Область техники
Изобретение относится к технике сильных магнитных полей и может быть использовано для создания как статических, так и импульсных устройств.
Уровень техники
Известен способ намотки соленоидов сильных импульсных магнитных полей [1], в котором на высокопрочный провод, например, микрокомпозит Cu-Ag, накладывают изоляцию, а затем провод наматывают на оправку в виде толстого многослойного соленоида, возможно с упрочняющей диэлектрической нитью, пропитывают эпоксидным компаундом и закрепляют внешним бандажом из высокопрочного диэлектрика. Осевой разрез такого соленоида представляет собой прямоугольник за исключением внутреннего слоя, который выходит за пределы прямоугольника. В этом случае провод внутреннего слоя выходит за пределы области сильного магнитного поля, что позволяет избежать сильных механических нагрузок на внутренний вывод соленоида. Данный способ намотки позволяет изготавливать соленоиды, многократно генерирующие импульсы магнитного поля с пиковым значением до 58 Тл.
К недостаткам данного способа относятся большие габариты, за счет удлиненного внутреннего слоя, сложная организация осевого сжатия.
Наиболее близким способом намотки соленоидов сильных импульсных магнитных полей, выбранным в качестве прототипа, является способ, описанный в работе [2]. Способ включает намотку единым куском провода двух неодинаковых и изолированных секций, одной из которых служит обычный многослойный соленоид, а другой - плоская спираль на одном из его торцов. Для предотвращения электрического пробоя между секциями помещалась прокладка из текстолита толщиной 1 мм. Такая двухсекционная обмотка позволяет вынести оба токопровода на внешний слой соленоида, где механические напряжения значительно меньше. Неизбежная при этом неоднородность обмотки специально смещена от центральной плоскости, где механические напряжения максимальны, к одному из торцов.
Провод наматывался на оснастку, представляющую собой текстолитовую прокладку и две тефлоновые втулки, закрепленные на стальной шпильке, одна из которых навинчивалась на шпильку, а другая имела свободную посадку. Такая конструкция была необходима для того, чтобы извлечь втулки после пропитки соленоида эпоксидным компаундом. Шпилька (вал) с закрепленными на ней втулками устанавливалась в шпиндель токарного станка, на суппорте которого крепилось устройство для натяжения и выравнивания провода.
Сначала отрезок провода длиной около 1 м протягивают через прорезь в текстолитовой прокладке и наматывают на вспомогательную шпульку, затем с помощью этой шпульки вручную наматывают плоскую спираль, провод выводят через прорезь в щечке втулки и закрепляют на пластине, жестко связанной со шпилькой. Такое закрепление необходимо для предотвращения прокручивания втулки в процессе намотки. По боковой поверхности плоской спирали наматывают в четыре слоя стеклоткань толщиной 0.5 мм, тем самым обеспечивают надежную изоляцию спирали от токопровода второй секции. После этой операции наматывают вторую секцию - многослойный соленоид обычного типа. При намотке суппорт станка вместе с закрепленными на нем приспособлениями смещался вправо или влево пропорционально шагу намотки, что обеспечивало ее высокое качество. Токопровод второй секции также проходил через прорезь в щечке втулки: прорези для токопроводов были разнесены на 90 градусов по окружности щечки. Затем токопровод второй секции крепят вместе с токопроводом спирали на пластине. Поверхность соленоида обматывают в один слой стеклотканью толщиной 0.5 мм. Полученный таким образом соленоид помещался в цилиндрический стакан из жести, в котором и осуществлялась пропитка в вакууме эпоксидным компаундом, полимеризация происходила при температуре 80-90 градусов С в течение 36 часов. По окончании этого процесса лишняя часть компаунда стачивалась до слоя стеклоткани. Затем соленоид обматывался по внешней поверхности многими слоями стеклонити, также пропитанной эпоксидным компаундом, полимеризация которого происходила при тех же условиях, образуя диэлектрический бандаж. Для предотвращения растрескивания в аксиальном направлении диэлектрический бандаж стягивают с помощью двух фланцев из текстолита толщиной 20 мм и четырех болтов из нержавеющей стали диаметром 12 мм.
Достоинством такого способа намотки является то, что оба вывода соленоида оказываются на внешней стороне соленоида. Поскольку максимальные магнитные поля создаются внутри соленоида, внутренние слои испытывают наибольшие механические деформации. Внешние слои испытывают гораздо более слабые деформации, поэтому расположение выводов на внешней поверхности соленоида позволяет избежать их обрыва.
