эо о эо
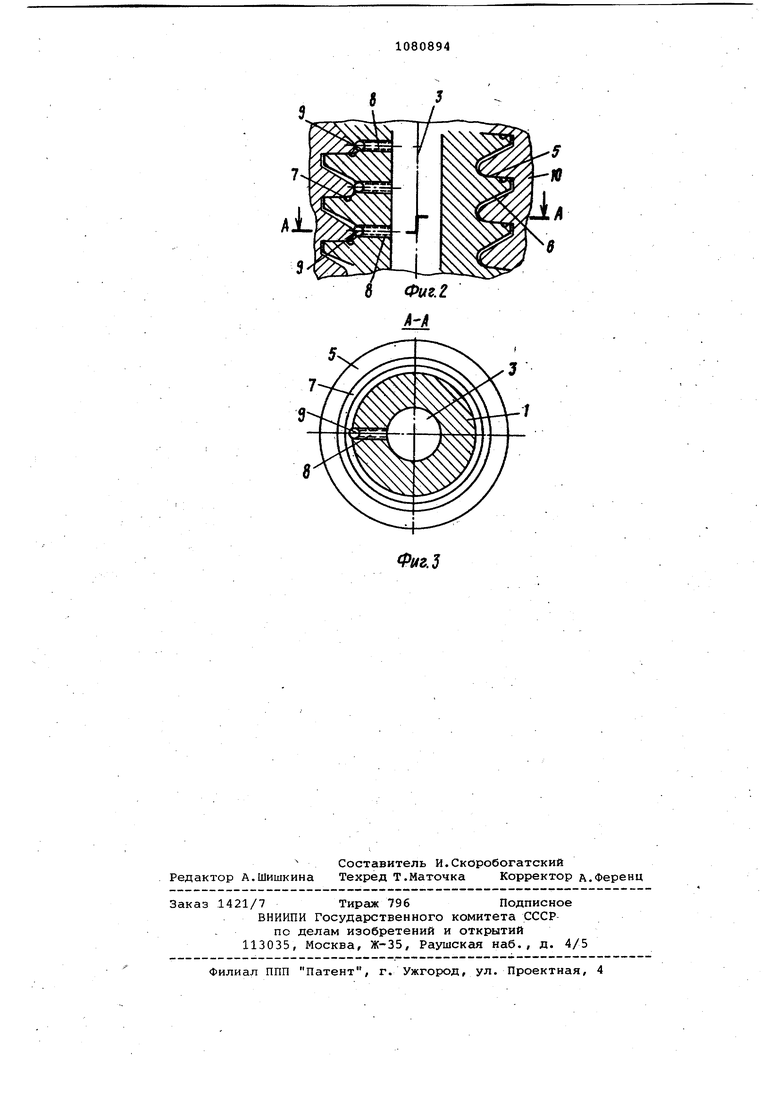
:0 . Изобретениэ относится к прокатному оборудованию, преимущественно к нажимным механизмам с электромех ническим приводом, применяемым на обжимных прокатных станах. Известен нажимной винт прокатно го стана, в котором смазка трущихс поверхностей пары нажимной -виНтгайки осуществляется подводом мАсл через специальную систему отверстий в гайке нажимного механизма Щ . Основной недостаток этого технического решения состоит в том, что смазка выжимается с контактирующих поверхностей резьбой винта и гайки вследствие чего качество смазывания трущихся поверхностей существенно снижается до появления в контакте сухого трения, в результате происходят оплавление бронзы -материала гайки и образование сетки трещин разгара на резьбе винта. Наиболее близким к изобретению по технической сущности является нажимной винт прокатного стана, содержащий осевой канал и боковые отверстия, соединяющие канал с внут ренней поверхностью резьбы. Канал выполнен на максимальную глубину до начала резьбы на винте, т.е. в хвостовой его части. Смазку подают сверху в осевой канал винта и че рез боковые отверстия к трущейся по верхности пары хвостовик нажимного винта - ступица шестерни, затем смазка из редуктора нажимного механизма самотеком поступает к трущи ся поверхностям пары нажимной винтгайка 2j . Однако с трущихся поверхностей резьбы пары нажимной винт-гайка выжимается смазка, что вызывает появление эффектов сухого трения, при этом отмечаются большие неуправляемые потери дорогостоящего масла, приводящие к загрязнению оборудования и ухудшению условий его обслужи вания . Целью изобретения является улучшение условий смазки пары винт-гайка, повышение их стойкости и снижение расхода смазки. Поставленная цель достигается тем, что в нажимном винте прокатно го стана,, содержащем осевой канал и боковые отверстия, соединяющие его с внутренней поверхностью резьбы ви та, рабочая поверхность резьбы винт снабжена эксцентричной относительно оси ,винта канавкой, а боковые отвер тия выполнены На участках наименьше го расстояния .