1 Изобретение относится к области электротехники и может быть использовано для изготовления сверхпроводящих обмоток сложного профиля. Известен способ изготовления многослойной высоковоль/ной обмотки с коническими слоями, включающий непрерывную намотку предварительно смоченного клеем провода на последовательно расположенные оправки с последующими просушкой клея, удалением оправок и сборкой конусных спиралей в единую обмотку. К недостаткам известного способа следует отнести сложность технологического обеспечения условий реализации способа, а также не исключено, что многоступенчатость технологии может нарушить межвитковую или межслойную электроизоляцию, являющуюся основной характеристикой высоковольтной обмотки. Наиболее близким способом к предлагаемом является способ изготовления сверхпроводящего соленоида с высокой однородностью магнитного поля, состоящий в том, что обмотка выполняется секционированной и в радиальном и в аксиальном направлениях разбивается на ряд секций - обмоток Намотку каждой из секций выполняют сверхпроводящим проводом определенно го диаметра, что обеспечивает близкий к критическому ток в каждой сек ции. При этом секции обмотки, распо лагающиеся в радиальном направлении наматывают одну на другую, э аксиал ное разделение обмотки на секции пр изводят при помощи кольцевых перего родок, выполненных заодно с каркасом соленоида. К недостаткам этого способа относится необходимость использования кольцевых перегородок. Если перегородки имеют значительную толщину, то они при заданных геометрических раз мерах соленоида снижают средний по обмотке коэффициент заполнения ее сверхпроводящим материалом. Если делать эти перегородки тонкими, то возникающие при изготовлении солено ида аксиальные усилия на эти перегородки со стороны наматываемой части обмотки вызывают их деформацию Кроме того, наличие в обмотке корректирующего паза, незаполненного сверхпроводником, увеличивает неод82нородность распределения магнитного поля в обмотке соленоида.Целью изобретения является увеличение коэффициента заполнения обмотки соленоида сверхпроводящим проводом. Поставленная цель достигается за счет того, что в способе изготовления обмотки соленоида сложного профиля, основанном на разделении обмотки на ряд секций с помощью перегородок и намотке их сверхпроводящим проводом разного диаметра с получением цилиндрической части секции, перегородки устанавливают после намотки цилиндрической части секции, заполняют пространство между ними сверхпроводящим проводом одного диаметра с послойным компаундированием, формируя выступ, после отверждения компаунда перегородки удаляют и доматывают части оставшейся секции обмотки, примыкающие к закомпаундированной части -обмотки, образукнцей выступ сверхпроводящим проводом другого диаметра. На фиг. 1 представлен общий вид обмотки соленоида сложного профиля, на фиг. 2 (а, б, в, г) - последовательность намотки провода при изготовлении обмотки соленоида (ли- нией со стрелками показано направление заполнения витками сверхпроводящего провода секций обмотки). I- - - Обмотка соленоида состоит из секций 1 и 2, намотанных СП-проводами разного диаметра на каркас 3, причем диаметр провода секции 1 больше диаметра провода секции 2. Секция 1 шчеет выступ А. Для формирования выступа 4 используют перегородки 5 (см. фиг. 26), закрепленные регулировочными винтами 6. Способ изготовления обмотки осуществляется еледунлцим образом. Обычным способом по всей длине каркаса 3 (см. фиг. 1) наматывают часть секции 1 цилиндрической формы до внутреннего диаметра выступа 4 (см. фиг. 2а). Затем на наружной поверхности части- секции 1 цилиндрической формы устанавливают перегородки 5 (см. фиг.2 б), каждая из которых представляет собой разрезанный вдоль образующей полый цилиндр, обе половины которого после установки стягиваются между собой крепежными болтами.
Выставив при помощи регулировочных винтов 6, закрепленных на каркасе 3, расчетное расстояние между перегородками 5, продолжают намотку тем же проводом (см. фиг. 26), формируя выступ 4, с послойным компаундированием эпоксидной смолой.
После отверждения компаунда при комнатной температуре в течение 24 ч перегородки 5 снимают и осуществляют спуск провода по боковой стороне выступа, заполняют последний слой части секции 1 цилиндрической формы от выступа до каркаса и вьгоодят провод наружу (см. фиг. 2, в). Секция
1вьтолнена полностью. Последовательность заполнения частей секции
2показана на фиг. 2, г.
Вводят провод другого диаметра, наматывают часть секции 2, примыкающую к выступу 4 с одной стороны, затем по наружной поверхности выступа 4 осуществляют однослойный переход на другую его сторону, производят спуск по боковой поверхности выступа 4, наматывают часть секции 2, примыкающую к другой стороне выступа 4, и заканчивают намотку оставшейся части секции 2 обычным способом.
Настоящий способ изготовления обмотки соленоида сложного профиля позволяет достичь увеличения коэффициента заполнения обмотки сверхпроводни071148Л
ком, так как при намотке исключают . перегородки между секциями, что при,водит к уменьшению габаритов соленоида .
5 Кроме того, заполнение выступа сверхпроводящим проводом большего диаметра, чем провод для намотки других секций обмотки, и включение этого провода последовательно с ос-
10 тальной обмоткой увеличивает однородность распределения магнитного поля в обмотке соленоида.
Каркас соленоида при таком способе изготовления обмотки можно выпол-
tS нять не цельноточенным, а сварным, используя для этого заготовки меньшего диаметра.
