Изобретение может быть использовано в машиностроительной и металлургической промышленности при изготовлении и эксплуатации тяжелых прокатных станов.
Известна винтовая пара обжимного прокатного стана, принятая за прототип, содержащая полый винт с пятой, имеющей сферическую форму и диаметр, больший диаметра винта. Под резьбой на винте установлено срезное предохранительное кольцо от выскакивания винта из гайки вверх. После освобождения винта от заклинивания в гайке на винт снова при помощи сварки устанавливается новое кольцо из 2 половин. Гайка нажимного винта выполнена из бронзы цилиндрической формы с плоским торцом, составной с кожухом из чугуна. Резьба нажимного винта и гайки выполнена упорной одно- или двухзаходной с увеличенным зазором до 2-4,5 мм по центрирующим винт поверхностям гайки [1].
Винтовая пара смазывается жидким маслом, подвод масла самотеком или под небольшим давлением во впадины витков резьбы гайки. Гайка охлаждается водой. Для предотвращения поворачивания в расточке станины гайку крепят снизу при помощи съемных торцевых планок болтами.
Недостатки приведенного устройства:
- сферическая пята винта сложна в изготовлении, плохо cмазывается, быстро изнашивается и теряет тормозящее действие на отжим винта;
- срезное предохранительное кольцо при аварийном подъеме и заклинивании винта в гайке требует много времени на растормаживание винта из-за срезания кольца, удаления обрезков, очистки винта и установки нового кольца из двух половин, соединяемых сваркой;
- при цилиндрической бронзовой части гайки распределение нагрузки на витки по высоте гайки от витков винта неравномерное, на нижние витки нагрузка больше, гайка изнашивается неравномерно и ускоренно [2];
- жесткий чугунный кожух ограничивает работу тела гайки, не дает бронзовой части гайки свободно сжиматься и разжиматься под действием высокого усилия прокатки, это часто приводит к трещинам в кожухе гайки;
- используется упорная стандартная резьба, при которой УЗТМ несколько раз пытался осуществить точную центровку винта в гайке по наружным или внутренним цилиндрическим поверхностям витков гайки, но винт всегда заклинивало;
- причиной заклинивания винта в гайке в предпринимаемых попытках центрирования винта являлась неправильная конструкция витков в винтовом соединении гайки с винтом, в которой не учитывалась работа витков резьбы винте и гайки в моменты задачи полосы в валки. Большое усилие прокатки, почти ударно, спиралью рабочей поверхности стального витка винта, в эти моменты бьет по бронзовой спиральной рабочей поверхности витка гайки и разбивает ее. На внутреннем и наружном диаметре витков гайки образуются наплывы в сторону центрируемых поверхностей винта, а зазоры между центрирующими и центрируемыми поверхностями витков резьбы винта и гайки принимались минимальными (посадка А3/С3), и спиральные наплывы на витках гайки заклинивали винт. Позже, чтобы избежать заклинивания винта в гайке, в конструкции резьбы винтовой пары допускаемые зазоры были увеличены до 2-4,5 мм, что сделало центрирование винта в гайке очень неточным и привело к снижению стойкости винтовой пары;
- смазка винтовой пары через впадины витков на нерабочую поверхность витков гайки не регулируется в зависимости от режимов работы винта, не организована для строгого попадания смазки в зоны трения витков винтовой пары, витки греются и быстро изнашиваются, а удаленное от зон нагрева витков водяное охлаждение гайки малоэффективно; плоский торец гайки и жесткое ее крепление в гнездо станины клети съемными торцевыми планками и болтами делают ее неподвижной и плохо центрируемый винт разбивает витки и крепление гайки.
Задачей, на решение которой направлено изобретение, является создание комплексной винтовой пары обжимного прокатного стана, в которой значительно увеличена стойкость деталей винтовой пары и опоры нажимного винта, их долговременный равномерный износ при рационально организованной смазке в зависимости от режимов работы винта и исключение возникновения отжима винта.
Поставленная задача достигается за счет того, что предложенная винтовая пара обжимного прокатного стана, содержащая винт с головкой, гайку и предохранительное кольцо, при этом винт выполнен полым с пятой, диаметр которой больше диаметра винта, гайка выполнена составной с кожухом с возможностью закрепления в расточке станины посредством съемных торцевых планок и болтов, причем в гайке выполнены два вертикальных коллекторных подвода для масла, сообщающиеся короткими каналами с каждым витком резьбы гайки, отличающаяся тем, что пята винта выполнена плоской, в головке винта выполнена накопительная емкость для масла, предохранительное кольцо выполнено в виде воронки для сбора масла, смонтированной на бурте винта под резьбой, и подвижного стального кольца, размещенного над воронкой в расточке торца верхнего звена телескопического кожуха, при этом из воронки в полость винта выполнены наклонные сквозные отверстия, поверхность подвижного стального кольца, обращенная к винту, выполнена конусной, внутренний диаметр подвижного кольца равен внутреннему диаметру воронки, гайка имеет бронзовой торец в виде обратного конуса и выполнена составной со стальным кожухом, состоящим из верхнего кольца с опорным диском, прикрывающим бронзовый торец гайки, и нижнего кольца с мембраной, соединенных при помощи сварки обечайкой, крепление гайки в станине болтами выполнено мягким через спиральные пружины и приваренные к нижнему кольцу кожуха гайки торцевые планки, на нижнем торце гайки выполнена кольцевая канавка с конусной поверхностью для вхождения подвижного кольца в верхнем положении винта при его аварийном заклинивании в гайке, под фланцем верхнего звена телескопического кожуха винта выполнены наклонные сквозные отверстия с резьбой, закрытые пробками, оси отверстий направлены в нижнюю часть подвижного кольца в случае его посадки на конусную поверхность кольцевой канавки, между торцом расточки в станине и гайкой размещено бронзовое опорное кольцо с наружным диаметром, равным диаметру расточки, поверхность контакта между опорным кольцом и гайкой выполнена сферической, а наружные диаметры верхнего и нижнего колец кожуха гайки выполнены меньшими, чем диаметр расточки в станине, резьба винтовой пары выполнена упорной, однозаходной, с углом подъема винтовой линии, равным 2o18', при этом выполнено точное центрирование винта в гайке по внутренней цилиндрической поверхности по скользящей посадке А3/С3 и по наружной поверхности с зазором в 1 мм, профиль витков резьбы винтовой пары выполнен специальным с равнопрочными витками, со скругленной вершиной витков на рабочей поверхности витков винта и увеличенной галтелью у основания витков резьбы гайки, с углом наклона к горизонтальной оси витка рабочей поверхности витков 0,5o и углом наклона нерабочей поверхности витков к горизонтальной оси витка, составляющими 25o, для обеспечения смазки винтовой пары выполнены вертикальные коллекторные подвода масла в гайку, соединенные сквозными горизонтальными каналами в каждом витке с верхней частью вертикальных смазочных канавок, выполненных на центрирующей винт цилиндрической поверхности внутреннего диаметра гайки, сверху перекрытых перемычкой, а снизу сообщающихся со спиральной канавкой, выполненной на рабочей поверхности витков резьбы винта у его цилиндрической поверхности внутреннего диаметра, с отходящими от нее симметрично расположенными на каждом витке резьбы винта радиальными смазочными канавками, переходящими в вертикальные смазочные канавки на наружной цилиндрической поверхности витков резьбы винта, в теле винта на каждом витке резьбы от спиральной канавки к внутренней полости винта выполнены наклонные сквозные и глухие отверстия, в теле гайки выполнено четыре сквозных вертикальных коллекторных отвода со сквозными наклонными каналами к этим отводам, выполненными в каждом витке резьбы гайки от нерабочей поверхности у кромки ее пересечения с цилиндрической наружной поверхностью витков резьбы гайки над вертикальными коллекторными отводами в опорном диске верхнего кольца кожуха на цилиндрической поверхности его внутреннего диаметра выполнены выемки, на торце гайки с зазором к этой цилиндрической поверхности опорного диска смонтировано бронзовое маслоотбойное кольцо, выполненное с наружной конусной поверхностью и с резьбой, являющейся продолжением резьбы гайки, гайка выполнена неохлаждаемой.
Существенность признаков заявленного устройства подтверждается тем, что:
1. Выполнение винтовой пары, в которой комплексно и взаимосвязано решены вопросы конструкции винта, предохранительного устройства для быстрого растормаживания винта, гайки конической формы, составной со стальным кожухом, резьбы винтовой пары и системы принудительной автоматической смазки и создающей поступление необходимого количества масла в зоны трения винтовой пары в зависимости от режимов работы винта, обеспечивает высокую стойкость деталей винтовой пары, быстрое действие нажимного устройства и исключение отжима винтов при задаче полосы в валки.
2. Выполнение пяты нажимного винта плоской значительно облегчает ее изготовление. На плоской поверхности пяты выполнены необходимые смазочные канавки и каналы для их переменного снабжения маслом в зависимости от режимов работы винта из емкости для масла в головке винта. Плоская поверхность пяты после закалки ТВЧ легко шлифуется. Эта пята хорошо смазывается маслом, равномерно изнашивается и имеет высокую стойкость.
3. Выполнение предохранительного кольца в виде воронки, закрепленной на бурте под резьбой винта, подвижного стального кольца, размещенного в расточке торца верхнего звена телескопического кожуха винта, и конусной кольцевой канавки на нижнем торце гайки для вхождения и посадки подвижного кольца на конусную поверхность кольцевой канавки, а также выполнение сквозных наклонных отверстий под фланцем верхнего звена телескопического кожуха ускорит растормаживание винта путем нагрева подвижного кольца через эти отверстия пламенем газокислородного резака без опускания первого звена телескопического кожуха и срезания предохранительного кольца.
4. Выполнение бронзовой части гайки в виде обратного конуса значительно выровнило осевые нагрузки на витки по высоте гайки от витков винта при прокатке полосы, а кожух, выполненный с мембраной, не влияет на работу бронзовой части гайки и не разрушается.
5. Выполнение контакта бронзового упорного кольца в расточке станины с гайкой сферическим, выполнение крепления гайки в расточке станины мягким при помощи спиральных пружин и приваренных к нижнему кольцу кожуха гайки торцевых планок болтами и выполнение наружных диаметров верхнего и нижнего колец кожуха гайки меньшими диаметра расточки в станине, при плотной центровке винта в гайке, создало возможность колебания гайки с винтом вокруг центра сферы контакта, ослабило силу ударов витков винта в витки гайки и создало условия для хорошей прирабатаваемости рабочих поверхностей витков гайки и винта друг к другу, стойкость винтовой пары увеличилась, вероятность отжима винта уменьшилась.
6. Выполнение резьбы винтовой пары однозаходной, упорной, с равнопрочными витками и профилем витков, при котором вершины витков резьбы винта скруглены, галтели у основания витков резьбы гайки увеличены, угол наклона к горизонтальной оси витка рабочей поверхности равен 0,5o, а угол наклона нерабочей поверхности равен 25o, позволило усилить витки резьбы винтовой пары, избежать образования трещин снизу основания витков гайки, которые возникали от ударов витков винта в витки гайки при задаче полосы в валки, и увеличить площадь цилиндрической поверхности на внутреннем диаметре гайки, центрирующей винт.
7. Выполнение спиральной канавки на рабочей поверхности витков винта у его внутренней цилиндрической поверхности позволило осуществить центрирование винта в гайке по скользящей посадке А3/С3 без заклинивания винта наплывами бронзы внизу центрирующей винт внутренней поверхности гайки.
8. Выполнение в системе смазки винтовой пары на каждом витке резьбы винта наклонных сквозных и глухих отверстий от спиральной канавки на рабочей поверхности витков резьбы винта к его полости создало возможность, при неподвижном винте, удаления масла от рабочих поверхностей витков резьбы винтовой пары через сквозные наклонные отверстия в полость винта и в глухие наклонные отверстия для накопления масла в каждом витке резьбы винта, а при вращении винта обильное снабжение рабочих поверхностей витков винтовой пары маслом из спиральной канавки, при перекрытых центробежной силой, возникающей в масле при вращении винта, сквозных отверстий и глухих накопительных отверстий. Отвод масла от рабочих поверхностей витков резьбы винтовой пары при задаче полосы в валки увеличил тормозной момент в винтовой паре и уменьшил вероятность отжима винта, а обильная смазка во время вращения винта уменьшила износ витков, их нагрев и позволила исключить охлаждение гайки.
9. Выполнение выемок в опорном диске верхнего кольца гайки и маслоотбойного кольца позволило отвести с верхнего торца гайки стекающее на него сверху масло, подаваемое по кольцевому подводу для смазки поверхностей трения граней хвостовика винта и бронзовых планок в квадратном отверстии колеса редуктора нажимного устройства, и масло, поднимаемое винтом из гайки при его отработках для подъема рабочего винта вверх. Это масло при неподвижном винте постоянно попадает внутрь гайки и уменьшает тормозной момент винтовой пара, препятствующий отжиму винта.
10. Выполнение долговременной точной центровки винта в гайке, хорошая прирабатываемость рабочих поверхностей витков резьбы винтовой пары благодаря созданию возможности колебания гайки с винтом при работе винтовой пары, регулируемая подача масла на поверхности трения витков в зависимости от режимов работы винта и исключение попадания масла внутрь винтовой пары через верхний торец гайки позволило избежать отжим винтов при захвате - задаче полосы в валки даже при увеличении угла подъема винтовой линии резьбы винтовой пары до 2o18' (ОАО "Мечел", Ст. 1250, резьба ВПУП540Х64), что значительно увеличило быстродействие нажимного устройства стана по сравнению с работой нажимного устройства существующих обжимных станов (с резьбой ВУП560Х48).
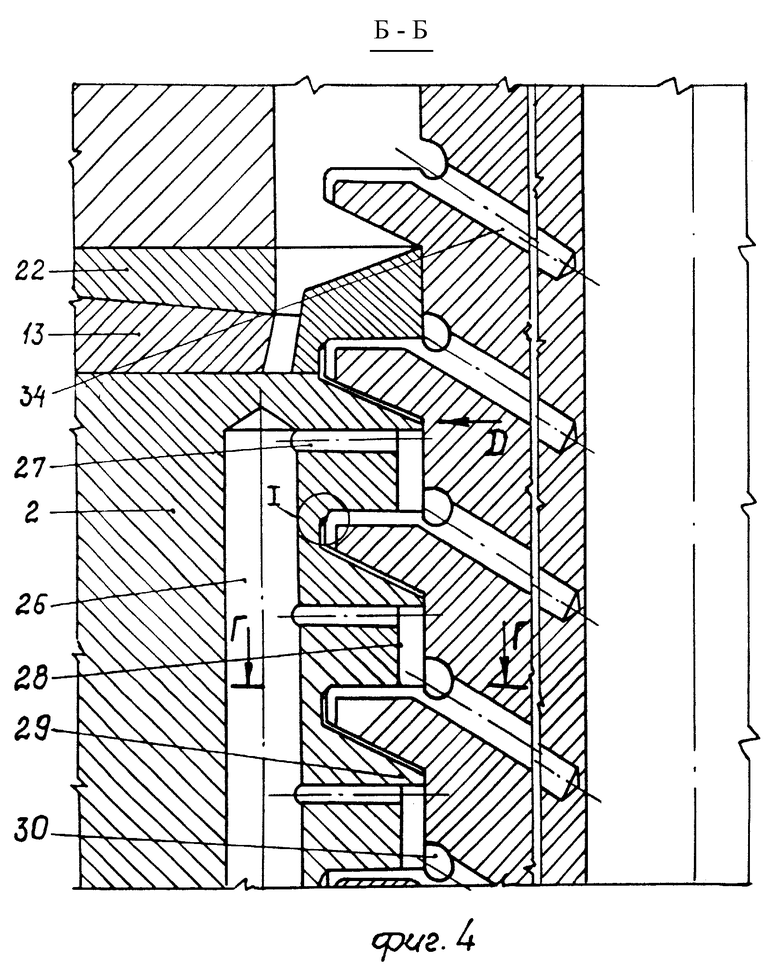
Предлагаемая конструкция винтовой пары изображена на чертежах, где на фиг.1 - общий вид винтовой пары, на фиг.2 - продольный разрез положения подвижного кольца, воронки и кольцевой канавки на нижнем торце гайки при растормаживании нагревом подвижного кольца заклиненного в гайке винта, на фиг.3 - вид по стрелке А на верхний торец гайки, на фиг.4 - сечение Б-Б; на фиг.5 - сечение В-В, на фиг.6 - сечение Г-Г, на фиг.7- продольный разрез вершины витка винта и галтели у основании витка гайки, на фиг.8 - вид по стрелке Д на отверстие и перемычку в верхней части вертикальной смазочной канавки на центрирующей винт цилиндрической поверхности внутреннего диаметра гайки.
Винтовая пара обжимного прокатного стана содержит (фиг.1) полый винт 1 и гайку 2, винт выполнен с плоской пятой 3 и накопительной полостью 4 в головке винта, с предохранительным кольцом в виде воронки 5 сбора масла, со сквозными отверстиями 6 из воронки в полость винта, монтированной на бурте винта и подвижного кольца 7, выполненного стальным, с конусной поверхностью обращенной к винту и внутренним диаметром, равным внутреннему диметру воронки 5, размещенного над воронкой в расточке 8 торца верхнего звена 9 телескопического кожуха винта 1, гайка 2 выполнена с бронзовой частью в виде обратного конуса 10 составной со стальным кожухом 11, состоящая из верхнего кольца 12 с опорным диском 13 и нижнего кольца 14 с мембраной 15, соединенных при помощи сварки обечайкой, крепление гайки в расточке 16 станины клети выполнено мягким через спиральные пружины 17 и приваренные к нижнему кольцу 14 кожуха 11 торцевые планки 18, болтами 19 на нижнем торце гайки. На фиг. 2 выполнена кольцевая канавка 20 с конусной поверхностью для вхождения подвижного кольца 7 в верхнем положении винта 1 при его аварийном заклинивании в гайке 2, под фланцем верхнего звена 9 телескопического кожуха винта выполнены наклонные сквозные отверстия 21 с резьбой, закрытые пробками, оси отверстий направлены в нижнюю часть подвижного кольца 7 в случае его посадки на конусную поверхность кольцевой канавки 20, в расточке 16 станины над гайкой 2 размещено бронзовое опорное кольцо 22. Поверхность контакта 23 между опорным кольцом и гайкой выполнена сферической, а наружные диаметры верхнего и нижнего колец кожуха гайки выполнены меньшими диаметра расточки 16 в станине. Резьба винтовой пары выполнена упорной, однозаходной, с углом подъема винтовой линии, равным 2o18', а также выполнено точное центрирование винта в гайке по внутренней цилиндрической поверхности гайки по скользящей посадке А3/С3 и по наружной поверхности с зазором в 1 мм, профиль витков резьбы винтовой пары выполнен с равнопрочными витками, со скругленной вершиной 24 витков на рабочей поверхности витков винта и увеличенными галтелями 25 у основания витков резьбы гайки, с углом наклона к горизонтальной оси витка рабочей поверхности 0,5o и нерабочей 25o.
В системе смазки винтовой пары выполнены два коллекторных подвода 26 масла в гайку (фиг.3, 4, 6, 8), соединенные сквозными горизонтальными каналами 27 с верхней частью вертикальных смазочных канавок 28, выполненных на центрирующий винт, цилиндрической поверхности внутреннего диаметра гайки 2, сверху перекрытых перемычкой 29, а снизу сообщающихся со спиральной канавкой 30, выполненной на рабочей поверхности винта, с отходящими от нее радиальными смазочными канавками 31, переходящими в вертикальные смазочные канавки 32 на наружной цилиндрической поверхности витков винта, наклонные сквозные 33 и глухие 34 отверстия, выполненные в теле винта 1 на каждом витке от спиральной канавки 30 к его внутренней полости, четыре сквозных, фиг.5, вертикальных отвода 35, выполненных в теле гайки 2 со сквозными наклонными каналами 36 к этим отводам 36, выполненным в каждом витке гайки от нерабочей поверхности у кромки пересечения ее с внутренней цилиндрической поверхностью, выемки 37, выполненные над вертикальными коллекторными отводами 35 в опорном диске 13 верхнего кольца 12 кожуха 11 гайки 2, на цилиндрической поверхности его внутреннего диаметра бронзовое маслоотбойное кольцо 38, смонтированное на торце гайки 2, выполненное с наружной конусной поверхностью и резьбой, являющейся продолжением резьбы гайки, а также выполнен кольцевой подвод 39 масла для смазки зоны трения между гранями хвостовика 40 винта и бронзовыми планками 41 в квадратном отверстии колеса 42 редуктора нажимного устройства стана.
Винтовая пара обжимного прокатного стана работает в зависимости от режимов работа винта:
1-й режим - разгон винта до проектной скорости вращения под действием осевого усилия на пяту винта, равного усилию переуравновешивания валка и подушек клети Рур=80-150 кН.
2-й режим - винт вращается при проектной скорости вращения под действием осевой нагрузки Рур.
3-й режим - торможение скорости вращения винта от проектной до нуля под действием осевой нагрузки Рур.
4-й режим - винт не вращается, выдерживается пауза перед прокаткой полосы, на пяту винта действует спокойное усилие Рур.
5-й режим - задача полосы в валки и прокатка. Винт не вращается, на пяту винта действуют интенсивные горизонтальная сила удара полосы в валки и вертикальное усилие прокатки Рур=6-15 кН. Винт в нажимном устройстве стана бьет и вибрирует.
При 1-м режиме за счет возникшей и быстро возрастающей в масле каналов 34 и 33 винта центробежной силы из глухих накопительных отверстий 34 в резьбе винта масло выбрасывается в спиральную канавку 30 на витке винта, в эту же спиральную канавку, после перекрытия центробежной силой сквозных отверстий 33, начинает поступать масло из гайки через горизонтальные каналы 27 и вертикальные смазочные канавки 28 на центрирующей винт цилиндрической внутренней поверхности резьбы гайки. Из спиральной канавки 30 масло по радиальным смазочным канавкам 31 под давлением центробежной силы быстро поступает и смазывает рабочие поверхности витков винтовой пары, затем попадает в вертикальные смазочные канавки 32 на наружной цилиндрической поверхности витков винта и смазывает вновь образующуюся при вращении винта дополнительную цилиндрическую центрирующую винт поверхность на витках гайки. Таким образом уже в первой половине разгона винта масло поступает вo все зоны трения винтовой пары.
При 2-м режиме во время установившейся скорости вращения винта все поверхности трения витков винтовой пары обильно смазываются маслом, которое одновременно заполняет все зазоры в резьбе винтовой пары и протоком охлаждает витки. Износ и нагрев витков незначителен.
При 3-м режиме скорость вращения винта замедляется, значение центробежной силы в масле уменьшается до нуля, при этом масло из спиральной канавки 30 начинает заполнять глухие накопительные отверстия 34 и уходить в полость винта через наклонные сквозные отверстия 33. К концу торможения винта и в момент его остановки масла из гайки в зоны трения поступает масло, кроме того, благодаря отводам 37 в опорном диске верхнего кольца 13 кожуха 11 гайки и малым зазорам между витком резьбы маслоотбойного кольца 38 и витками винта 1 масла с верхнего торца гайки в эти зоны также поступает незначительное количество. Это суммарное небольшое количество масла легко выдавливается усилием переуравновешивания валка Рур из зазоров между рабочими поверхностями витков резьбы винта и гайки и между ними устанавливается трение, близкое к полусухому.
При 4-м режиме благодаря высокому коэффициенту трения, установившемуся в винтовой паре, при действии спокойного осевого усилия Рур на пяту винта в вистовой паре устанавливается высокий тормозной момент против откручивания винта.
При 5-м режиме от действия горизонтальной силы в пяту винта возникает интенсивное колебательное движение винтовой пары в нажимном устройстве стана, но плотная посадка гайки на винте и возможность качания гайки с винтом препятствуют раскрытию зазоров в резьбе винтовой пары, а высокий тормозной момент препятствует возникновению отжима винтов даже при действии на пяту винта высокого усилия прокатки Рур.
Отвод отработанного масла от поверхностей трения витков винтовой пары осуществляется через наклонные сквозные отверстия 36, четыре вертикальных коллекторных отвода 35 в полость телескопического кожуха винта, сюда же поступает масло через нижний торец гайки из зазоров между витками резьбы винтовой пары. Это масло попадает на подвижное кольцо 7, направляется в воронку 5 и затем через сквозные наклонные отверстия 6 сливается в емкость 4 сбора масла в головке винта для смазки опоры нажимного винта.
В предлагаемом изобретении выполнено предохранительное устройство против аварийного выскакивания винта из гайки вверх, позволяющее быстро растормаживать винт, заклиненный в гайке. Работает это устройство следующим образом. Фиг. 3. При переходе винтом верхнего допустимого положения винт, вращаясь торцом воронки 5 поднимает подвижное кольцо 1 и сажает его на бронзовую конусную поверхность кольцевой канавки 20 на нижнем торце гайки 2. Глубина вхождения кольца 1 в канавку за счет разницы диаметров кольца и канавки выполнена в пределах 0,6-0,7 высоты кольца для обеспечения доступа к нижней части кольца через наклонные сквозные отверстая 21 в верхнем звене 9 телескопического кожуха для его нагрева газокислородным резаком. При нагреве кольца, диаметр его увеличивается и оно с помощью воронки 5 под воздействием сил упругой деформации витков винта и гайки поднимается внутрь канавки на величину увеличения его диаметра при нагреве. Заклинивание винта ослабевает, винт растормаживается, обратным ходом винта кольцо 7 опускается вниз и остывает до своих размеров. После постановки в отверстия верхнего звена 9 телескопического кожуха винта пробок стан готов к работе.
Источники информации
1. Королев А.А. Механическое оборудование цехов черной и цветной металлургии.- М.: Металлургия, 3-е изд. 1976, с.128-140.
2. Ширяев В.Н. Труды 1-й Всезоюзной конференции по расчетам на прочность металлургических машин. СБ N 21. -М.: ВНИИМетМаш, 1969, с.40-50.






Использование: изобретение относится к машиностроительной и металлургической промышленности при изготовлении и эксплуатации тяжелых прокатных станов. Сущность: винтовая пара обжимного прокатного стана включает полый винт и гайку, содержит винт с плоской пятой и накопительной емкостью для масла в головке винта и предохранительным кольцом, смонтированным на бурте винта, в виде воронки для сбора масла с наклонными сквозными отверстиями из воронки в полость винта и подвижного стального кольца с верхней конусной поверхностью, обращенной к винту, и с внутренним диаметром, равным внутреннему диаметру воронки, размещенного над воронкой в расточке торца верхнего звена телескопического кожуха винта. Гайка выполнена с бронзовой частью в виде обратного конуса, составной со стальным кожухом, состоящим из верхнего и нижнего кольца с мембраной, соединенных обечайкой, на нижнем торце гайки выполнена кольцевая канавка с конусной поверхностью для вхождения подвижного кольца в верхнем положении винта при его заклинивании в гайке. Под фланцем верхнего звена выполнены наклонные сквозные отверстия с резьбой, закрытые пробками, через эти отверстия, при заклинивании винта в гайке, пламенем газобензорезного резака нагревается нижняя часть подвижного кольца. Нагретое кольцо силой упругой деформации витков винта и гайки поднимается вверх и происходит растормаживание винта. Благодаря установке между торцом расточки станины и гайкой опорного бронзового кольца со сферической поверхностью гайка с винтом может колебаться в станине и не разрушается от действия в пяту винта большой горизонтальной силы при прокатке полосы. Резьба винтовой пары выполнена с равнопрочными витками, обеспечена точная центровка винта в гайке и охлаждение витков винтовой пары протоком масла. Система смазки винтовой пары обеспечивает обильную смазку зон трения во время вращения винта и удаление смазки при остановке винта, это создает высокую стойкость винтовой пары и образование большого тормозного момента против отвинчивания винта, отжима верхнего валка. Благодаря малому нагреву витков винтовой пары, их охлаждению протоком масла водяное охлаждение гайки не применяется. Стойкость винтовой пары высока, она обеспечивает высокое быстродействие нажимного устройства стана. Отжима винтов не происходит. Изобретение обеспечивает значительное увеличение стойкости деталей винтовой пары, их долговременного равномерного износа при рационально организованной смазке в зависимости от режимов работы винта и исключение возникновения возможности отжима винта. 8 ил.
Винтовая пара обжимного прокатного стана, содержащая винт с головкой, гайку и предохранительное кольцо, при этом винт выполнен полым с пятой, диаметр которой больше диаметра винта, гайка выполнена составной с кожухом с возможностью закрепления в расточке станины посредством съемных торцевых планок и болтов, причем в гайке выполнены два вертикальных коллекторных подвода для масла, сообщающиеся короткими каналами с каждым витком резьбы гайки, отличающаяся тем, что пята винта выполнена плоской, в головке винта выполнена накопительная емкость для масла, предохранительное кольцо выполнено в виде воронки для сбора масла, смонтированной на бурте винта под резьбой, и подвижного стального кольца, размещенного над воронкой в расточке торца верхнего звена телескопического кожуха, при этом из воронки в полость винта выполнены наклонные сквозные отверстия, поверхность подвижного стального кольца, обращенная к винту, выполнена конусной, внутренний диаметр подвижного кольца равен внутреннему диаметру воронки, гайка имеет бронзовый торец в виде обратного конуса и выполнена составной со стальным кожухом, состоящим из верхнего кольца с опорным диском, прикрывающим бронзовый торец гайки, и нижнего кольца с мембраной, соединенных при помощи сварки обечайкой, крепление гайки в станине болтами выполнено мягким через спиральные пружины и приваренные к нижнему кольцу кожуха гайки торцевые планки, на нижнем торце гайки выполнена кольцевая канавка с конусной поверхностью для вхождения подвижного кольца в верхнем положении винта при его аварийном заклинивании в гайке, под фланцем верхнего звена телескопического кожуха винта выполнены наклонные сквозные отверстия с резьбой, закрытые пробками, оси отверстий направлены в нижнюю часть подвижного кольца в случае его посадки на конусную поверхность кольцевой канавки, между торцем расточки в станине размещено бронзовое опорное кольцо с наружным диаметром, равным диаметру расточки, поверхность контакта между опорным кольцом и гайкой выполнена сферической, а наружные диаметры верхнего и нижнего колец кожуха гайки выполнены меньшими, чем диаметр расточки в станине, резьба винтовой пары выполнена упорной, однозаходной, с углом подъема винтовой линии, равным 2o18', при этом выполнено точное центрирование винта в гайке по внутренней цилиндрической поверхности по скользящей посадке А3/С3 и по наружной поверхности с зазором в 1 мм, профиль витков резьбы винтовой пары выполнен с равнопрочными витками, со скругленной вершиной витков на рабочей поверхности витков винта и увеличенной галтелью у основания витков резьбы гайки, с углом наклона рабочей поверхности витков к горизонтальной оси витка, составляющими 0,5o, и углом наклона нерабочей поверхности витков к горизонтальной оси витка, составляющим 25o, для обеспечения смазки винтовой пары выполнены вертикальные коллекторные подводы масла в гайку, соединенные сквозными горизонтальными каналами в каждом витке с верхней частью вертикальных смазочных канавок, выполненных на центрирующей винт цилиндрической поверхности внутреннего диаметра гайки, сверху перекрытых перемычкой, а снизу сообщающихся со спиральной канавкой, выполненной на рабочей поверхности витков резьбы винта у его цилиндрической поверхности внутреннего диаметра, с отходящими от нее симметрично расположенными на каждом витке резьбы винта радиальными смазочными канавками, переходящими в вертикальные смазочные канавки на наружной цилиндрической поверхности витков резьбы винта, в теле винта на каждом витке резьбы от спиральной канавки к внутренней полости винта выполнены наклонные сквозные и глухие отверстия в теле гайки выполнены четыре сквозных вертикальных коллекторных отвода со сквозными наклонными каналами к этим отводам, выполненными в каждом витке резьбы гайки от нерабочей поверхности у кромки ее пересечения с цилиндрической наружной поверхностью витков резьбы гайки, над вертикальными коллекторными отводами в опорном диске верхнего кольца кожуха гайки на цилиндрической поверхности его внутреннего диаметра выполнены выемки, на торце гайки с зазором к этой цилиндрической поверхности опорного дика смонтировано бронзовое маслоотбойное кольцо, выполненное с наружной конусной поверхностью и с резьбой, являющейся продолжением резьбы гайки, гайка выполнена неохлаждаемой.
| КОРОЛЕВ А.А | |||
| Механическое оборудование прокатных цехов черной и цветной металлургии | |||
| - М.: Металлургия, 3-е изд | |||
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| Опора полого нажимного винта прокатной клети | 1987 |
|
SU1480908A1 |
| Винтовая пара нажимного устройства | 1988 |
|
SU1533793A1 |
| Винтовая пара нажимного устройствапРОКАТНОй КлЕТи | 1979 |
|
SU845906A1 |
| Винтовая пара нажимного механизма прокатной клети | 1978 |
|
SU747546A1 |

