание жидкого металла через канал-отверстие матрицы с последующей закалкой металла в потоке охлаждающей жидкости, например воды или водных растворов.
Известное устройство включает компрессионную плавильную печь, в основании которой размещена матрица с каналом-отверстием, через которое выдавливается жидкий металл в водяной поток, движущийся со скоростью, равной скорости истечения металла из канала-отверстия (Митин Б.С, Васильев В.А. «Порошковая металлургия аморфных и микрокристаллических материалов», М., Металлургия, 1992 г., с.50-54).
Недостатком известного способа является образование микротрещин в поверхностном слое волокна при охлаждении в воде или водных растворах вследствие наличия температурных градиентов на границе смены пленочного кипения конвективным теплообменом в потоке жидкости.
А недостатками известного устройства являются:
- снижение производительности из-за необходимости разогрева металла до жидкого состояния непосредственно в установке;
- нестабильность струи жидкого металла вследствие охлаждения поверхности последнего при истечении через канал-отверстие;
- ограничение диаметра канала-отверстия и рабочего объема плавильной печи силами поверхностного натяжения жидкого металла внутри капиллярного канала-отверстия;
- окисление поверхности волокна при взаимодействии с водой.
Задача, на решение которой направлено создание предлагаемого изобретения, заключается в увеличении производительности процесса, повышении уровня получаемых физико-химических и механических характеристик, сокращении капитальных затрат, снижении себестоимости производства волокна, повышении качества продукции.
Задача решается способом изготовления волокна из аморфных и микрокристаллических сплавов и сталей, характеризующемся тем, что жидкий металл подают из печи-ковша через промежуточную вакуумированную камеру в дозатор-подогреватель, дегазируют жидкий металл продувкой инертным газом и выдавливают его через по меньшей мере один обогреваемый канал-отверстие, имеющий приграничный слой инертного газа между внутренней его стенкой и струей жидкого металла, охлаждают струю металла с получением волокна до температуры 1000°С в закрученном по спирали вокруг волокна газожидкостном потоке на основе инертного газа, после чего волокно охлаждают до заданной температуры в закрученном по спирали вокруг волокна газожидкостном потоке на основе инертного газа и твердой сыпучей среды, выдерживают при этой температуре в закрученном по спирали вокруг волокна потоке на основе нагретого в плазменной горелке инертного газа и твердой сыпучей среды, калибруют в обогреваемой волоке, проводят скоростное охлаждение в закрученном по спирали вокруг волокна газожидкостном потоке на основе инертного газа и твердой сыпучей среды, отпускают в закрученном по спирали вокруг волокна потоке на основе нагретых в плазменной горелке инертного газа и твердой сыпучей среды и охлаждают в закрученном по спирали вокруг волокна газожидкостном потоке на основе инертного газа
Кроме того, в приграничный газовый слой инертного газа между внутренней стенкой канала-отверстия и струей жидкого металла добавляют кислород с заданным контролируемым расходом, а при продувке жидкого металла в дозаторе-подогревателе инертным газом в последний добавляют заданный контролируемый расход кислорода.
Расход жидкого металла через канал-отверстие регулируют изменением избыточного давления инертного газа над поверхностью жидкого металла в дозаторе-нагревателе.
Перед заливкой жидкого металла в дозатор-подогреватель пространство между последним и печью-ковшом вакуумируют и заполняют инертным газом.
Металлическое волокно перед калибровкой охлаждают в закрученном по спирали вокруг волокна потоке на основе инертного газа и тугоплавкого порошка до температуры, на 30...50°С превышающей температуру начала мартенситного превращения волокна.
А волоку нагревают до температуры на 30...50°С выше температуры начала мартенситного превращения в волокне, а в процессе отпуска используют металлический порошок с заданными физико-химическими свойствами, скоростное охлаждения волокна до температуры, включая отрицательную, ведут с наложением магнитного поля.
Отработанный инертный газ собирают, очищают, сжижают, разделяют и вновь используют для охлаждения или нагрева металла.
При охлаждении до температуры выше 1000°С в качестве инертного газа используют аргон или гелий, а при температуре ниже 1000°С, как при охлаждении, так и при нагреве, используют азот.
К поверхности волокна на входе и выходе из закрученного по спирали вокруг волокна газожидкостного потока на основе инертного газа и твердой сыпучей среды к поверхности волокна подают поток инертного газа, препятствующий прохождению частиц твердой сыпучей среды.
Возможна реализация способа, при которой дополнительно после охлаждения жидких струй металла закрученным по нисходящей спирали вокруг волокна газожидкостным потоком на основе инертного газа прокатывают отвержденные волокна в охлаждаемых газожидкостным потоком инертного газа валках.
Дополнительно формируют волокна в охлаждаемых валках машины непрерывной разливки металла, а поверхности прокатных валков в зоне примыкания к очагу деформации и поверхности волокон в зоне прохождения прокатной клети охлаждают газожидкостным потоком на основе инертного газа.