канавки от оси винта. Кроме того, боковые отверстия ви ,та снабжены клапанами. На фиг. 1 показан нажимной винт, общий вид; на фиг. 2 - участок резьбы винта, общий вид; на фиг. 3 разрез А-А на фиг. 2. Нажимной винт 1 прокатного стана снабжен резьбой 2 и выполнен со сквозным осевым каналом 3, который со стороны контакта с подпятником закрыт пробкой 4. Резьба 2 характеризуется рабочей 5 и нерабочей б поверхностями. На рабочей поверхности 5 резьбы выполнена канавка 7, расположенная эксцентрично относительно оси винта 1. На участках наименьшего расстояния между канавкой 7 и осью нажимного винта внутренняя поверхность резьбы винта и его осевой канал 3 соединены боковыми отверстиями 8, в каждом из которых установлен клапан с подпружиненным шариком 9. Боковые отверстия 8 по длине резьбы 2 винта выполнены на расстоянии друг от друга, равном шагу резьбы или кратном ему. Предложенный нажимной винт работает следующим образом. В осевой канал 3 нажимного винта непрерывно подают жидкое масло под давлением или в виде газомасляной эмульсии, заполняя им этот канал ПО меньшей мере на высоту резьбы 2. Пробка 4 предотвращает истечение масла. Масло на выходе из боковых отверстий 8 поступает в канавку 7. Благодаря эксцентричному расположению канавки 7 под действием центробежных сил, обусловленных быстрым вращением винта, масло растекается по канавке 7 к дальним от оси винта ее участкам,Глубина канавки 7 служит дополнительным фактором регу- . лирования расхода смазки. После выхода резьбы 2 винта из контакта с гайкой 10, что соответствует переходу от максимальных обжатий к наименьшим при деформации следующего слитка, шарики 9 клапана отжимаются в исходное положение, и истечение масла из отверстия прекращается. Применение предложенного нажимного винта позволяет получить экономию смазочных материалов благодаря их подаче только на участках трущихся поверхностей винтовой пары и повысить эксплуатационную стойкость последней. Испытание предложенного устройства в течение квартала позволило получить в сравнении с известным устройством экономию одного нажимного винта ценой 4664,2 руб. и смазки ИП-11,5 т по цене одной тонны 240 руб. Кроме того, уменьшилось загрязнение прокатной клети, улучшилось ее обслуживание.
Фиг.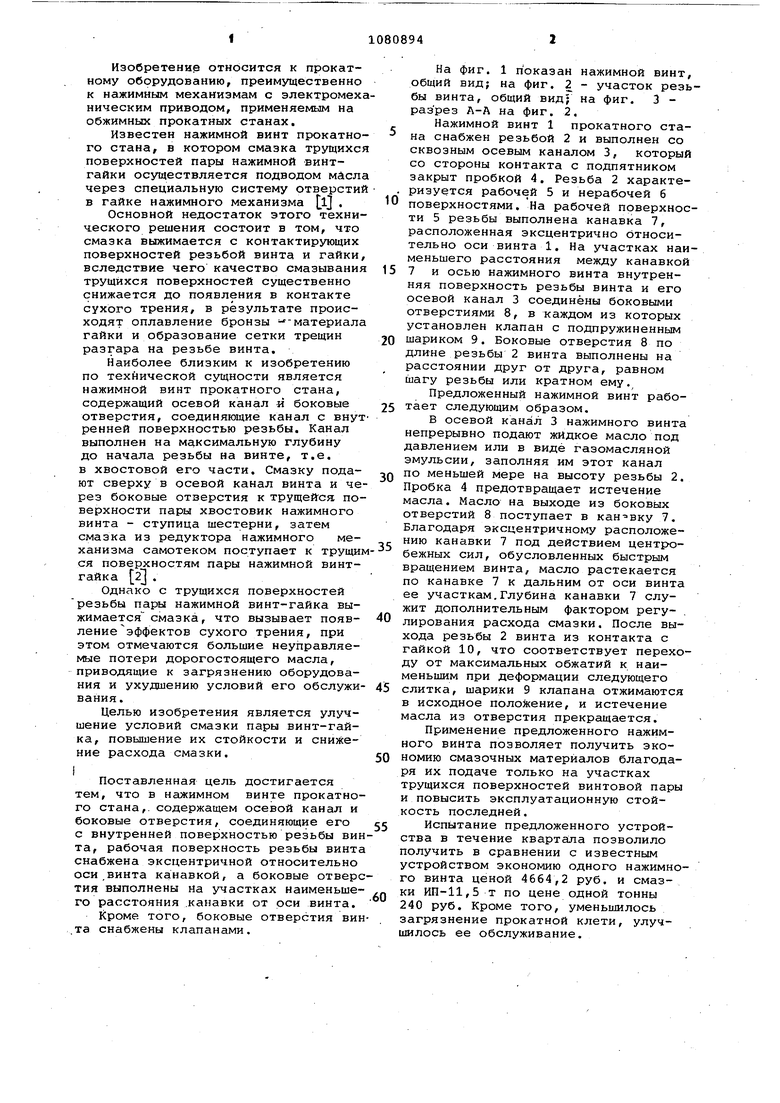
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИНТОВАЯ ПАРА ОБЖИМНОГО ПРОКАТНОГО СТАНА | 1999 |
|
RU2182051C2 |
| Винтовая пара нажимного устройства прокатного преимущественно,обжимного стана | 1977 |
|
SU660741A1 |
| ОПОРА НАЖИМНОГО ВИНТА ПРОКАТНОГО СТАНА | 1999 |
|
RU2162382C2 |
| ВИНТОВАЯ ПАРА НАЖИМНОГО УСТРОЙСТВА ПРОКАТНОГО, ПРЕИМУЩЕСТВЕННО ОБЖИМНОГО, СТАНА | 1973 |
|
SU382443A1 |
| ВИНТОВАЯ ПАРА ОБЖИМНОГО ПРОКАТНОГО СТАНА | 2001 |
|
RU2198045C1 |
| Винтовая пара нажимного устройства прокатного стана | 1978 |
|
SU749475A1 |
| ОПОРА НАЖИМНОГО ВИНТА ПРОКАТНОГО СТАНА | 1996 |
|
RU2094144C1 |
| СТОПОРНОЕ УСТРОЙСТВО ДЛЯ НАЖИМНОГО ВИНТА ОБЖИМНОГО СТАНА | 1999 |
|
RU2166392C2 |
| Винтовая пара нажимного устройствапРОКАТНОгО CTAHA | 1979 |
|
SU812364A1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2013 |
|
RU2539672C2 |
1. НАЖИМНОЙ ВИНТ ПРОКАТНОГО СТАНА, содержащий осевой канал и боковые отверстия, соединяющие канал с внутренней поверхностью резьбы, отличающийся тем, что, с целью улучшения условий смазки пары винт-гайка и повышении их стойкости, рабочая поверхность резьбы винта снабжена эксцентричной относительно оси винта канавкой, а боковые отверстия выполнены на участках наименьшего расстояния канавки от оси винта. .2. Винт по п. отличающ и и с я тем, что, с целью снижения расхода смазки, боковые отверс- р тия снабжены клапанами.$
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Королев А.А | |||
| Механическое оборудование прокатных цехов | |||
| М., МеталлуЕ гия, 1965, с | |||
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Правила технической эксплуатации механического оборудования слябингов | |||
| М., Металлургия, 1971, с | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
