Изобретение относится к области электроники и может быть использовано в технологии изготовления тороидальных обмоток.
Известен способ намотки провода на тороидальный сердечник (см.заявку ФРГ NOS 3,540098, кл. Н 01 F41 /08, опубл. в ИСМ N° 1, 1988). Способ заключается в том, что толстый провод наносят по периметру поворачиваемого кольцевого сердечника в один слой, при этом вначале вокруг поперечного сечения сердечника образуют две петли Si и Sz. Затем вторую петлю растягивают и первая петля образует на сердечнике первый виток. При намотке вокруг поперечного сечения сердечника образуют дополнительные петли Зз .Sn,1 последовательно растягиваемые так, что предыдущие петли . S2...Sn-i образуют виткм обмотки.
К недостаткам этого способа следует отнести невозможность его применения для обмоток с большим шагом навивки.
Наиболее близким по технологической сути является способ изготовления обмотки, заключающийся в том, что продолговатые элементы с большей точностью размещают на внешней поверхности цилиндрического каркаса катушки. В элементах выполнены пазы, которые все вместе определяют пространственную спираль и служат для укладки соответствующих витков обмотки. Для укладки следующего слоя обмотки на первые элементы могут быть установлены аналогичные элементы с пазами и т.д. до получения требуемого количества слоев (см. заявку ЕПВ№ 0122133, кл. Н 01 F 5/02,7/20, . 27/08, 15/02, опубл. в ИСМ № 5-6, 1985).
Недостатком этого способа является невозможность технологического обеспечеЧ) Ь.
ния условий его реализации для бескаркасных тороидальных обмоток, витки которых имеют вид спиралей с различным заданным шагом навивки на тороидальные поверхности.
Целью изобретения является расширение технологических возможностей за счет получения тороидальных обмоток, витки которых имеют вид спиралей с различным заданным шагом навивки на тороидальные поверхности.
Поставленная цель достигается за счет того, что в способе изготовления многослойной тороидальной обмотки путем послойной укладки проводников на тороидальные поверхности с последующим компаундированием слоев, проводники послойно укладывают на-эти поверхности при помощи матрицы и зажимов с отверстиями, причем первый слой наматывают путем пропускания проводника через отверстия матрицы,обжимаютзажимами, компаундируют эпоксидной смолой, после затвердевания смолы для образования пазов для проводников второго слоя зажимы обрезают по линии отверстий, затем наматывают второй слой путем пропускания проводника через отверстия матрицы и укладки в пазы зажимов, обжимают зажимами и компаундируют эпоксидной смолой, при этом каждый последующий слой наматывают аналогично второму, причем расположение отверстий в матрице и пазов в зажимах определяет пространственную спираль проводника и форму поперечного сечения тороидальной поверхности, на которой лежат витки слоя.
При этом первый слой может быть намотан произвольным участком проводника, разделяющим его на две части - первую и вторую, а последующие слои наматывают поочередно первой и второй частями, или сначала несколько слоев наматывают первой частью, а остальные слои - второй частью проводника.
Сравнительный анализ с прототипом показывает, что заявляемый способ отличается тем, что проводники послойно укладываются на тороидальные поверхности при помощи направляющей матрицы и зажимов с отверстиями, причем первый слой наматывают путем пропускания проводниковчерез отверстия матрицы, обжимают зажимами, компаундируют эпоксидной смолой, после затвердевания смолы для образования пазов для проводников второго слоя зажимы обрезают по линии отверстий, затем наматывают второй слой путем пропускания проводников через отверстия матрицы и укладки в пазы зажимов, обжимают зажимами и компаундируют эпоксидной смолой, при этом каждый последующий слой наматывают аналогично второму, причем распо- лохсение отверстий в матрице и пазов в зажимах определяет пространственную
спираль проводника и форму поперечного сечения тороидальной поверхности, на которой лежат витки слоя. При этом первый слой может быть намотан произвольным участком проводника, разделяющим его на
0 две части - первую и вторую, а последующие слои наматывают поочередно первой и второй частями, или сначала несколько слоев наматывают первой частью, а остальные слои - второй частью проводника. Таким
5 образом, заявляемый способ соответствует критерию новизна,
Сравнение заявляемого решения с другими техническими решениями в данной области техники не позволило выявить в них
0 признаки, отличающие заявляемое решение от прототипа. Совокупность признаков и их связей, изложенных в формуле предлагаемого изобретения, позволяет достичь поставленной цели. На основании выше
5 изложенного можно сделать вывод о соответствии заявляемого способа критерию существенные отличия.