Устройство для изготовления волокна из аморфных или микрокристаллических сталей и сплавов содержит последовательно расположенные плавильную печь-ковш и пристыкованную через вакуумное уплотнение к основанию печи-ковша промежуточную камеру, снабженные системой вакуумирования и напуска инертного газа, дозатор- подогреватель, имеющий вакуумно-газоплотный затвор для заливки жидкого металла, патрубки вакуумирования рабочего объема и подачи выдавливающего инертного газа, патрубки с вентилями для подачи контролируемой дегазирующей газовой среды и обогреваемые выпускные каналы-отверстия с боковыми отверстиями для подачи контролируемой газовой среды, камеру охлаждения жидких струй металла газожидкостным потоком на основе инертного газа, машину непрерывной разливки металла в инертной газовой среде, блок прокатных валков с форсунками для охлаждения и защиты от окисления валков и прокатываемого волокна, герметичную камеру охлаждения до заданной температуры с размещенными в ней форсунками, герметичную камеру выдержки при заданной температуре с плазменными горелками, обогреваемые калибровочные волоки, герметичную камеру скоростного охлаждения с магнитными катушками, герметичную камеру нагрева с системой подачи в плазменный факел напыляемого порошка и герметичную камеру охлаждения потоком на основе инертного газа, при этом герметичные камеры выполнены с возможностью создания в них газожидкостного потока на основе инертного газа и твердой сыпучей среды и на входе и выходе волокна установлены вакуумные затворы.
Печь-ковш имеет вакуумно-газоплотный затвор для заливки жидкого металла или загрузки слитка и патрубки с затвором и вентилем для вакуумирования и подачи инертного газа.
В корпусы каналов-отверстий дозатора-подогревателя встроены нагреватели.
Блок прокатных валков имеет втулки с каналами направления волокна, выполненными плавно расширяющимися на входе и выходе.
Канал-отверстие для прохода волокна через герметичные камеры выполнен с боковыми отверстиями для подачи газового потока, препятствующего прохождению твердых частиц между волокном и стенками канала.
Каждая из герметичных камер выполнена в виде цилиндрического корпуса, в основаниях которого по центру расположены отверстия для ввода жидкой струи металла или волокна и вывода волокна, а в боковой стенке корпуса у оснований расположены отверстия для ввода тангенциальной форсунки или плазменной горелки и вывода отработанного газового потока.
Устройство снабжено системой сбора, очистки, сжижения и разделения отработанного инертного газа.
Валки машины непрерывной разливки металла заключены в герметичный корпус и на выходе каждого волокна установлен вакуумный затвор, а на входе корпус герметично связан с корпусом камеры охлаждения.
Плазменная горелка камеры отпуска имеет ввод порошка для напыления.
Форсунки прокатных валков выполнены щелевыми и плоскими и установлены с обеих сторон плоскости прохождения через прокатную клеть пучка волокон так, что факелы их распыления пересекаются между собой
На технический результат влияют следующие отличительные признаки заявленного способа:
- выдавливание из дозатора-подогревателя жидких струй металла не менее чем из одного обогреваемого канала-отверстия с целью повышения производительности процесса;
- создание промежуточного приграничного газового слоя между внутренней стенкой канала-отверстия и струей жидкого металла с целью снижения вязкости истечения струи жидкого металла;
- охлаждение жидкой струи металла закрученным по нисходящей спирали вокруг струи газожидкостным потоком на основе инертного газа с целью обеспечения устойчивости промежуточного слоя «жидкость - твердый металл» в процессе скоростного затвердевания жидкой струи металла;
- охлаждение поверхности валков и самого волокна газожидкостным потоком инертного газа с целью обеспечения безокислительных условий прокатки волокна;
- скоростное охлаждение закрученным по спирали вокруг волокна газожидкостным потоком на основе инертного газа с целью предотвращения структурных превращений в металле волокна и обеспечения безокислительных условий;
- выдержка при заданной температуре металла волокна перед его волочением в закрученном по спирали вокруг волокна потоке на основе инертного газа, нагретого в плазменном факеле, и твердой сыпучей среды с целью выравнивания температуры в объеме металла волокна;
- формирование поверхностного слоя волокна с заданными физико-химическими свойствами путем подачи в плазменный факел металлического порошка при формировании «псевдокипящей» греющей среды в процессе отпуска;
- с целью обеспечения заданного температурного режима волочение ведут в волоке, нагретой до температуры на 30...50°С выше температуры начала мартенситного превращения в металле волокна;
- с целью получения высокого уровня прочностных свойств, например, в нержавеющей стали аустенитного класса, скоростное охлаждение волокна в потоке на основе инертного газа и сыпучей твердой среды ведут до температуры, например, - 150°С;
- с целью обеспечения заданного температурного режима и безокислительных условий нагрев под отпуск ведут в закрученном по спирали вокруг волокна потоке на основе нагретого в плазменной горелке инертного газа и твердой сыпучей среды;
- с целью увеличения уровня эксплуатационных характеристик за счет наведения в поверхностном слое волокна сжимающих остаточных напряжений после отпуска ведут скоростное безокислительное охлаждение металла в закрученном вокруг волокна газожидкостном потоке на основе инертного газа;
- с целью обеспечения максимальной скорости охлаждения металла волокон и безокислительных условий поверхности прокатных валков в зоне примыкания к очагу деформации и поверхности волокон в зоне прохождения прокатной клети охлаждают газожидкостным потоком на основе инертного газа.
