1
Изобретение касается пайки.
Известно устройство для абразивного лужения деталей из алюминиевых сплавов, содержащее фрезерный станок, нагревательную печь с системой крепления деталей и лудильную головку, представляющую собой вращающийся диск, спресованный из смеси асбеста с припоем.
Целью изобретения . яв.г1яется повышение производительности и качества лужения.
Для этого лудильная головка установ/лена о возможностью вращения в горизонтальной плоскости и снабжена металлической сеткой, служащей абразивом при лужении, а система закрепления деталей на поду печи выполнена в виде эксцентриковых прижимов.I
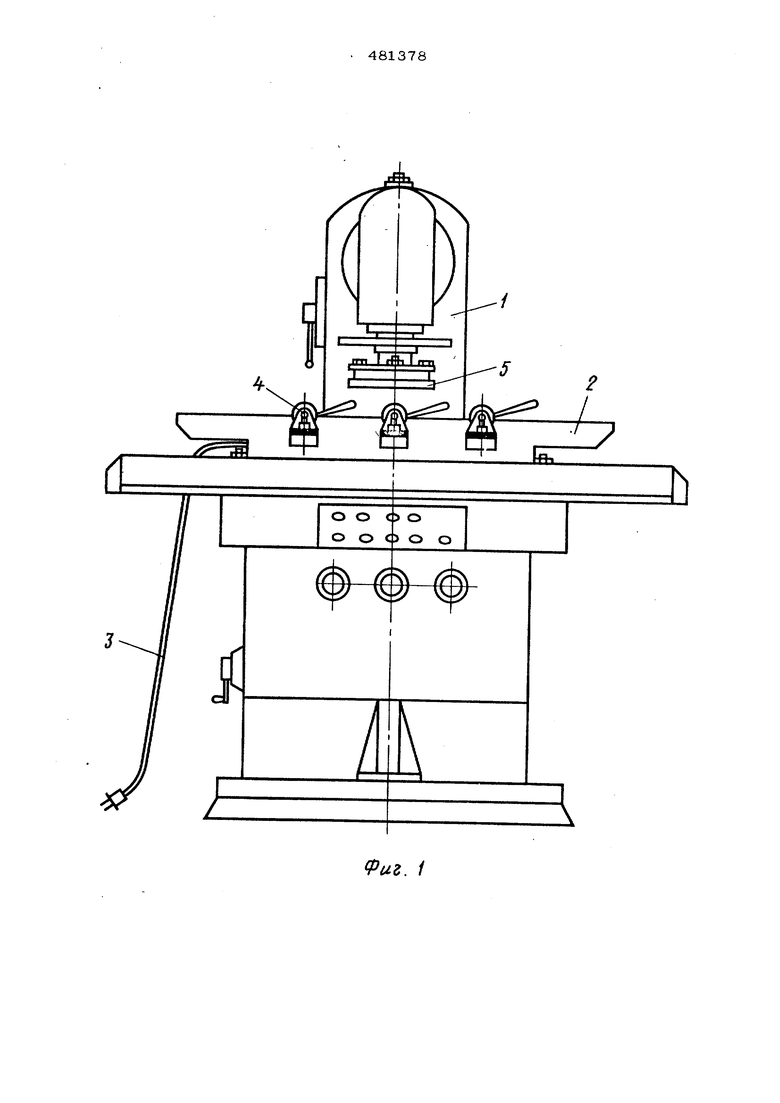
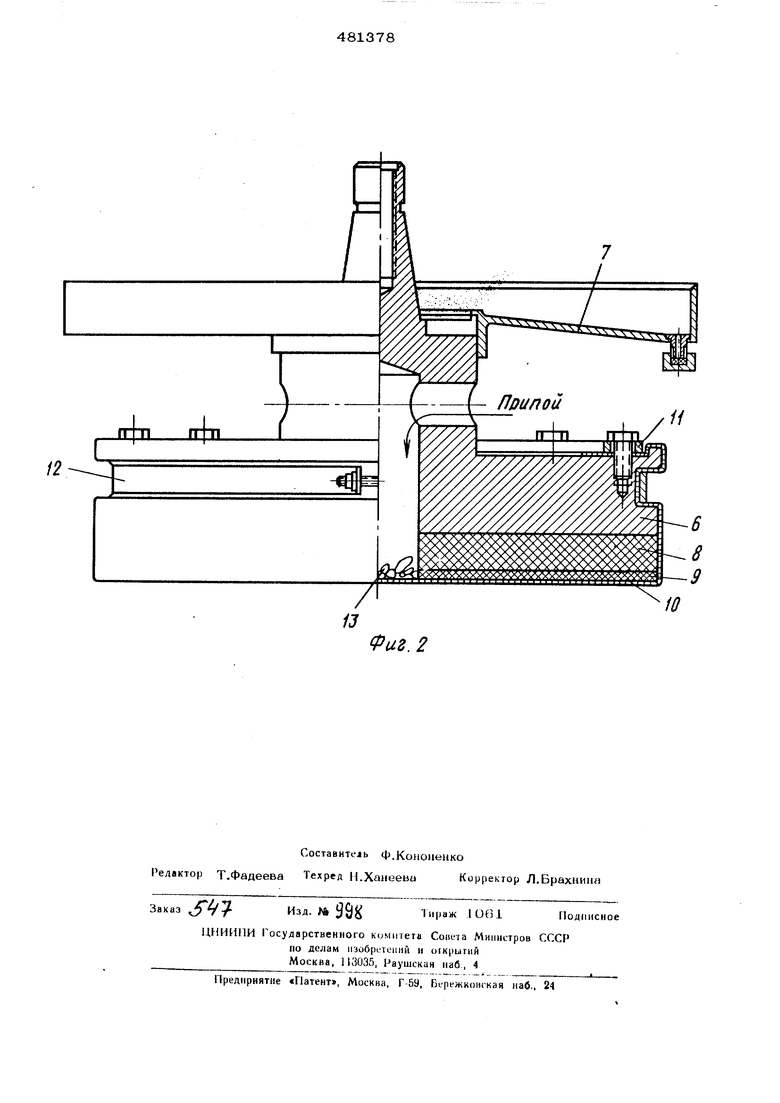
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - лудильная головка.