В существующих конструкциях обмоток сложного профиля аксиальные уси20 ЛИЯ, возникающие при прохождении электрического тока, частично воспринимают перегородки между секциями, а в данной конструкции эти усилия воспринимает компаундированная часть
25 обмотки. А так как компаундированная часть обмотки имеет запас по токонесущей способности в силу того, что намотана проводом большего диаметра, чем примыкающие к ней с боков части
3Q обмотки, то различие в распределении механических нагрузок в обмотке не оказывает влияния на критические параметры соленоида.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сверхпроводящего соленоида | 1981 |
|
SU1039403A1 |
| Каркас для сверхпроводящего соленоида | 2021 |
|
RU2758712C1 |
| МНОГОРЯДНАЯ КОМПАУНДИРОВАННАЯ ФОРМОВАННАЯ КАТУШКА | 1981 |
|
SU1021286A1 |
| Способ изготовления многослойной тороидальной обмотки | 1990 |
|
SU1770994A1 |
| СПОСОБ НАМОТКИ СОЛЕНОИДА СИЛЬНОГО МАГНИТНОГО ПОЛЯ | 2012 |
|
RU2497218C1 |
| Малогабаритный высоковольтный импульсный трансформатор и способ его изготовления | 2021 |
|
RU2764648C1 |
| Однофазный трансформатор с повышенной нагрузочной способностью | 2023 |
|
RU2833485C1 |
| СОЛЕНОИД | 1972 |
|
SU423183A1 |
| КАТУШКА ИНДУКТИВНОСТИ | 2014 |
|
RU2553455C1 |
| Высоковольтный трансформатор для системы зажигания | 1983 |
|
SU1086467A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТКИ СОЛЕНОИДА СЛОЖНОГО ПРОФИЛЯ путем разделения обмотки на ряд секций с помощью перегородок и намотки их сверхпроводяпщм проводом разного диаметра с получением цилиндрической части секции, отличающийс я тем, что, с целью увеличения коэффициента заполнения обмотки iсверхпроводящим проводом, перегородки устанавливают после намотки цилиндрической части секции и заполняют пространство между ними сверхпроводящим проводом -одного диаметра с послойным компаундированием, формируя выступ, а после отверждения компаунда перегородки удаляют и доматывают части оставшейся секщта обмотки, примыкающие к закомпаундироW ванной части обмотки, образующей выступ сверхпроводящим проводом другого диаметра. о 1 00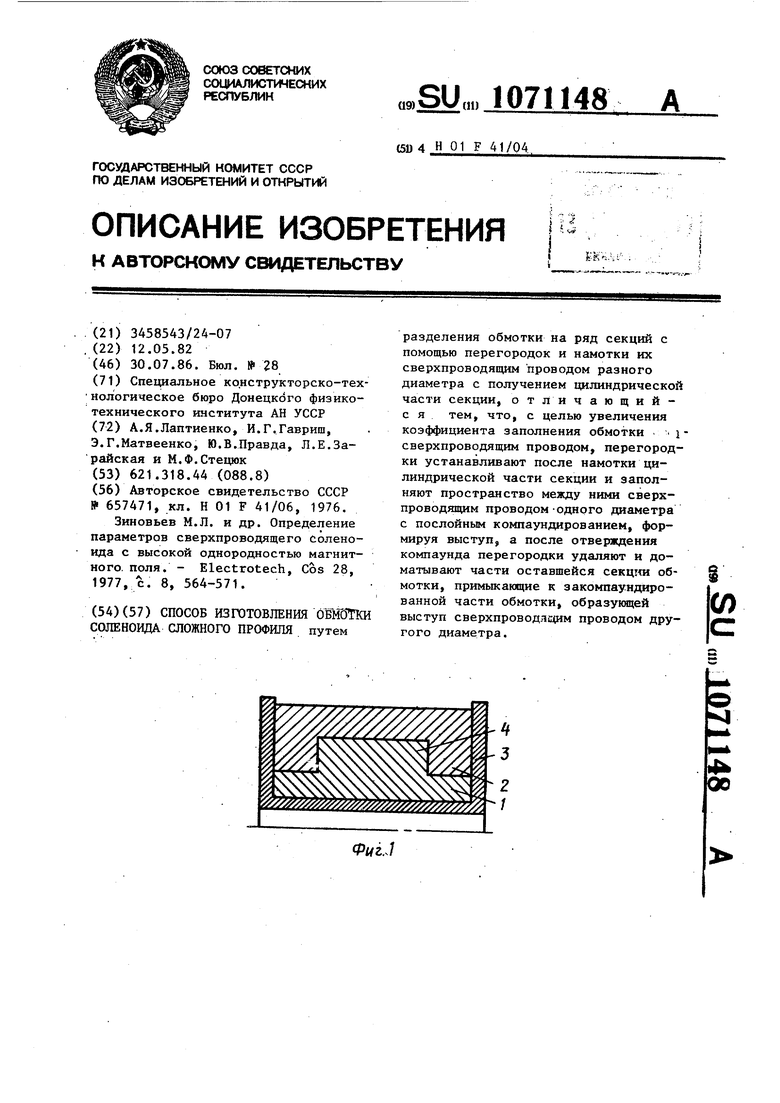
| Способ изготовления многослойной высоковольтной обмотки с коническими слоями | 1977 |
|
SU657471A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| и др | |||
| Определение параметров сверхпроводящего соленоида с высокой однородностью магнитного, поля, - Electrotech, Cos 28, 1977, с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