Для исключения окисления струи жидкого металла при периодическом заполнении дозатора-подогревателя из печи-ковша пространство между ними вакуумируют и заполняют инертным газом.
С целью стабилизации струи жидкого металла, а также регулирования расхода последнего при прохождении через канал-отверстие дозатора-подогревателя расход жидкого металла регулируют путем изменения избыточного давления инертного газа над поверхностью жидкого металла в дозаторе-подогревателе.
Кроме того, для стабилизации струи жидкого металла при прохождении через канал-отверстие в окружающую инертную газовую среду добавляют кислород с контролируемым расходом. В результате на поверхности жидкой струи металла образуется окисная пленка, способствующая стабилизации струи жидкого металла.
С целью реализации процесса волочения в режиме «сверхпластичного» состояния металла перед волочением волокно охлаждают в закрученном по спирали вокруг волокна и нагретом на 30...50°С выше температуры начала мартенситного превращения в потоке на основе инертного газа и тугоплавкого порошка.
С целью снижения расхода инертного газа отработанный газ собирают, очищают, сжижают, разделяют и снова используют для охлаждения и нагрева металла.
С целью повышения уровня эксплуатационных характеристик волокна из нержавеющей стали аустенитного класса скоростное охлаждение до температуры, включая отрицательные, ведут с наложением магнитного поля.
С целью повышения уровня эксплуатационных характеристик и устранения возможности образования закалочных трещин в сталях мартенситного класса скоростное охлаждение волокна ведут в интервале температур мартенситного превращения.
С целью увеличения коррозионной стойкости, снижения капитальных затрат в процессе отпуска в плазменный факел вводят металлический порошок с заданными физико-химическими свойствами.
С целью повышения эксплуатационных характеристик обрабатываемого волокна за счет наведения в поверхностном слое сжимающих напряжений на заключительном этапе ведут скоростное охлаждение металла в газожидкостном потоке на основе инертного газа.
С целью снижения содержания в обрабатываемом металле углерода и азота в дозаторе-подогревателе проводят дополнительное вакуумирование жидкого объема металла с одновременной продувкой жидкого металла инертным газом с контролируемым расходом кислорода.
На технический результат влияют также следующие отличительные признаки заявляемого устройства:
- с целью реализации способа устройство включает расположенные последовательно промежуточную камеру для пристыковки плавильной печи-ковша, дозатор-подогреватель, газожидкостные охладители, машину непрерывной разливки, прокатные валки, охладители, подогреватели, обогреваемые калибровочные волоки, охладители с магнитными катушками, нагреватели-напылители, газожидкостные охладители;
- с целью обеспечения безокислительных условий промежуточная камера через вакуумное уплотнение соединена с основанием печи-ковша и снабжена системами вакуумирования и напуска инертного газа;
- с целью формирования жидких струй металла дозатор-подогреватель имеет на заливочной горловине вакуумно-газоплотный затвор, патрубок с вентилями для вакуумирования и напуска прессующего газа, обогреваемые каналы-отверстия;
- с целью обеспечения безокислительных условий и экономии расхода инертного газа валки машины непрерывной разливки заключены в герметичный корпус, а на выходе каждого волокна установлен вакуумный затвор, на входе корпус герметично связан с корпусами газожидкостных охладителей;
- с целью обеспечения безокислительных условий и экономии расхода инертного газа охладители, подогреватели, обогреваемые калибровочные волоки, охладители с магнитными катушками, нагреватели-напылители, газожидкостные охладители размещены в герметичной камере, имеющей на входе и выходе волокон вакуумные затворы;
- с целью обеспечения безокислительных условий охлаждения волокон используют щелевые плоские форсунки, которые устанавливают с обеих сторон плоскости прохождения через прокатную клеть пучка волокон, причем форсунки размещают так, чтобы факелы их распыления пересекались;
- с целью формирования закрученного по спирали вокруг волокна газожидкостного или смеси газожидкостного потока и твердых частиц в цилиндрическом корпусе в боковой стенке у оснований расположены отверстия для ввода тангенциальной форсунки или плазменной горелки и выводы отработанного инертного газа, а в основании корпуса по центру расположены отверстия для ввода жидкой струи металла или твердого волокна;
- с целью формирования поверхностного слоя волокна с заданными физико-химическими свойствами в плазменной горелке отпускного нагревателя имеется ввод напыляемого порошка.
С целью исключения прохода твердой составляющей среды каналы-отверстия для прохода волокна через среду на основе сыпучих твердых частиц имеют боковые отверстия для подачи газового потока.
С целью исключения окисления жидкого металла в процессе заполнения, транспортировки или расплавления слитка печь-ковш снабжена газоплотным затвором для заливки жидкого металла или загрузки слитка, а также затворами, вентилями, разъемами для вакуумирования и заполнения инертным газом.
С целью стабилизации и регулирования расхода жидкого металла в матрицу дозатора-нагревателя вокруг канала-отверстия встроен нагреватель.