К недостаткам прототипа относится сильный изгиб провода на вспомогательной шпульке. Намотка соленоидов сильных магнитных полей осуществляется высокопрочными микрокомпозитными проводами типа Cu-Nb, Cu-Ag, Cu-Ni3Ti, которые обладают жесткими требованиями к минимальному радиусу изгиба. Размеры шпульки определяются минимальным радиусом изгиба. Поскольку шпулька при намотке плоской спирали движется вокруг оси соленоида, устройство для намотки должно обладать большим свободным пространством вокруг оси, т.е. необходим крупногабаритный станок. Кроме того, при ручной намотке плоской спирали невозможно обеспечить необходимый постоянный натяг провода для ее равномерной, плотной навивки.
В связи с этим возникает техническая задача уменьшения габаритов станка для намотки соленоида при сохранении большого радиуса изгиба провода и улучшения качества намотки.
Раскрытие изобретения
Технический результат заявляемого решения заключается в повышении качества намотки соленоида путем намотки плоской спирали с постоянным контролируемым натяжением.
Технический результат заявляемого способа намотки соленоида сильного магнитного поля по пункту 1 достигается тем, что он включает намотку единым проводом двух неодинаковых и изолированных секций - в виде многослойного соленоида и плоской спирали на одном из торцов, пропитку соленоида связующим диэлектрическим составом, полимеризацию, обмотку поверхности соленоида диэлектрическим бандажом с полимеризацией, которые осуществляют на закрепленной в шпинделе станка оснастке в виде вала с прокладками и устройства для натяжения провода. При этом перед намоткой соленоида отматывают от катушки провод с длиной, необходимой для намотки плоской спирали.
Новым в способе намотки соленоида сильного магнитного по пункту 1 является то, что провод для намотки плоской спирали отматывают от катушки на наружную поверхность барабана соосного с валом оснастки, через составную прокладку с криволинейными поверхностями, обеспечивающую плавный переход провода на вал оснастки. Намотку многослойного соленоида и пропитку связующим диэлектрическим составом с последующей полимеризацией осуществляют отдельно для каждого слоя, затем с барабана провод перематывают на катушку с проводом, удаляют составную прокладку и осуществляют намотку плоской спирали на станке через регулируемое натяжное устройство. Новым в способе намотки соленоида сильного магнитного по пункту 2, является то, что криволинейную поверхность составной прокладки, обеспечивающую плавный переход провода с барабана на вал, выполняют в виде архимедовой спирали между точками касательной к поверхности барабана и касательной к поверхности оси вала, на которую наматывают многослойного соленоид.
Отмотка провода для плоской спирали от катушки с проводом на наружную поверхность барабана, соосного с валом оснастки, и обеспечение его плавного перехода через составную прокладку с криволинейными поверхностями на вал позволяет уменьшить габариты станка и сохранить большой радиус изгиба провода.
Намотка многослойного соленоида и пропитка связующим диэлектрическим составом с последующей полимеризацией, осуществляемая отдельно для каждого слоя, позволяет улучшить изоляцию межвитковой зоны и увеличить ресурс работы соленоида.
Перемотка провода с барабана на катушку, удаление составной прокладки и намотка плоской спирали, осуществляемая на станке через регулируемое натяжное устройство, позволяет обеспечить более плотную намотку плоской спирали и увеличить ресурс работы соленоида.
Краткое описание чертежей
Изобретение поясняется фигурами 1 и 2.
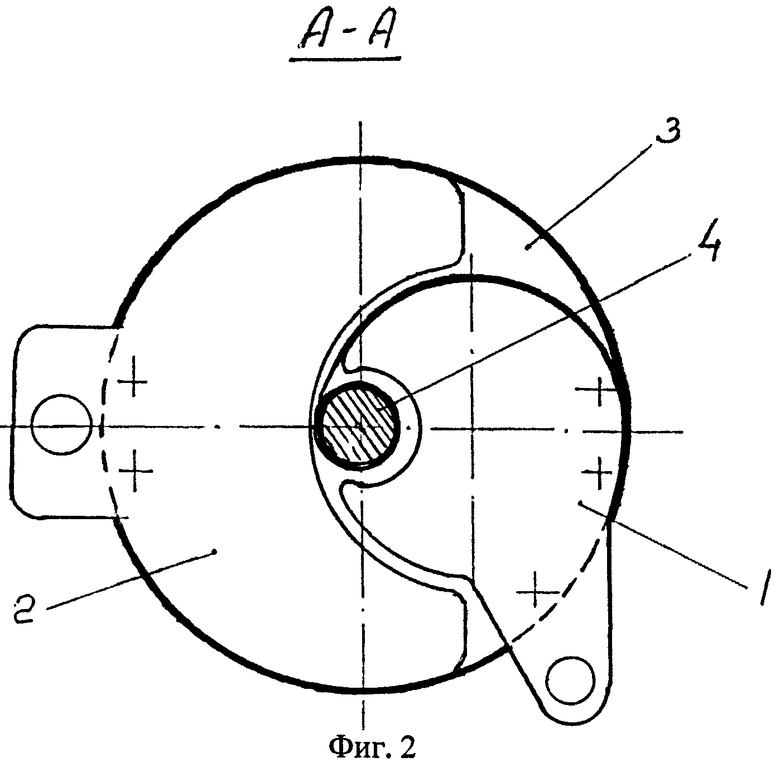
На фиг.1 представлена оснастка для намотки соленоида, где: 1 - шпиндель станка, 2 - болт, 3 - текстолитовая прокладка, 3а - составная прокладка с криволинейными поверхностями, 4 - вал, 5 - прокладка из фторопласта, 6 - съемный диск, 7 - гайка, 8 - задняя бабка станка, 9 - суппорт станка, 10 - катушка с проводом, 11 - устройство натяжения и выравнивания провода, 12 - выталкивающий диск, 13 - барабан.