Устройство представляет собой съемные приспособления к вертикально-фрезерному станку 1 (см, фиг. 1), используемом в качестве привода. К столу станка крепится нагревательная печь 2, представ- J
1шющая собой металлический корпус, в котором размещены электронагреватели соединенные с источником тока гибким проводом 3. Печь снабжена шестью эксцентриковыми ррижимами 4, предназначенными для плотного поджатия облуживаемых деталей к поду печи.
В шпиндель стацка вставляется и крепится лудильная гпловка 5, представляющая собой металлический корпус 6, крепящийся к шпинделю станка с помощью конуса, состоящая из поддона 7, предотвращающего попадание машинного масла со шпинделя станка на облуживаемую поверхность листа, резиновой прокладки 8 играющей роль демпфера, слоя асбеста 9, предназначенного для изоляции прокладки 8 от воздействия тепла, и металлической сетки Ю, служащей абразив;:ным материалом. Сетка 10 крепится к корпусу б с помощью кольца 11, а натяжение ее регулируется хомутом 12. В корпусе 6 имеется одно вертикальное и два горизонтальных отверстия для подачи в головку припоя 13. Устройство для лужения работает следующим образом. Деталь, подлежащая обслуживанию, подается на печь 2 1см. фиг. 1) и прижимается эксцентриковыми прижимами 4 к поду. Закрепленная на поду деталь нагревается до температуры на 20-5О С выше температуры плавления применяемого припоя, например П20ОА, Затем сто станка перемещается в вертикальном нап- равЛенин и, лудильная головка 5 прижимается к обслуживаемой дез5али. При соприкосновении головки с разогретой поверхностью детали припой 13, помешенный внутри головки, плавится. Момент расплав ления контролируется щупом через загру- , зочные Отверстия в головке. Послед расплавления припоя включается продольная подача стола и одновременно вращени головки. Расплавленный припой 13 вытек а ет через ячейки сетки 10 w обслуживает зачищенные сеткой места. Лист обслуживается за один проход. По окончании лужения включается подача стола вниз. Затем освобождаются эксцентриковые прижимы и облужен- 5 ная деталь снимается с пода печи. Толщину слоя полудм можно регулировать количеством загружаемого в головку припоя и величиной удельного давления головки на поверхность листа. Очтимальное удельное давление головки на обл ивае- мую поверхность О,О5-0,1 кг/см . Число оборотов лудильной головки - 8О-12О в 1 мин, скорость подачи - 1ООО мм/мин. На лужение одной стороны листа из сплава АМГ2 или АМЦ размерами бООхЗОО мм и толщиной 2 мм требуется ЗО сек. Предмет изобретения Устройство для лужения деталей из алюминиевых снлавов, содержащее фрезерный станок, нагревательную печь и лудильную головку, отличающееся тем, что, с целью повыщения производительност и качества абразивного лужения, лудильная головка установлена с возможЕ{Остью вращения в горизонтальной плоскости и снабжена металлической сеткой, служащей абразивом при лужении.
fpub. 1
i2
/
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ удаления окисной пленки с поверхности металлических изделий и устройство для его осуществления | 1961 |
|
SU150731A1 |
| Ванна для лужения | 1986 |
|
SU1409422A1 |
| Способ пайки некапиллярных соединений | 1986 |
|
SU1362579A1 |
| Устройство для лужения выводов радиоэлементов | 1990 |
|
SU1787717A1 |
| Способ лужения | 1982 |
|
SU1016097A1 |
| Устройство для пайки и лужения | 1979 |
|
SU963748A1 |
| Способ комбинированной стыковой сварки трением с перемешиванием деталей из алюминиевого сплава АМг6 | 2024 |
|
RU2837694C1 |
| Устройство для нанесения покрытий | 1977 |
|
SU729276A1 |
| Способ облуживания деталей из алюминиевых сплавов | 1976 |
|
SU608623A1 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2022734C1 |