С целью исключения прохода твердой составляющей среды через вводы и выводы волокна последние снабжены газовыми уплотнениями.
С целью снижения расхода инертного газа устройство снабжено системой сбора, очистки, сжижения и разделения отработанного инертного газа.
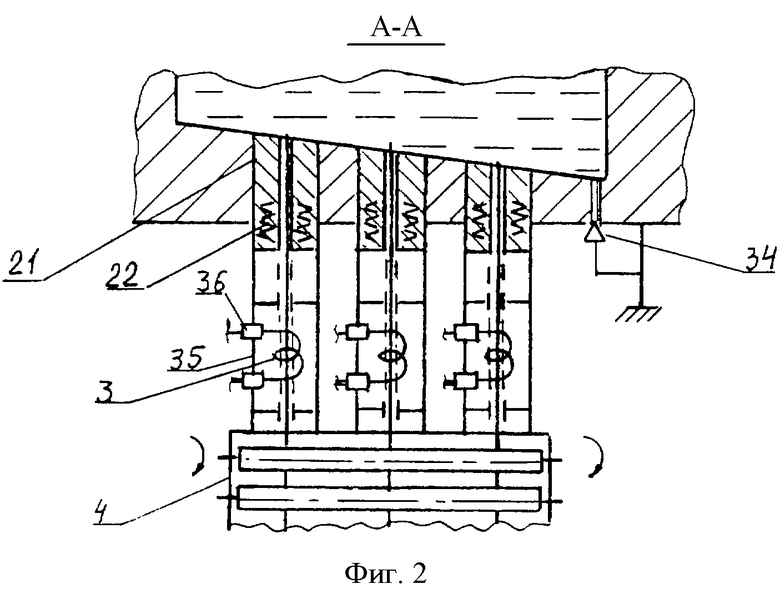
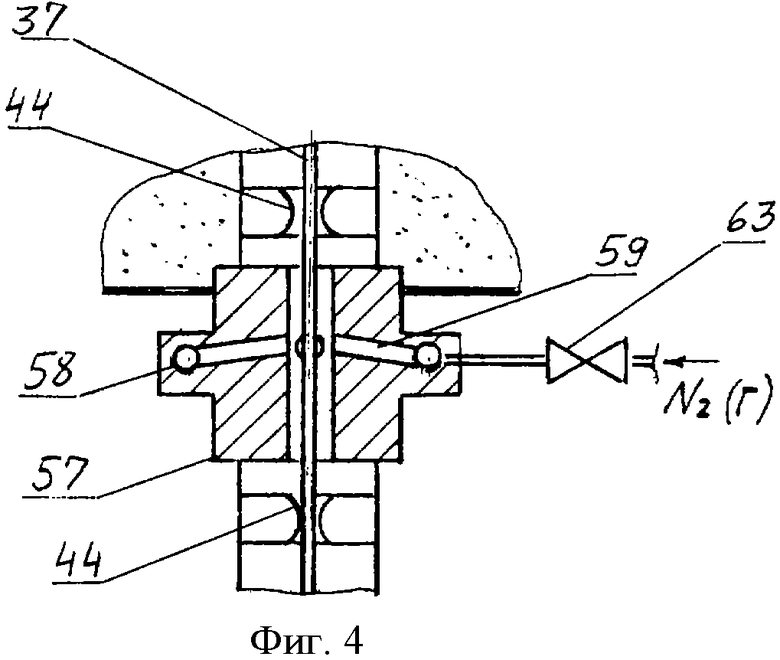
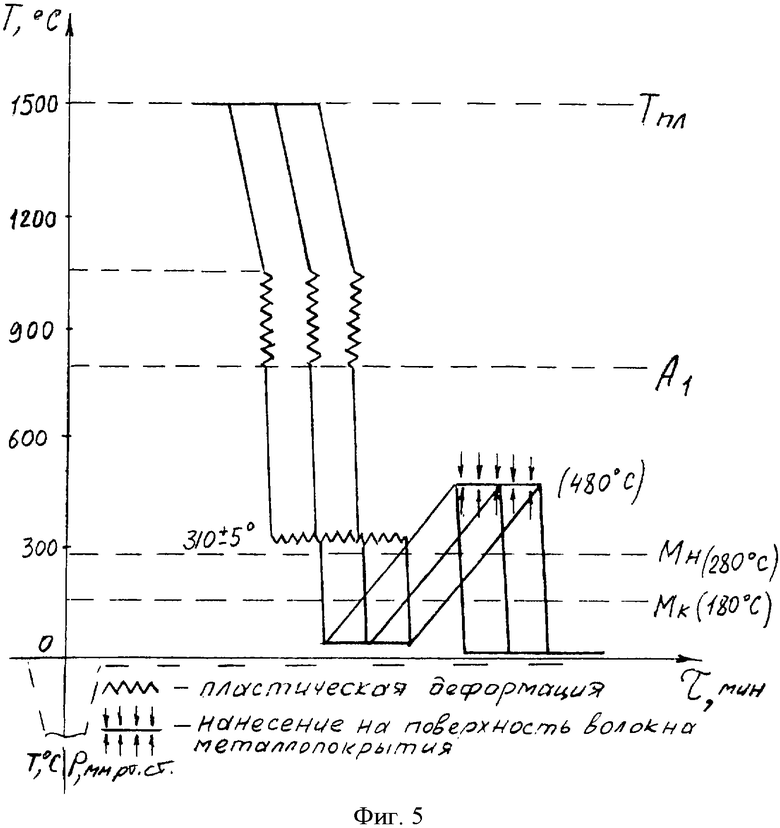
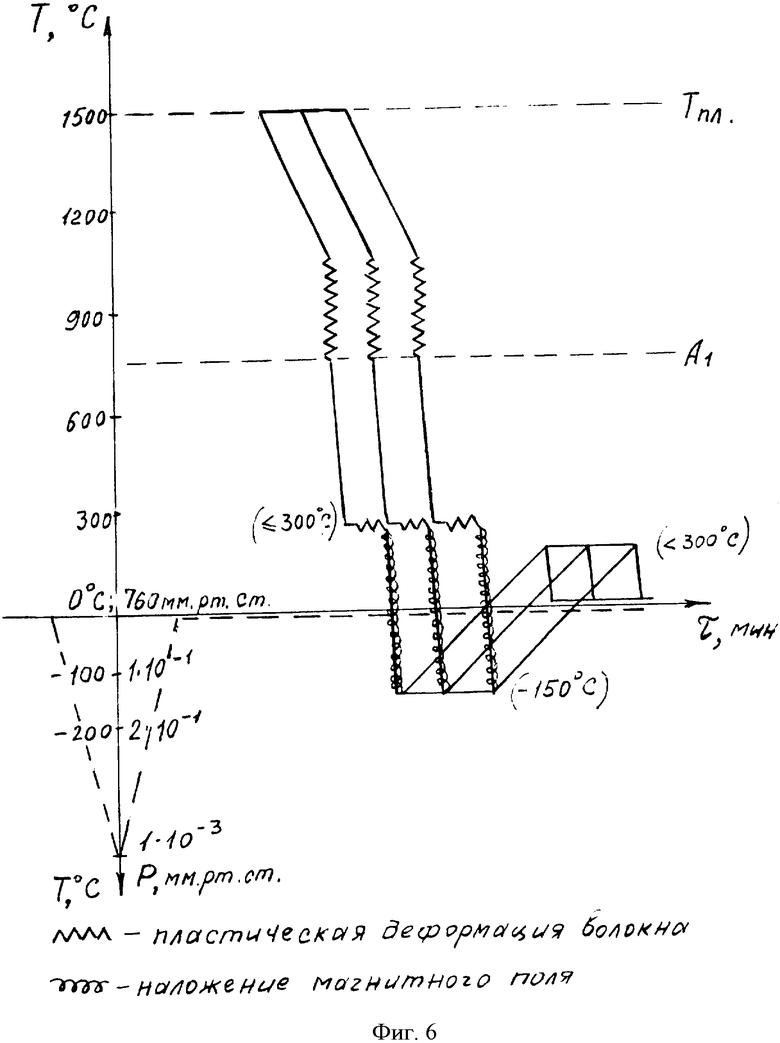
Изобретение иллюстрируется чертежами, где на фиг.1 представлен общий вид устройства; на фиг.2 - газожидкостные охладители жидких струй металла, А-А на фиг.1; на фиг.3 - схема охлаждения металла в прокатных валках, вид.Б на фиг.1; на фиг.4 - газовый уплотнитель и направляющая втулка; на фиг.5 - график технологического процесса производства кордового волокна из сплава Fe75Si10В15 или стали 65 Г; на фиг.6 - график технологического процесса производства волокна из стали 00Х18Н10Т.
Устройство (фиг.1) включает плавильную печь-ковш 1, дозатор-подогреватель 2, газовые охладители 3 (фиг.2), машину непрерывной разливки металла 4, прокатные валки 5, камеру 6 с «псевдокипящими» охладителями 7, «псевдокипящими» подогревателями 8, калибровочными волоками 9, вторыми «псевдокипящими» охладителями 10 и магнитными катушками 11, «псевдокипящими» нагревателями 12, газовыми охладителями 13. Устройство включает натяжно-сматывающие бабины 14.
Печь-ковш 1 содержит выпускной обогреваемый канал-отверстие 15 со стопором 16, откачной патрубок с вакуумным вентилем 17 и разъемным соединением, патрубок с вентилем 18 и разъемным соединением для напуска инертного газа, вакуумный затвор 19 для загрузки слитка или заливки жидкого металла, нагреватель 20.
Дозатор-подогреватель 2 включает нагреватель 62, корпус 21 с обогреваемыми каналами-отверстиями 22, герметичный газоплотный затвор 23 для подачи в дозатор-подогреватель 2 жидкой струи металла, промежуточную камеру 24 с патрубками и вентилями 25, 26 для вакуумирования и заполнения промежуточной камеры 24 инертным газом, а также опорно-посадочное кольцо 27 с уплотнением, патрубки с вентилями 28, 29 для вакуумирования и создания над поверхностью жидкого металла в дозаторе-подогревателе 2 избыточного давления инертного газа, патрубки-вводы с вентилями 30,31 для продувки (дегазации) объема жидкого металла в дозаторе-подогревателе, трубки-вводы с вентилями 32, 33 для ввода стабилизирующей газовой среды между струей жидкого металла и внутренней поверхностью канала-отверстия 22.