На фиг.2 представлен вид по А-А конструкции составной прокладки с криволинейными поверхностями 3а, где: 1 - вкладыш, 2 - вкладыш, 3 - барабан, 4 - вал.
Осуществление изобретения
Оснастку для намотки соленоида (рис.1), имеющую барабан 13, съемную составную прокладку с криволинейными поверхностями 3а, закрепленную на торцевой поверхности барабана, прокладки из фторопласта 5, съемный 6 и выталкивающий 12 диски размещают на валу 4, крепят гайкой 7 и устанавливают в шпинделе 1 станка. Конец провода от катушки 10 проводят через устройство для натяжения и выравнивания провода 11 и закрепляют болтом 2 на барабане 13. Устройство для натяжения и выравнивания провода 11, имеющее регулируемую величину натяга провода, крепят на суппорте 9 станка. На вал 4 оснастки наносят изоляцию из фторопластовой пленки. Изоляция вала 4 фторопластовой пленкой и фторопластовые прокладки 5 применены для возможности последующего отделения изготовленного соленоида от оснастки. К внутреннему торцу барабана 13 для формирования пространства кольцевой зоны и обеспечения плавного перехода провода с барабана на вал 4 крепят съемную составную прокладку 3а в виде вкладышей 1 и 2 (рис.2). Криволинейные поверхности съемной составной прокладки 3а, обеспечивающие плавный переход провода на вал оснастки, выполняют в виде архимедовой спирали между точками касательной к поверхности барабана 13 и касательной к поверхности оси вала 4, на которую наматывают многослойного соленоид.
Способ намотки соленоидов сильного магнитного поля реализуется следующим образом.
При намотке первые 6 витков (около 1.5 м) наматывают на наружную поверхность барабана 13, а затем провод по криволинейной поверхности съемной составной прокладки 3а (рис.1) перемещают на вал 4 и пропускают через прорезь в прокладке 3.
Далее осуществляют послойную намотку соленоида с пропиткой каждого слоя эпоксидным составом с последующей сушкой в течение 24 часов. Послойное нанесение эпоксидного состава на провод было применено для улучшения изоляции межвитковой зоны и придания большей прочности соленоиду. После сушки последнего слоя отрезают провод необходимой длины и фиксируют на соленоиде. Затем удаляют вкладыши 1 и 2 (рис.2) составной прокладки с криволинейными поверхностями 3а, формировавшие кольцевую зону и обеспечивающую плавный переход провода на вал 4 оснастки. Для намотки кольцевой зоны соленоида конец провода открепляют от барабана 13, закрепляют на катушке 10 и перематывают на нее провод вручную. Намотку спирали кольцевой зоны также осуществляют на станке через регулируемое натяжное устройство. На поверхность провода при намотке спирали наносят эпоксидный состав с последующей его полимеризацией.
После сушки отрезают провод необходимой длины и фиксируют его на соленоиде. От оснастки для намотки соленоида отсоединяют барабан, концы провода выводят через пазы в прокладке 5, выталкивающего диска 12, фланца вала 4, сворачивают в бухты и фиксируют на патроне станка.
На предприятии реализован заявленный способ намотки соленоида сильного магнитного поля. Проведенные испытания показали, что, благодаря намотке части провода на барабан оснастки, плавного перехода провода с барабана на вал оснастки и намотке основной секции соленоида и кольцевой спирали через регулируемое натяжное устройство обеспечивается повышение качества намотки соленоида и увеличивается ресурс работы соленоида.
К положительным результатам следует отнести и то, что устройство для намотки соленоида выполнено компактным и не потребовало применения станка больших габаритов при сохранении большого радиуса изгиба провода, а также обеспечения более плотной навивке провода при намотке плоской спирали соленоида.
Заявляемое изобретение может быть использовано для изготовления соленоидов с целью их применения в статических и импульсных устройствах в технике сильных магнитных полей.
Источники информации
1. T. Asano, Y. Sakai, G. Kido, K. Inoe, H. Maeda. Development of wire wound pulsed magnet, Physica B, Vol.211, p.46, 1995.
2. Лагутин А.С., Ожогин В.И. Сильные импульсные магнитные поля в физическом эксперименте. М.: Энергоатомиздат, 1988, стр.49, рис.2.29.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ, ПРОКЛАДКА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2008 |
|
RU2389926C1 |
| Каркас для сверхпроводящего соленоида | 2021 |
|
RU2758712C1 |
| СВЕРХПРОВОДЯЩАЯ КАТУШКА И СВЕРХПРОВОДЯЩЕЕ УСТРОЙСТВО | 2013 |
|
RU2597876C2 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ СИЛЬНОГО МАГНИТНОГО ПОЛЯ | 2010 |
|
RU2453009C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗОЛИРОВАННОГО ЭЛЕКТРИЧЕСКОГО ПРОВОДНИКА. | 2013 |
|
RU2648996C2 |
| Способ изготовления сверхпроводящего соленоида | 1981 |
|
SU1039403A1 |
| МНОГОРЯДНАЯ КОМПАУНДИРОВАННАЯ ФОРМОВАННАЯ КАТУШКА | 1981 |
|
SU1021286A1 |
| СЕНСОР НА ПЛОСКОЙ КАТУШКЕ | 2015 |
|
RU2594072C1 |
| КАТУШКА ВЫСОКОДОБРОТНОГО ИМПУЛЬСНОГО СОЛЕНОИДА | 2009 |
|
RU2508573C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ КРЕПЛЕНИЯ ОПТИЧЕСКОГО КАБЕЛЯ НА ТРОСЕ ЭЛЕКТРИЧЕСКОЙ ВОЗДУШНОЙ ЛИНИИ | 1997 |
|
RU2171486C2 |
Изобретение относится к технике сильных импульсных магнитных полей и может быть использовано для создания как статических, так и импульсных устройств. Технический результат состоит в повышении качества намотки путем намотки плоской спирали с постоянным контролируемым натяжением. Способ намотки соленоида включает намотку единым проводом двух неодинаковых и изолированных секций - в виде многослойного соленоида и плоской спирали на одном из торцов, пропитку соленоида связующим диэлектрическим составом, полимеризацию, обмотку поверхности соленоида диэлектрическим бандажом с полимеризацией. Указанные операции осуществляют на закрепленной в шпинделе станка оснастке, имеющей вал с прокладками и устройство для натяжения провода. Перед намоткой соленоида отматывают от катушки провод с длиной, необходимой для намотки плоской спирали на наружную поверхность барабана, и через составную прокладку с криволинейными поверхностями обеспечивают плавный переход провода на вал оснастки. Намотку многослойного соленоида, пропитку связующим