Послойное укладывание проводников на тороидальные поверхности при помощи
0 направляющей матрицы и зажимов обеспечивает укладку витков под заданным углом к оси обмотки и формирование тороидальных поверхностей с заданным поперечным сечением, что позволяет получать торои5 дальние обмотки, витки которых представляют собой спирали с различным заданным шагом навивки.
Послойное компаундирование позволяет зафиксировать проводники в слоях и за0 крепить зажимы.
Намотка первого слоя произвольным участком проводника, разделяющим его на две части - первую и вторую, и последующих слоев поочередно первой и второй час5 тями или сначала несколько слоев первой частью, а остальных - второй частью проводника, позволяет уменьшить трудоемкость намотки за счет сокращения длины проводника, пропускаемого через отвер0 стия в матрице.
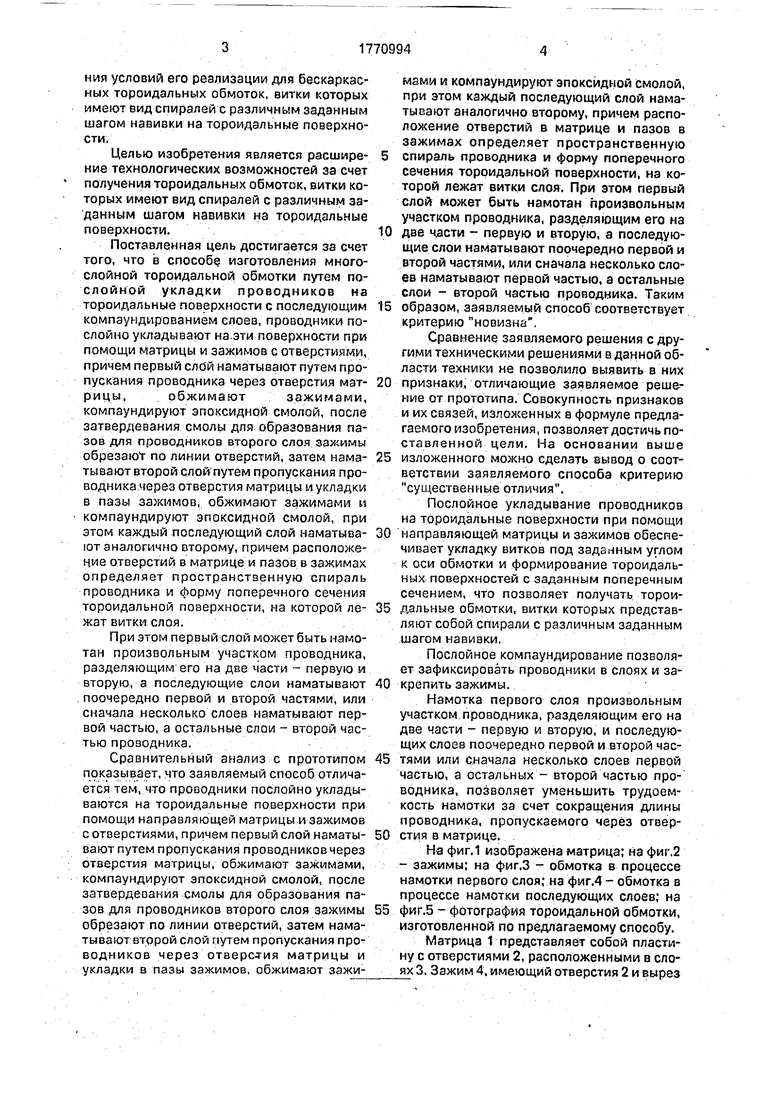
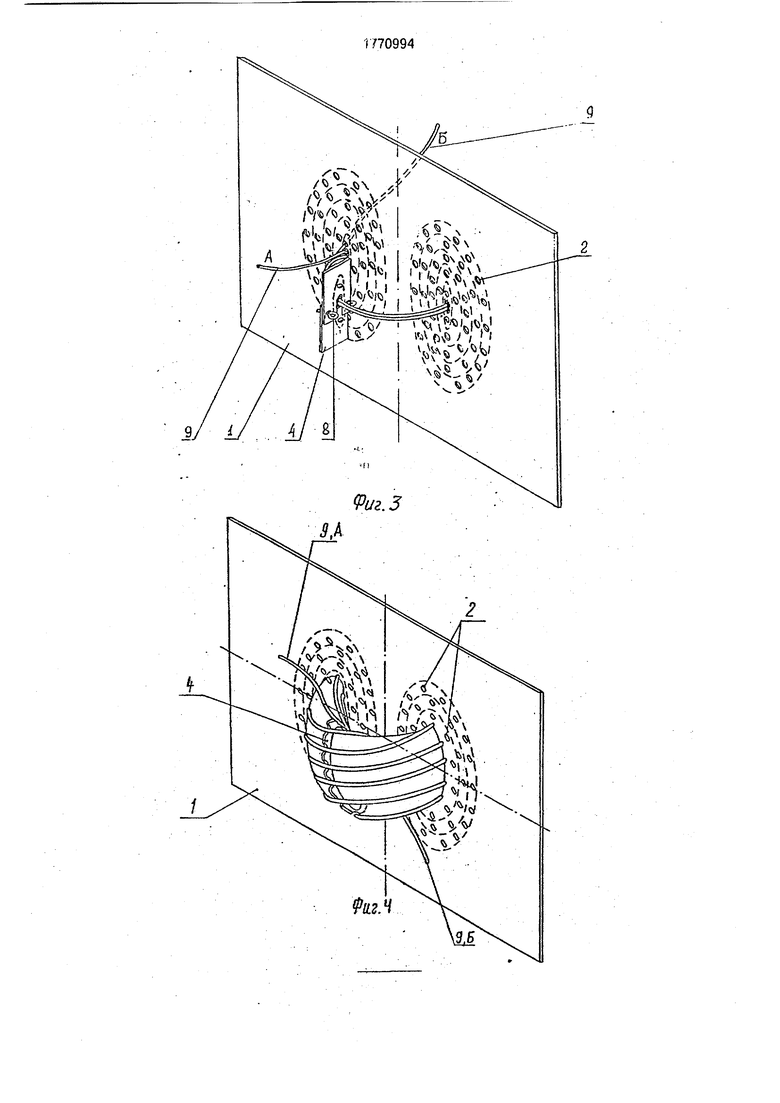
На фиг.1 изображена матрица; на фиг.2 - зажимы; на фиг.З - обмотка в процессе намотки первого слоя; на фиг.4 - обмотка в процессе намотки последующих слоев; на
5 фиг.5 - фотография тороидальной обмотки, изготовленной по предлагаемому способу. Матрица 1 представляет собой пластину с отверстиями 2, расположенными в сло- ях 3. Зажим 4, имеющий отверстия 2 и вырез
5, состоит из двух частей 6,7, которые в процессе намотки скрепляются при помощи шплинтов 8. Матрица и зажимы являются опорными конструкциями для проводника 9.
Способ изготовления обмотки осуществляется следующим образом: из диэлектрического материала, например, стеклотекстолита, изготавливают матрицу 1 и для каждого слоя зажимы 4: на матрицу 1 наносят контуры слоеа 3, в которых просверливают отверстия под проводник 9, диаметр которых больше диаметра проводника 9, но меньше толщины слоя 3; зажимы 4 изготавливают для каждого слоя 3, при этом форм.а выреза 5 соответствует форме поперечного сечения слоя проводников, на который устанавливают зажим, а отверстия 2 выполняют аналогично отверстиям 2 матрицы 1.
Первый слой, витки которого - кольцевые, наматывают произвольным участком проводника 9, для чего проводник пропускают через отверстия 2 матрицы 1. В плоскости, перпендикулярной плоскости матрицы, на первый слой проводников устанавливают нижние 7 и верхние 6 части зажимов (фиг.З). С помощью шплинтов 8 чэсги зажимов соединяют. Затем слой компаундируют эпоксидной смолой. После затвердевания смолы зажимы оказываются приклееными к намотанному слою. Перед намоткой следующего слоя зажимы по линии отверстий, в результате чего на месте отверстий образуются пазы. Витки второго и всех последующих слоез имеют вид спиралей и укладывают путем пропускания проводников через отверстия матрицы и укладки в пазы зажимов (фиг.4).
Последующие слои наматыаают поочередно первой А и второй Б частями проводника или сначала несколько слоев первой частью А, а остальные слои наматывают вторую часть Б проводника, 8 каждом слое шаг намотки фиксируют, размещая проводник 9 в отверстиях матрицы 1 и пазах зажима 4, Для каждого слоя выполняют операции обжатия и компаундирования. По сле затвердевания эпоксидной смолы в последнем слое ненужную частью матрицы обрезают.
Обмотка может наматываться несколькими параллельными проводниками.
П р и м е р. В качестве конкретного примера изготовлена обмотка с бессиловым распределением тока. Был взят термостойкий единый провод марки ПЭТ-200 круглого сечения диаметром 1,8 мм. Намотка осуществлялась двумя параллельными проводниками длиной по 20 метров. Направляющая р атрица и зажимы были изготовлены из
плоского стеклотекстолита толщиной 1,5 мм. Расположение отверстий в матрице и зажимах было определено расчетным путем на основе математической модели соленоида с бессилозой обмоткой.
Проводники условно делились на два участка. Первая часть А имела длину, примерно, 9 метров, а длина второй части Б -11 метров. Второй и последующие слои нама0 тывались поочередно частями А и Б проводников.
Расположение витков обмотки в процессе ее изготовления фиксировалось в каждом слое посредством матрицы и зажи5 мое, а после заполнения слоя витками - лентой из стеклоткани и эпоксидной смолой. Эксперименты показали, что, используя направляющую матрицу и зажимы, можно сравнительно быстро уложить и за0 фиксировать витки обмотки ь требуемом по- ложении. Фотография тороидальной обмотки, изготовленной по предлагаемому авторами способу, показана на фиг.5.
Предложенный способ по сравнению с
5 прототипом и базовым объектом, в качестве которого принят способ изготовления тороидальных катушек (аналог) позволяет:
- существе); Ю расширить технологические возможности за счет изгс-тозления об0 меток, витки которых укладывают Е виде спиралей с различным заданным шагом нз- яивки на тороидальные поверхности.
Известный способ не позволяет изготавливать такие обмотки, поскольку при его
5 использовании витки в слоях будут скользить по тороидальной поверхности ввиду отсутствия средств фиксации.
Изобретение порсдлагается использовать при изготовлении спецобмоток со
0 сниженными электродинамическими усилиями.
Формула изобретения 1. Способ изготовления многослойной тороидальной обмотки, согласно которому
5 проводник укладывают на тороидальную поверхность и компаундируют слои, отличающийся тем, что, с целью расширения технологических возможностей путем получения обмоток, витки которых имеют вид
0 спиралей с различным шагом навивки, укладку проводников осуществляют при помощи направляющей матрицы и зажимов, выполненных с отверстиями, определяющими расположение и форму пространствен5 ной спирали проводника, при этом первый слой получают путем пропускания проводников через центральные отверстия мзтри- цы, обжатия полученного пучка зажимали с последующим компаундированием, после затвердевания компаунда зажимы обрезают по линии отверстий для образования пазов для укладки второго слоя, затем каждый последующий слой образуют при пропускании проводника через соответствующие отверстия в матрице, укладке в пазы зажимов с последующим обжимом и компаундированием.
2. Способ по п.1, о т л и ч з ю щ и и с я тем, что первый слой наматывают произвольным отрезком проводника, разделяя его на две части - первую и вторую, а последующие слои наматывают поочередно первой или второй частями или сначала несколько слоев наматывают первой частью проводника, а остальньш слои второй частью проводника.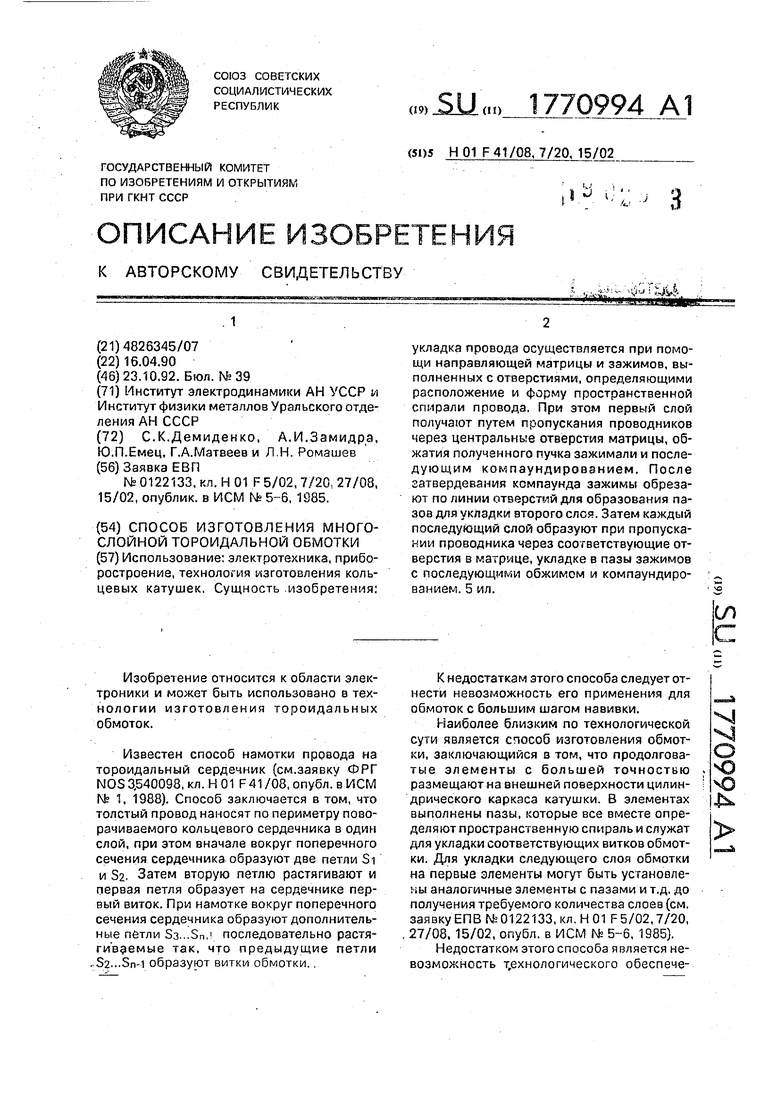
Использование: электротехника, приборостроение, техноло ия изготовления кольцевых катушек. Сущность изобретения: укладка провода осуществляется при помощи направляющей матрицы и зажимов, выполненных с отверстиями, определяющими расположение и форму пространственной спирали провода. При этом первый слой получают путем пропускания проводников через центральные отверстия матрицы, обжатия полученного пучка зажимали и последующим компаундированием. После затвердевания компаунда зажимы обрезают по линии отверстий для образования пазов для укладки второго слоя. Затем каждый последующий слой образуют при пропускании проводника через соответствующие отверстия в матрице, укладке в пазы зажимов с последующими обжимом и компаундированием. 5 ил.
I О О
%ч
//«yoU
&38№А
I
о
ff°°b
°/ /°/о
J /0/o°/
о ----- /
О/
te/
%г.
0
/°/°/о/°о Ч0
н
voV 0,/с/о/
Л О t г,. I
/°/
°
о о
Фиа.5
| Устройство для укладки ткани в стопу | 1959 |
|
SU122133A2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