Дно ванны (фиг.2) с жидким металлом дозатора-подогревателя 2 имеет наклон и отверстие в его нижней части со стопором 34 для слива остатков жидкого металла.
Газовый охладитель 3 (фиг.1) состоит из цилиндрической камеры 35 с тангенциальной форсункой 36 для формирования закрученного по нисходящей спирали вокруг волокна 37 газожидкостного потока на основе аргона. Газовый охладитель 3 содержит также запорно-регулирующий вентиль 38, патрубок с герметичным затвором 39 для отвода газообразного аргона, патрубок с затвором 40 и патрубок с вентилем 41 для вакуумирования и заполнения камеры 3 инертным газом.
Валки машины 4 непрерывной разливки металла заключены в герметичный кожух 42, имеющий на выходе вакуумный затвор 43 и патрубок с вентилем 64 для продувки инертным газом.
Блок прокатных валков 5 (фиг.1,3) включает направляющие 44, форсунки 45, 64, 65 с вентилями для формирования и подачи газожидкостной среды на основе азота.
Камера 6 включает вакуумные технологические затворы 43, 46 на входе и выходе, вакуумный технологический затвор 47 для замены калибровочных волок 9, патрубки с затворами 48 и вентилями 49 для вакуумирования и напуска инертного газа, каналы-вводы с тангенциальными форсунками 50 и вентилями 51 для формирования закрученного по спирали вокруг волокна 37 газожидкостного потока на основе азота и тугоплавкого порошка, например Al2 О3, каналы-вводы с тангенциальными плазменными горелками 52, 61 и вентилями 53 для подачи и формирования закрученного по спирали вокруг волокна 37 газового потока на основе азота и тугоплавкого порошка, канал-ввод с тангенциальными форсунками 54 и вентилями 55 для подачи и формирования закрученного по спирали вокруг волокон 37 газожидкостного потока на основе азота, патрубки с затворами 56 для удаления газовой среды. Плазменные горелки 61 имеют ввод напыляемого порошка, например Cu+Zn.
Направляющие волокна 37 втулки 44 (фиг.4) на входе и выходе плавно расширены.
Охладители 7, 10 и нагреватели 8, 12 в камере 6 разделены перегородками. Камера 6 на входе, а также охладители 7, 10, нагреватели 8, 12 на входе и выходе волокна 37 имеют направляющие втулки 57 с газовым уплотнением волокна. Газовое уплотнение (фиг.4) включает подвод инертного газа через вентиль 63 и коллектор 58 с радиальными каналами 59 к поверхности волокна 37.
Движение волокна осуществляется с помощью прокатных валков 5 и приводных роликов 60.
Устройство работает следующим образом.
Плавильную печь-ковш 1 с жидким металлом устанавливают на опорно-посадочное кольцо 27 с уплотнением дозатора-подогревателя 2. Открывают затворы 25, 23, 40, 48.
Через откачные патрубки вакуумируют (фиг.1, 5, 6) полость между основанием печи-ковша 1 и дозатором-подогревателем 2. Одновременно вакуумируют рабочие объемы газового охладителя 3, машины непрерывной разливки 4 и камеры 6. Далее затворы 25, 40, 48 закрывают, открывают вентили 26, 41, 49 и заполняют дозатор подогреватель 2, газовый охладитель 3, машину непрерывной разливки 4, камеру 6 инертным газом.
Открывают с помощью стопора 16 выпускной канал-отверстие 15 печи-ковша 1 и дозатор-подогреватель 2 заполняют жидким металлом. Закрывают затвор 23 дозатора-подогревателя 2 и включают нагреватель 62.
Открывают вентили 63 (фиг.4) и в газовые уплотнения направляющих втулок 57 через коллектор 58 и радиальные каналы 59 подают инертный газ.
Открывают затворы 56, 43, 46, вентили 51, 53, подают инертный газ для формирования «псевдокипящего» объема и вводят до среза каналов-отверстий 22 корпуса 21 волокна-затравки, а другой конец волокон-затравок закрепляют на бабинах 14.
По достижении заданной температуры жидким металлом в дозаторе-подогревателе 2 включают нагреватель каналов-отверстий 22 в корпусе 21 и корпусах волок 9, открывают вентили 38, 55, затвор 39 и в форсунки 36 подают газожидкостный аргон, в форсунки 50, 54, 64, 65, 45 подают газожидкостный азот, в форсунки-горелки 52, 61 подают азот, электроэнергию и зажигают плазму, в форсунки-горелки 61 подают напыляемый порошок, в магнитные катушки 11 подают электроэнергию, закрывают затвор 28, открывают вентиль 29 и над поверхностью жидкого металла в дозаторе-подогревателе 2 создают избыточное давление прессующего газа.
Одновременно включают приводы роликов 60, валков 5, бабин 14 и волокна-затравки синхронно скорости истечения из каналов-отверстий 22 вытягивают жидкие струи металла.