диэлектрическим составом с последующей полимеризацией осуществляют отдельно для каждого слоя. Затем с барабана провод перематывают на катушку с проводом, удаляют составную прокладку и осуществляют намотку плоской спирали на станке через регулируемое натяжное устройство. Криволинейную поверхность составной прокладки, обеспечивающей плавный переход провода с барабана на вал, выполняют в виде архимедовой спирали между точками касательной к поверхности барабана и касательной к поверхности оси вала, на которую наматывают многослойный соленоид. 1 з.п. ф-лы, 2 ил.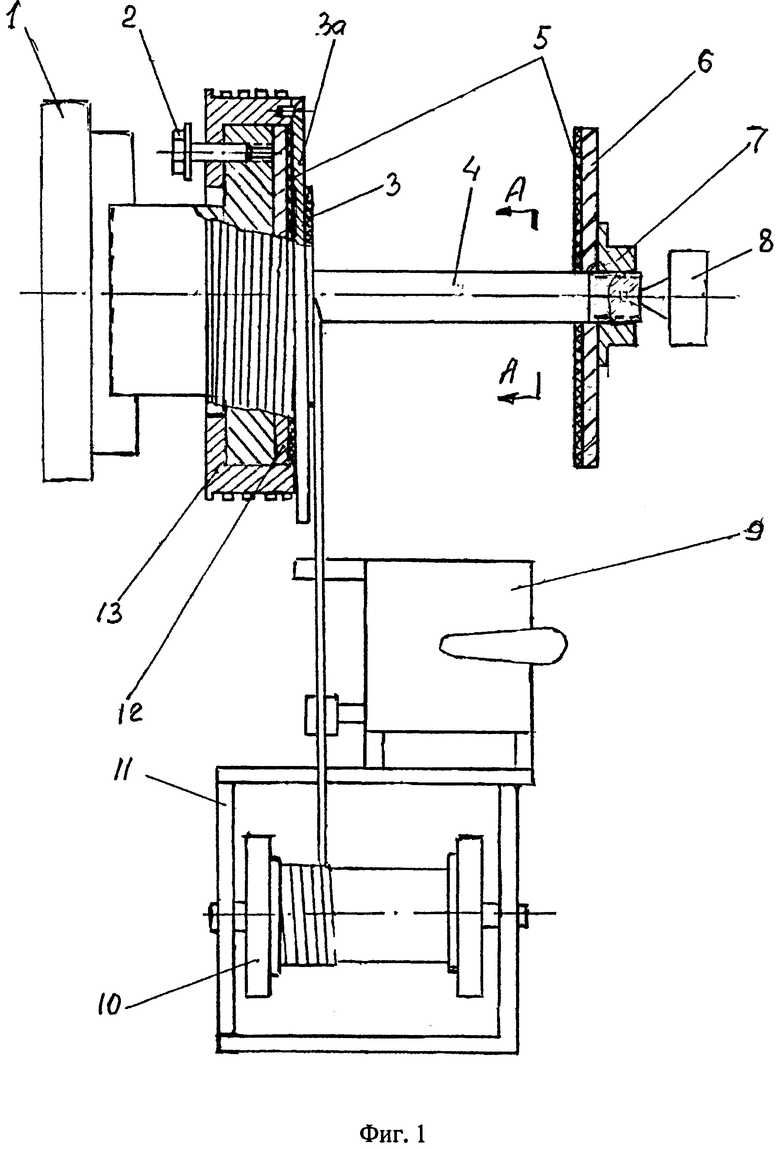
1. Способ намотки соленоида сильного магнитного поля, включающий намотку единым проводом двух неодинаковых и изолированных секций в виде многослойного соленоида и плоской спирали на одном из торцов, пропитку соленоида связующим диэлектрическим составом, полимеризацию, обмотку поверхности соленоида диэлектрическим бандажом с полимеризацией, которые осуществляют на закрепленной в шпинделе станка оснастке, имеющей вал с размещенными на нем прокладками и устройство для натяжения провода, при этом перед намоткой соленоида отматывают от катушки провод с длиной, необходимой для намотки плоской спирали, отличающийся тем, что провод для намотки плоской спирали отматывают от катушки на наружную поверхность барабана и через составную прокладку с криволинейными поверхностями обеспечивают плавный переход провода на вал оснастки, причем намотку многослойного соленоида, пропитку связующим диэлектрическим составом с последующей полимеризацией осуществляют отдельно для каждого слоя, затем с барабана провод перематывают на катушку с проводом, удаляют составную прокладку и осуществляют намотку плоской спирали на станке через регулируемое натяжное устройство.
2. Способ намотки соленоида сильного магнитного поля по п.1, отличающийся тем, что криволинейную поверхность составной прокладки, обеспечивающей плавный переход провода с барабана на вал, выполняют в виде архимедовой спирали между точками касательной к поверхности барабана и касательной к поверхности оси вала, на которую наматывают многослойный соленоид.
| СОЛЕНОИД | 1972 |
|
SU423183A1 |
| Способ изготовления обмотки соленоида сложного профиля | 1982 |
|
SU1071148A1 |
| Способ изготовления сверхпроводящего соленоида | 1981 |
|
SU1039403A1 |
| Способ изготовления многослойной высоковольтной обмотки с коническими слоями | 1977 |
|
SU657471A1 |
| СИСТЕМА И СПОСОБ УПРАВЛЕНИЯ РАСПРЕДЕЛЕНИЕМ МАТЕРИАЛА НА ОСНОВЕ ПРОГНОЗИРОВАНИЯ ТОЛЩИНЫ СЛОЯ МАТЕРИАЛА | 2021 |
|
RU2812444C1 |
| ЛАГУТИН А.С | |||
| и др | |||
| Сильные импульсные магнитные поля в физическом эксперименте | |||
| - М.: Энергоатомиздат, 1988, с.49 рис.2.29. | |||

