Изобретение относится к пайке, в частности к устройствам для лужения печатных плат, и может быть использовано при изготовлении различных устройств с применением печатного монтажа.
Известно устройство для лужения плоских изделий, содержащее ванну с припоем, установленный в ней несущий валик, полый цилиндр с окнами и верхний прижимной валик fl 1.
Однако это устройство характеризуется недостаточными толщиной слоя покрытия и прогревом облуживаемой платы лишь одним лудильным валиком, неглубоко погруженным в припой.
Наиболее близким к предлагаемому по технической сути и достигаемому эффекту является устройство для лужения и оплавления печатных плат, содержащее корпус, в котором размещена ванна с припоем, прижимной и лудильный валики, установленные во втулках, смонтированных в щеках, и нагреватели 2.
Недостатками устройства являются Необходимость частой и тонкой регулировки силы прижима печатной платы прижимными валиками посредством винтов и пружин при лужении плат разрой толщины основы и разной толщины медной фольги, так как согласно ГОСТу толщина печатных плат имеет допуск + 10%; наличие случаев некачественного лужения или отслаивания фольги от основы платы при неточном подборе усилия прижима; необходимость в применении механизм снятия излишков припоя в виде плоских ракелей, размещенных в дополнительной ванне с защитной жидкостью.
Цель изобретения - повышение качества покрытия за счет равномерног прижима облуживйемой; платы лудильным валиком.
Поставленная цель достигается тем, что устройство для лужения печатных плат, содержащее корпус, в котором размещена ванна с припоем, прижимной и лудильный валики, установленные .во втулках, смонтированных в щеках, и нагреватели, снабжено связывающими щеки стяжками, установленными в вертикальных пазах корпуса, а лудильный валик выполнен из материала с плотностью, меньшей плотности припоя.
Выполнение нагревателя припоя в виде галогенных ламп инфракрасного излучения, например, КГ-220-1000, вмонтированных в проходящие сквозь ванну с припоем трубы, обеспечивает эффективный нагрев.
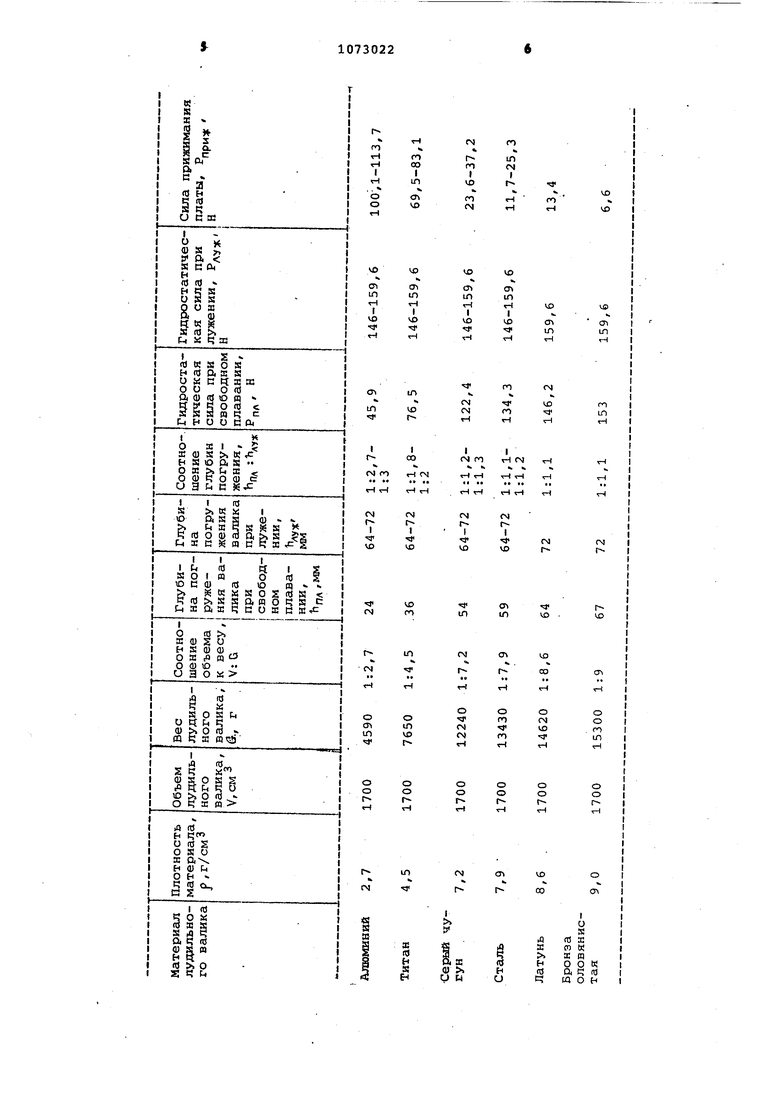
Согласно экспериментальным исследованиям и расчетам составлена табЛ;ица зависимости силыприжима печатной платы при лужений от материала лудильного валика, соотношения его
объема к весу и глубине погружения при состоянии свободного плавления и в процессе лужения.
Исходные данные при составлении таблицы: диаметр лудильного валика Р 80 мм, длина лудильного валика L 350 мм, платность припоя - сплава Розе р 9,9 г/см.
Лудильный валик может быть выполнен из следующих материалов: алюминия, титана, серого чугуна, стали, латуни и бронзы оловянистой.
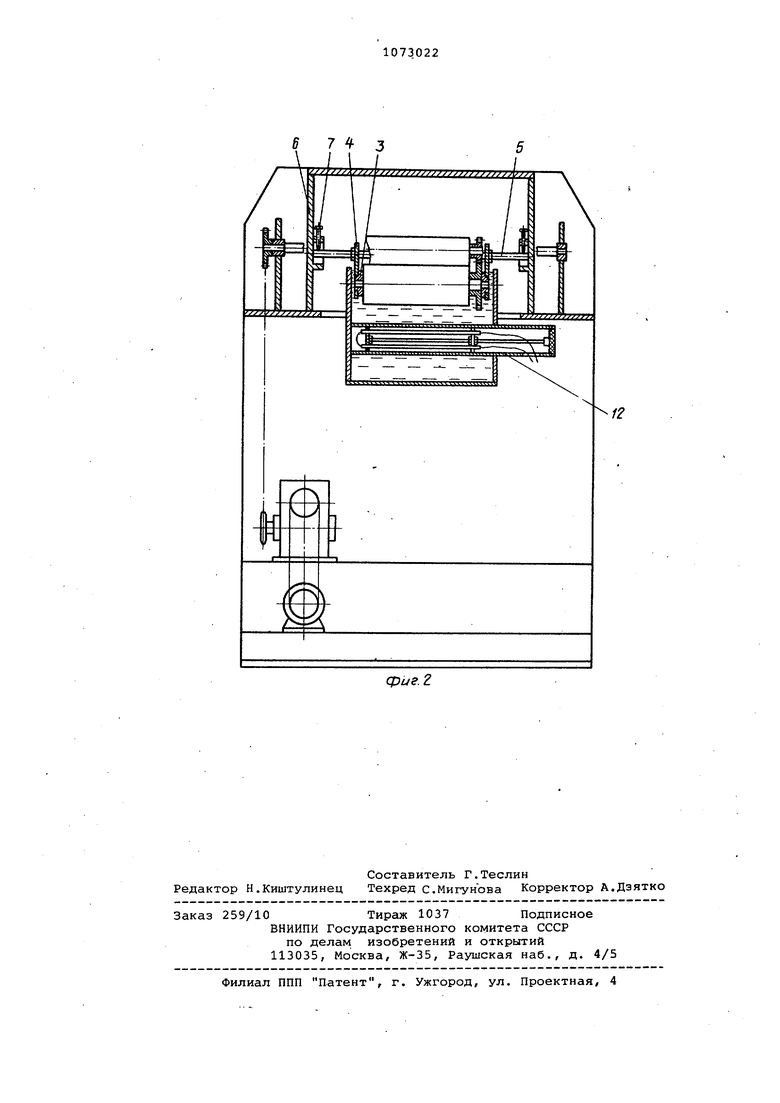
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, разрез по оси валиков.
Устройство содержит ванну 1 с припоем и защитной жидкостью, в которую погружена группа лудильных валиков 2 на глубину 0,8-0,9 своего диаметра. Концы их вставлены во втулки 3, смонтированные в щеках 4. Щеки связаны между собой стяжками 5, вставленными в вертикальные пазы корпуса б. Для ограничения перемещения лу- . дильных валиков по высоте предусмотрены винты 7. Транспортирующие валики 8 , связанные цепной передачей 9 с приводным механизмом 10, лудильные валики 2 и прижимные валики 11 образуют горизонтальный канал для прохода печатных плат.
Для разогрева припоя в проходящие сквозь ванну трубы 12, вмонтированы нагреватели 13 в виде ламп инфракраснЬго излучения.
Устройство работает следующим образом.
Печатную плату пропускают между вращающимися транспортирующими 8, прижимными 11 и лудильными 2 валиками. При вращении по ходу движения платы лудильные валики набирают припой на свою поверхность и наносят ег на активированные участки фольги. Лудильные валики 2 посредством стабильной гидростатической силы расплавленного припоя равномерно прижимают плату к прижимным валикам 11 и тем самым наносят на плату равномерный слой покрытия одинаковой толщины. Проходя через группу лудильных валиков, плата успевает полностью и хорошо прогреться и набрать на себя качественный, гладкий и плотный Слой припоя требуемой толщины и заодно пройти процесс оплавления защитной жидкостью, например глицерином. При этом припой многократно раскатывается по плате и многократно оплавляется. Погружение лудильных валиков в припой на большую глубину - 0,8-0,9 своего диаметра, позволяет избежать перег1 ева припоя, так как происходит выравнивание температуры на поверхности лудильного валика и припоя
Таким образом, использование стабильной равномерно распределенной гидростатической силы расплавленного припоя обеспечивает постоянный избирательный прижим при лужении независимо от кривизны платы,|тоявйны основы и толщины медной фольги.
Использование в конструкции устройства группы плавающих в припое лудильных валиков позволяет более полно прогреть облуживаемую плату и тем самым облуживать платы больших размеров с большой плотностью контактных площадок, получить ровную, гладкую и плотную поверхность без наплывов, т.е. облуживать платы без дополнительной операции - снтия излишков припоя.
Использование ламп инфракрасного излучения, вмонтированных в проходящие сквозь ванну с припоем трубы, для нагрева припоя позволяет 94-96% мощности использовать непосредственно на обогрев и избежать потерь тепла.
Устройство для лужения печатных плат позволяет по сравнению с базовым объектом, в качестве которого принят прототип, повысить качество покрытия за счет многократного раскатывания припоя группой лудильных валиков, обеспечивающих стабильный равномерно распределенный прижим при лужении.
CN
ъ
1 n I
in
CN
Ю
Ю
fO (N
ГО
i)
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для лужения и оплавлевания печатных плат | 1977 |
|
SU746971A1 |
| Устройство для лужения выводов радиоэлементов | 1990 |
|
SU1787717A1 |
| Устройство для лужения деталей из алюминиевых сплавов | 1973 |
|
SU481378A1 |
| Способ удаления окисной пленки с поверхности металлических изделий и устройство для его осуществления | 1961 |
|
SU150731A1 |
| Устройство для лужения и пайки | 1987 |
|
SU1489930A1 |
| Устройство для горячего лужения печатных плат | 1973 |
|
SU479575A1 |
| Способ лужения | 1982 |
|
SU1016097A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЭЛЕМЕНТОВ НА ПЕЧАТНОЙ ПЛАТЕ ПОД ПАЙКУ | 1993 |
|
RU2086369C1 |
| Способ лужения выводов радиоэлементов | 1987 |
|
SU1666277A1 |
| Устройство для бесфлюсового лужения | 1988 |
|
SU1569128A1 |
УСТРОЙСТВО ДЛЯ ЛУЖЕНИЯ ПЕЧАТНЫХ ПЛАТ, содержащее корпус, в котором размещена ванна с припоем, прижимной и лудильный валики, установленные во втулках, смонтированных в щеках, и нагреватели, отличающееся тем, что, с целью повышения качества покрытия за счет равномерного прижима облуживаемой платы лудильным валиком, устройство снабжено связывающими щеки стяжками, установленными в вертикальных пазах корпуса, а лудильный валик выполнен из материала с плотностью, меньшей плотности припоя. (Л с: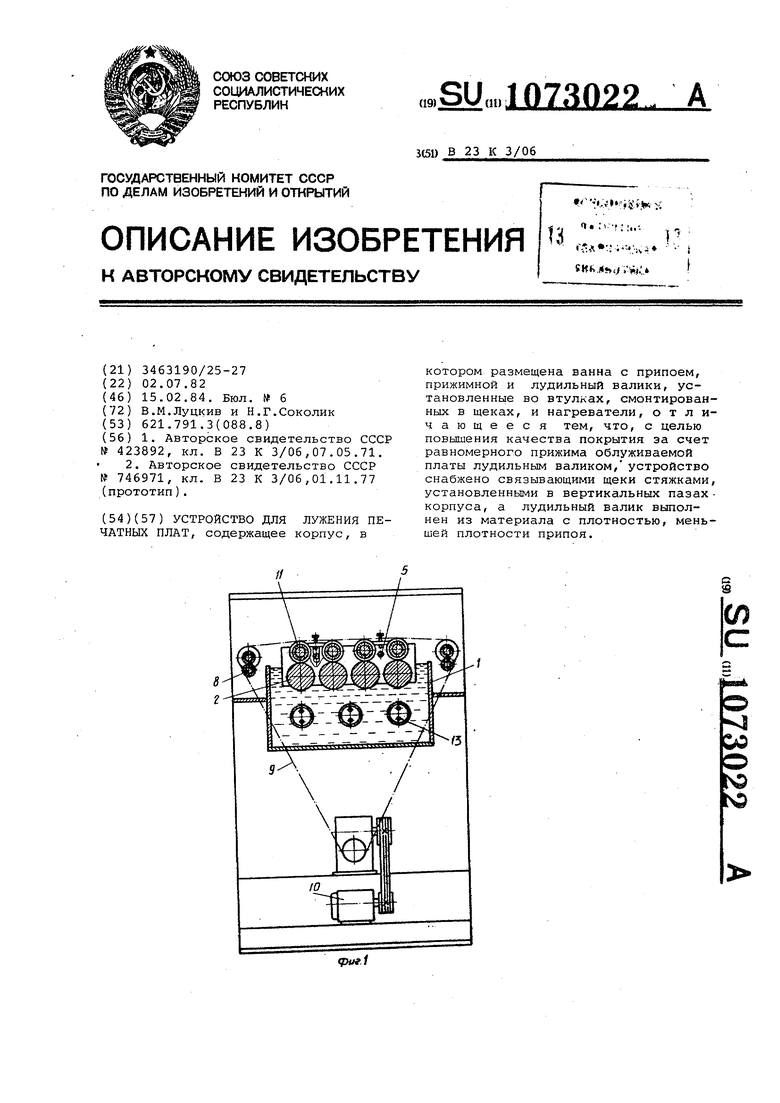
VO
vo
(Л 1Л
en
1Л
I
I
us
.o «
o
Ol
CTl 1Я
4 1Л
ГО
6
фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ЛУЖЕНИЯ ПЛОСКИХ ИЗДЕЛИИ | 1971 |
|
SU423892A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для лужения и оплавлевания печатных плат | 1977 |
|
SU746971A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