В газовых охладителях 3 струи жидкого металла охлаждают до температуры 1000°С закрученными по нисходящей спирали вокруг струй-волокон газожидкостными потоками на основе аргона.
Волокна охлаждают в валках 5 с одновременной прокаткой до заданного размера, например до диаметра 2,2; 0,25 мм.
В камере 6 в охладителе 7 волокно охлаждают закрученным по спирали вокруг волокна потоком на основе газожидкостного азота и тугоплавкого порошка до температуры на 30...50°С выше начала мартенситного превращения, например 310±5°С, или до температуры стабильного сохранения аморфного состояния металла, например ≤300°С, или температуры, исключающей образование критических закалочных напряжений, например ˜300°С.
В подогревателе 8 поддерживают заданный температурный режим волокна перед волочением, исключающий начало мартенситного превращения или образования микрокристаллической структуры в аморфных сплавах.
Для кордового волокна в плазменную горелку 61 вводят напыляемый порошок, например Cu+Zn.
В волоках 9 волокна калибруют до заданного размера, например
- 2,0 для 00Х18Н10Т; - 0,2 мм для 65 Г, Fe75Si10В15.
Во втором охладителе 10 волокно охлаждают в газожидкостном потоке на основе азота и тугоплавкого порошка с наложением магнитного поля катушкой 11 до температуры, например, -150°С.
В нагревателе 12 волокно отпускают с одновременным нанесением на поверхность волокна Cu+Zn покрытия, и далее в охладителе 13 волокно охлаждают до температуры окружающей среды, а затем наматывают на барабан бабины 14.
После истечения жидкого металла из дозатора-нагревателя 2 сбрасывают избыточное давление прессующего газа - аргона, перекрывают запорно-регулирующий вентиль 29, открывают стопор 34 (фиг.1) и сливают остатки жидкого металла, отключают обогрев каналов-отверстий 22 и волок 9, отключают подачу газожидкостной среды в форсунки 36, 50, 54, 64, 65, 45, отключают подачу электроэнергии и газовой среды в плазменные форсунки-горелки 52, 61, отключают катушки 11, прекращают подачу инертного газа во втулки 57, отключают приводы валков 5, роликов 60, бабин 14 и валков машины непрерывной разливки 4.
Затем процесс повторяется. Параллельно отработанный инертный газ собирают, сжижают, при необходимости очищают и разделяют для повторного использования.
В таблице 1 приведены примеры осуществления способа получения кордового волокна из сплава Fe75Si10В15, стали 65 Г или калиброванного волокна из стали 00Х18Н10Т.
Далее затворы 25, 40, 48 закрывают, открывают вентили 26, 41, 49 и заполняют дозатор подогреватель 2, газовые охладители 3, машину непрерывной разливки 4, камеру 6 инертным газом.
Открывают с помощью стопора 16 выпускной канал-отверстие 15 печи-ковша 1 и дозатор-подогреватель 2 заполняют жидким металлом. Закрывают затвор 23 дозатора-подогревателя 2 и включают нагреватель 62.
Открывают вентили 63 (фиг.4) и в газовые уплотнения направляющих втулок 57 через коллектор 58 и радиальные каналы 59 подают инертный газ.
Одновременно включают приводы роликов 60, валков 5, бабин 14 и волокна-затравки синхронно скорости истечения из отверстий 22 вытягивают жидкие струи металла.
В газовых охладителях 3 струи жидкого металла охлаждается до температуры 1000°С закрученным по нисходящей спирали вокруг струи-волокна газожидкостным потоком на основе аргона.
Волокна охлаждают в валках 5 с одновременной прокаткой до заданного размера, например 2,2; 0,25 мм.
В камере 6 в охладителе 7 волокно охлаждают закрученным по спирали вокруг волокна «псевдокипящим» потоком на основе газожидкостного азота и тугоплавкого порошка до температуры на 30...50°С выше температуры начала мартенситного превращения:
для стали 65 Г - около 310°С (фиг.5);
или до температуры стабильного сохранения аморфного состояния металла:
для сплава Fe75Si10В15 - ≤300°С;
или температуры, исключающей образование критических закалочных напряжений;
для стали 00Х18Н10Т - ≤300°С (фиг.6).
В подогревателе 8 поддерживают заданный температурный режим волокна перед волочением:
для стали 65 Г - 310±5°С (фиг.5);
для стали 00Х18Н1 ОТ ˜300°С (фиг.6).
для сплава Fe75Si10В15 - ≤300°С.
В волоках 9 волокна калибруют до заданного размера, например, для стали 00Х18Н10Т до диаметра 2 мм; для стали 65 Г и сплава Fe75Si10В15 до диаметра 0,2 мм.
В охладителе 10 волокно из Х18Н10Т охлаждают в газожидкостном потоке на основе азота и тугоплавкого порошка с наложением магнитного поля катушки 11 до температуры, включая отрицательные (фиг.6), отпускают при температуре <300°С, быстро охлаждают до температуры окружающей среды.
Скоростное охлаждение волокна (фиг.5) из стали 65Г осуществляют во всем интервале мартенситного превращения (270...150)°С.
В нагревателе 12 волокно из стали 65Г, сплава Fe75Si10В15 отпускают соответственно при температуре 480°С; ≤300°С с нанесением на поверхность волокна Cu+Zn покрытия (фиг.5), далее в охладителе 13 волокна ускоренно охлаждают до температуры окружающей среды.
Волокна наматывают на бабины 14.
В таблице 2 приведен расчетный уровень механических свойств при производстве металлокорда из аморфного сплава Fe75Si10В15 и стали 65 Г по предлагаемому способу в сравнении с проволокой из стали 65 Г, произведенной по действующей технологии.
(предлагаемый способ)
(предлагаемый способ)
(действующая технология)
В таблице 3 приведен расчетный уровень механических свойств при производстве волокна из стали 00Х18Н10Т по предложенному способу в сравнении с проволокой из стали 12Х18Н10Т, произведенной по действующей технологии.
(предлагаемый способ)
Закалка при 1050°С (действующая технология) в воду
По сравнению с известными аналогами произведенное по новой технологии волокно имеет более высокий уровень эксплуатационных характеристик при значительном повышении производительности и снижении капитальных затрат, себестоимости производства волокна.

Изобретение относится к металлургии и может быть использовано для получения волокна из аморфных и микрокристаллических сплавов и сталей. Жидкий металл подают из печи-ковша через вакуумированную промежуточную камеру в дозатор-подогреватель, дегазируют жидкий металл продувкой инертным газом и выдавливают его через по меньшей мере один обогреваемый канал-отверстие. Струю металла охлаждают с получением волокна до температуры 1000°С, после чего волокно охлаждают до заданной температуры и выдерживают при этой температуре. Затем волокно калибруют в обогреваемой волоке, проводят скоростное охлаждение, отпускают и охлаждают до температуры окружающей среды. Операции охлаждения, выдержки и отпуска проводят в герметичных камерах в закрученном по спирали вокруг волокна потоке. Полученные волокна имеют повышенные физико-химические и механические характеристики при сокращении капитальных затрат и снижении себестоимости их производства. 2 н. и 23 з.п. ф-лы, 3 табл., 6 ил.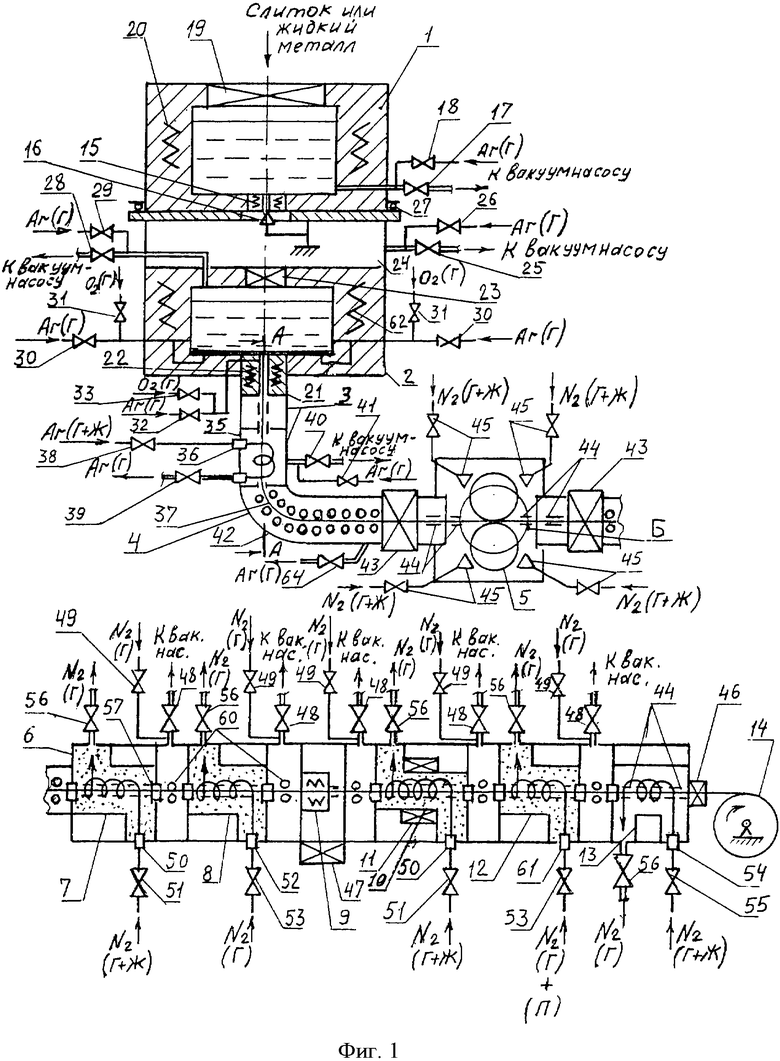
| МИТИН Б.С | |||
| и др | |||
| Порошковая металлургия аморфных и микрокристаллических материалов | |||
| - М.: Металлургия, 1992, с.50-54 | |||
| Способ получения металлического волокна закалкой расплава | 1987 |
|
SU1764786A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US 4020891 А, 03.05.1977 | |||
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |

