Изобретение может быть использовано в машиностроительной и металлургической промышленности при изготовлении и эксплуатации обжимных прокатных станов.
Известна опора нажимного винта прокатного стана, принятая за прототип, содержащая стакан, зафиксированный на подушке валка, два стальных закаленных диска, контактирующих друг с другом по выпуклой сферической поверхности, центр которой находится на оси валка, и расположенных между днищем корпуса стакана и винтом, а между винтом и закаленными дисками размещен подпятник из антифрикционного материала, поверхность соприкосновения которого с винтом выполнена конической (1).
Недостатки приведенного устройства:
смазка подпятника предусмотрена неорганизованной, нерегулируемой, только сверху через хвостовик в центральное отверстие винта - самотеком;
подпятник во время реверсивного вращения винта конической поверхностью не удерживается в головке винта и вращение винта происходит не по плоскости между подпятником и диском, а по конической поверхности, плохо обработанной и плохо смазываемой;
сфера в опоре между стальными дисками указана выпуклой с центром сферы на оси валка, но во время задачи полосы в валки при установившемся процессе прокатки ударно действующее на подушки усилие прокатки Pпр проходит через ось валка и при такой конструкции опоры с выпуклой сферой поворот подушки вокруг центра сферы - оси валка не возможен, а может быть только движение по плоскости между подпятником и верхним диском под большим удельным давлением при выдавленной смазке. Силы трения быстро изнашивают подпятник и разбивают сферические поверхности дисков. Эти недостатки известной опоры приводят к быстрому, неравномерному износу деталей опоры, ее высокому нагреву, и к тому, что из-за невозможности качания валка вокруг центра выпуклой сферы вся энергия удара от усилия прокатки при задаче полосы в валки через опору передается на головку винта, винт разбивает витки резьбы гайки и центрирующие винт поверхности в винтовой паре. Несмотря на увеличенный диаметр пяты опора не оказывает тормозящего действия на отжим винта.
Задачей, на решение которой направлено изобретение, является создание комплексной опоры нажимного винта, в которой значительно увеличена стойкость деталей опоры и винтовой пары, их равномерный износ, при рационально организованной смазке в зависимости от режимов работы винта, и тем самым исключить вероятность отжима винта.
Поставленная задача достигается за счет того, что предложена опора нажимного винта прокатного стана, содержащая стакан на подушке валка, два стальных закаленных диска, контактирующих друг с другом по сферической поверхностей, расположенных между днищем корпуса стакана и винтом, причем нижний диск удерживается от поворота в стакане шпонкой, а между винтом и закаленными дисками размещен подпятник, при этом на фланце головки винта выполнена жестко закрепленная, при помощи втулок и болтов плоская закаленная кольцевая пята, опирающаяся на сборный подпятник, состоящий из опорного стального плоскосферического диска и сменного диска-кольца из антифрикционного материала с фаской по кромке нижнего торца, закрепленного на опорном диске при помощи цилиндрических штифтов, установленный закаленной сферической поверхностью в закаленном диске-гнезде, а также выполнена система их смазки, включающая телескопический кожух винта, воронку сбора масла, сквозные наклонные отверстия от впадин резьбы и воронки в полость винта, вогнутую конусную поверхность, выполненную на крышке стакана, кольцевую канавку на верхнем торце фланца винта, четное количество радиальных и смазочных канавок на обоих торцах пяты, сквозные центральные и радиально расположенные вертикальные отверстия, соединяющие канавки, расточку, выполненную в головке винта, диаметр которой, чтобы не ослабить винт свыше допустимого, выполнен равным трем четвертям наружного диаметра головки винта, создающую накопительную полость для масла в винте, цилиндрические расточки, выполненные на торцах пяты, соединяющие радиальные и смазочные канавки между собой, диск-дозатор, закрепленный при помощи болтов и штифтов в верхней расточке пяты, который выполнен с центральными и периферийными вертикальными отверстиями и снабжен дозирующими шаровыми клапанами, установленными в расточках над периферийными вертикальными отверстиями, причем радиус сферы седла клапана больше радиуса шара, а внутри диска-дозатора со стороны пяты выполнена ступенчатая расточка, образующая с верхней расточкой пяты накопительную полость дня масла дозатора, сообщающуюся с периферийными вертикальными отверстиями дозатора и радиальными канавками пяты, сапун, установленный на дозаторе в полости винта. Расточка на нижнем торце пяты выполнена из расчета допустимого удельного давления в кольцевой опоре, с диаметром равным не менее 0,4 диаметра самой пяты и образует с расточкой в подпятнике дополнительную полость для накопления масла в пяте, соединенную радиальными канавками со смазочными канавками пяты, вертикальные отверстия между радиальными и смазочными канавками со стороны нижнего торца пяты снабжены конусными расточками с углом конуса равным не менее 90o, глубина которых составляет не менее 0,25 высоты пяты, вертикальные отверстия соседних канавок размещены в шахматном порядке, а сами отверстия по длине канавок расположены неравномерно относительно средней окружности кольцевой пяты - на ее наружной части отверстий выполнено больше, чем на внутренней. Диаметры диска кольца подпятника выполнены отличающимися от диаметров кольцевой пяты на ± 10 мм, в сторону уменьшения ширины диска-кольца, а для удобства его смены при износе, на нижней кромке кольца выполнена фаска. Подпятник зафиксирован от поворота относительно корпуса стакана при помощи шпоночных выступов опорного диска, заведенных в вертикальные шпоночные пазы, выполненные на стенках стакана. Шпонки, фиксирующие подпятник и диск-гнездо, установлены взаимно перпендикулярно, причем первые установлены вдоль линии прокатки, опора работает как шарнир. Сферические поверхности контакта подпятника и диска-гнезда выполнены с обратной выпуклостью. Радиус сферы подпятника установлен из условия касательного контакта со сферой результирующей полного усилия металла полосы на верхний волок, с учетом максимального угла захвата для реверсивного обжимного стана и принятого наружного диаметра кольцевой пяты. Известно, что в неустановившемся периоде прокатки, при задаче-захвате полосы валками и заполнения области деформирования металлом результирующая полного усилия металла на валки - усилие прокатки Pпр, оказывает радиальное давление на валки, которое и отклоняет подушки. Захват металла валками выполняется только тогда, когда α < β3 где α - угол захвата полосы валками, а β3 - угол трения при захвате.
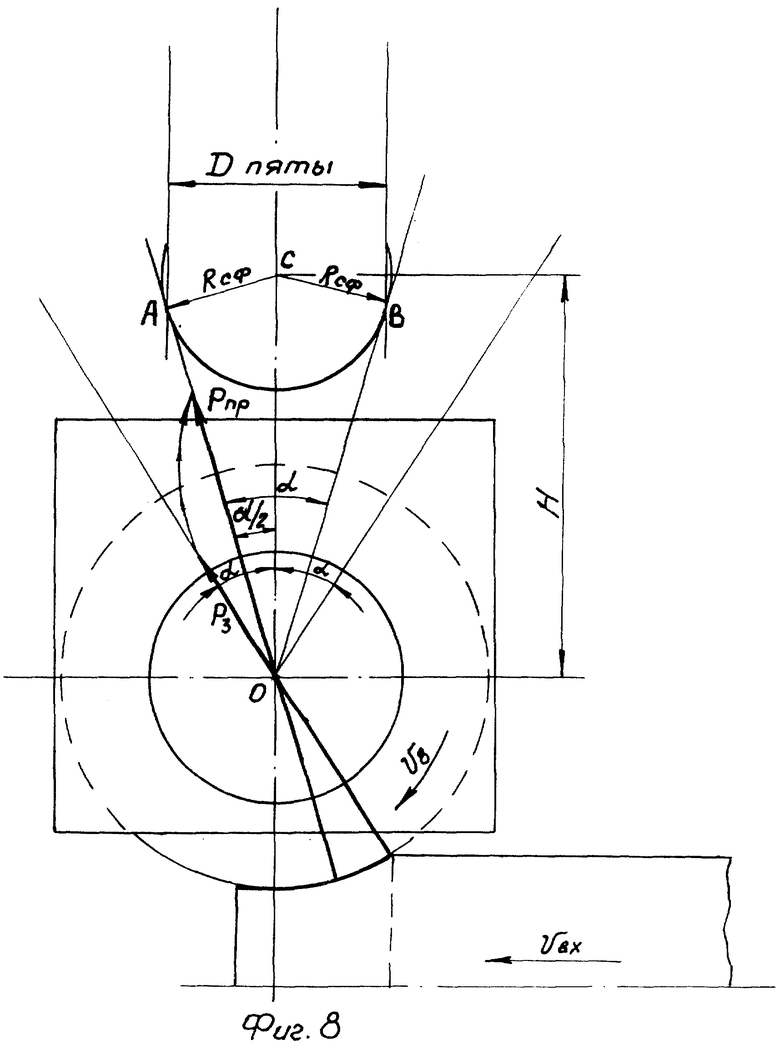
При горячей прокатке на блюмингах максимальный угол захвата α = 32 o. По мере заполнения области деформирования металлом положение силы P3, действующей при захвате, смещается к плоскости выхода переднего конца полосы, и усилие прокатки Pпр действует на валок радиально под углом ϕ = α2 ≈ 16° (2).
С учетом этого радиус сферы подпятника определен следующим образом (см. фиг. 8). Параллельно оси подпятника, в масштабе проведены две линии на расстоянии равном наружному диаметру пяты. Из точки "O" на оси валка отложен центральный угол равный α , стороны этого угла определяют направление усилия Pпр при прямом и обратном пропуске полосы, из точек "A" и "B", пересечения этих направлений с линиями, определяющими диаметр пяты, проведены нормали до оси подпятника - точка "C". Линии AC и BC определяют радиус сферы подпятника Rсф, а линия OC определяет рациональное расстояние H между осью валка и центром сферы подпятника для вновь проектируемых станов. Высота стального опорного диска принята равной 0,45-0,5, а толщина диска кольца 0,17-0,18 от радиуса сферы. Глубина контакта диска-гнезда и подпятника выполнена в пределах 0,25-0,3 радиуса сферы. Скольжение по сферическим поверхностям подпятника и диска-гнезда происходит только при поворотах подушки от ударов силой P3, при захвате полосы валками, в этом случае на площади сферического контакта возникают высокие удельные давления, превышающие допустимые дня стальных упорных подшипников в 3-6 раз, для значительного снижения коэффициента трения и сил трения на поверхности сферического контакта упорного стального подшипника - шарнира на поверхности сфер опорного диска подпятника и диска-гнезда нанесен слой твердой смазки дисульфид молибдена (MoS2), который выдерживает высокие удельные нагрузки, обеспечивая низкие коэффициенты трения 0,05-0,15 (3).
Для предохранения твердой смазки от смыва горячим маслом, истекающим из гайки в стакан, опорный диск подпятника выполнен с юбкой, создающей масляный затвор, препятствующий попаданию масла в зону сферического контакта подпятника и диска- гнезда.
Существенность признаков заявленного устройства подтверждается тем, что:
1. Выполнение опоры, в которой комплексно и взаимосвязано решены вопросы конструкции стакана, головки винта, пяты, подпятника с диском-гнездом и системы их принудительной автоматической смазки, создающей поступление необходимого количества масла в зоны трения опоры в зависимости от режима работы винта, обеспечивает высокую стойкость опоры и снижение вероятности отжима нажимного винта при задаче полосы в валки.
2. Выполнение в опоре трех накопительных полостей масла - в головке винта, дозаторе и пяте, выполнение диска на пяте как дозатора масла с шаровыми клапанами и выполнение системы радиальных и смазочных канавок и соединяющих их расточек и вертикальных отверстий на пяте, создает систему большого запаса масла перед поверхностями трения в опоре, которое автоматически поступает на эти поверхности в количествах, достаточных для смазки в зависимости от режимов работы винта.
3. Выполнение центральной расточки плоской пяты размером не менее 0,4 диаметра самой пяты и выполнение антифрикционного диска подпятника в виде кольца с размерами диаметра наружного на 10 мм меньше диаметра пяты, а внутреннего на 10 мм больше внутреннего диаметра пяты, обеспечивает постоянный контакт подпятника с пятой вне зависимости от колебания подушки с опорой при прокатке полосы, а колебательные движения подпятника обеспечивают приработку и продолжительное сохранение плоской контактной поверхности трения пяты и кольца подпятника. Кроме того, при кольцевом подпятнике снижается в 2,5 раза разница скоростей на окружностях наружного и внутреннего диаметра кольцевого подпятника и выравниваются удельные давления по площади кольца подпятника.
4. Выполнение радиально расположенных вертикальных отверстий в пяте с конусной расточкой со стороны нижнего торца с углом расточки не менее 90o увеличивают ее прочность по сравнению с пятой, выполненной с глубокими радиальными смазочными канавками, и увеличивают ее допустимый износ.
5. Расположение в шахматном порядке и неравномерно относительно средней окружности концевой пяты вертикальных отверстий, по которым поступает масло из накопительных полостей опоры на поверхность трения, обеспечивает обильную смазку по всей поверхности трения и уменьшает неравномерный износ трущихся поверхностей пяты и подпятника.
6. Использование масла разбрызгиваемого вращающимся винтом с его поверхности и воронки на внутреннюю стенку телескопического кожуха винта, которое затем стекает на крышку стакана и по выгнутой конусной поверхности крышки к увеличенному зазору между крышкой и головкой винта и через кольцевую канавку на верхнем торце фланца винта в отверстия во втулках, крепления пяты к фланцу винта, и через вертикальные отверстия в пяте попадает на подпятник на большом диаметре пяты - создает дополнительное поступление масла в кольцевую зону максимальных линейных скоростей плоской пяты и уменьшает трение и износ наружной кольцевой части поверхности трения пяты и подпятника.
С другой стороны, при торможении и остановке винта разбрызгивание масла на телескопический кожух уменьшится, а затем и совсем прекратится и поступление масла через втулки во фланце винта на подпятник также прекратится. Количество масла, поступающего на наружную кольцевую часть пяты, будет мало, трение между пятой и подпятником увеличится. Это уменьшает вероятность отжима винта.
7. Выполнение подпятника сборным в виде стального опорного диска с закрепленным на нем при помощи штифтов сменного диска-кольца с фаской на нижней наружной кромке экономит бронзу и разделяет зоны трения подпятника на две зоны, разные по работе, материалу трущихся поверхностей и по роду смазки: закаленная пята - бронзовый диск-кольцо, по плоскому контакту с жидкой смазкой и закаленный опорный диск - закаленный диск-гнездо, по сферическому вогнутому контакту с твердой смазкой. Это обеспечивает высокую стойкость деталей опоры.
8. Фиксирование подпятника шпоночными выступами опорного диска в шпоночных пазах, выполненных на стенках стакана диаметрально противоположно по линии прокатки, исключает повороты подпятника под действием пяты винта, предотвращает возможность отжима винта и превращает сферический упорный подшипник в шарнир с меньшим износом.
9. Предложенная вогнутость сферы и метод определения радиуса сферы подпятника и расстояния от оси валка до центра сферы с учетом максимального угла захвата полосы валками и диаметра пяты обеспечивает на все периоды прокатки касательный контакт усилия прокатки со сферой подпятника, при котором на сферу будут действовать только небольшие силы трения, а основной удар от усилия прокатки будет направлен на поворот подушки вокруг центра сферы подпятника. На головку винта ударов не будет, центровка винта в гайке не нарушается.
10. Нанесение слоя твердой смазки дисульфида молибдена (MoS2) на поверхность сфер опорного диска подпятника и диска-гнезда уменьшает коэффициент трения между ними до 0,05-0,15, а выполнение опорного диска подпятника с юбкой создает масляный затвор от смыва твердой смазки горячим маслом, поступающим в опору из гайки.
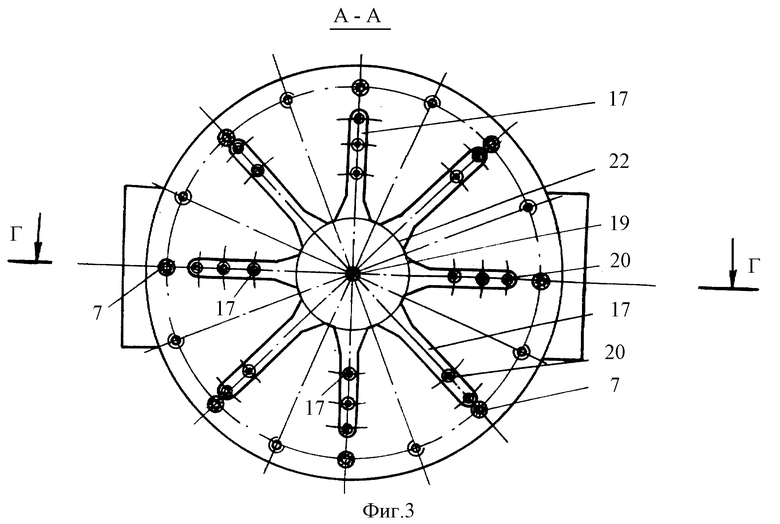
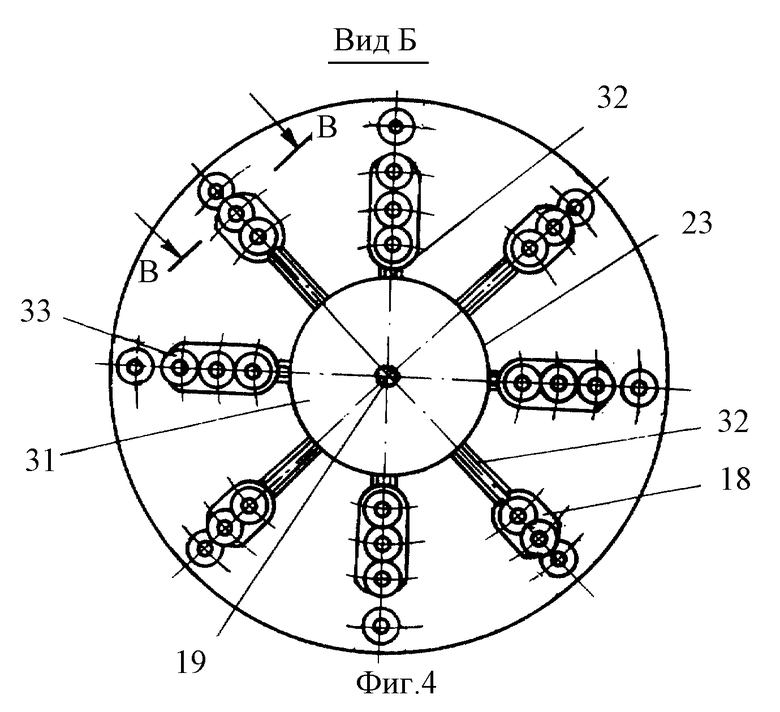
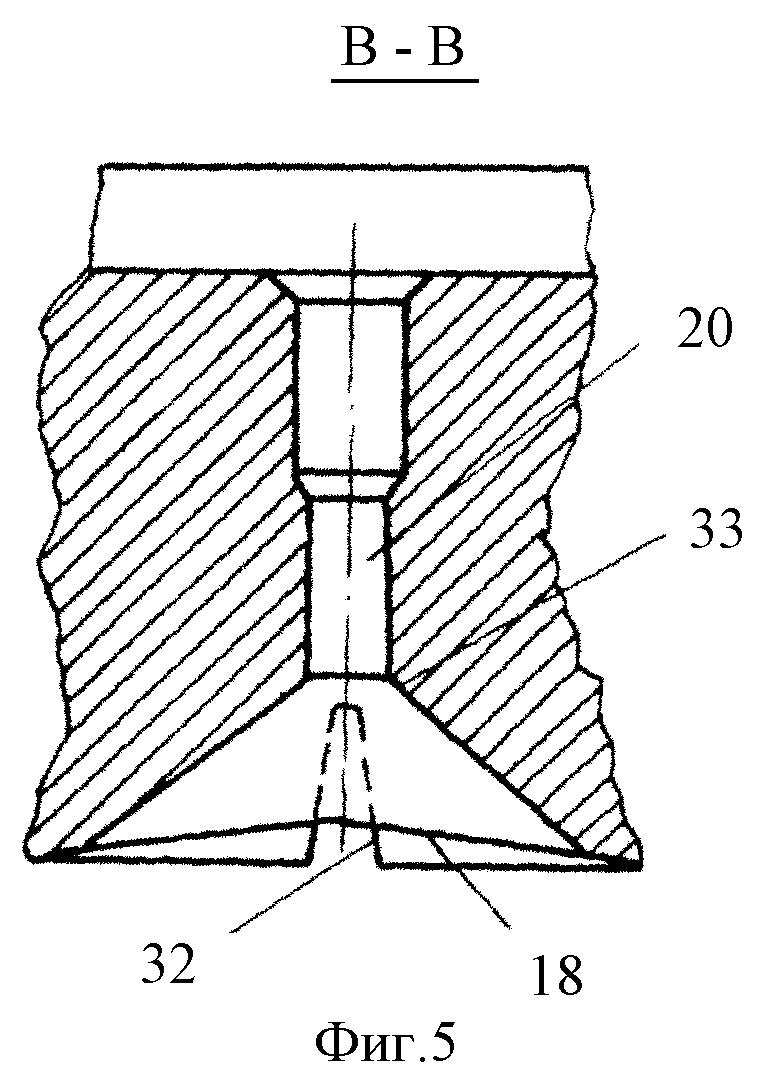
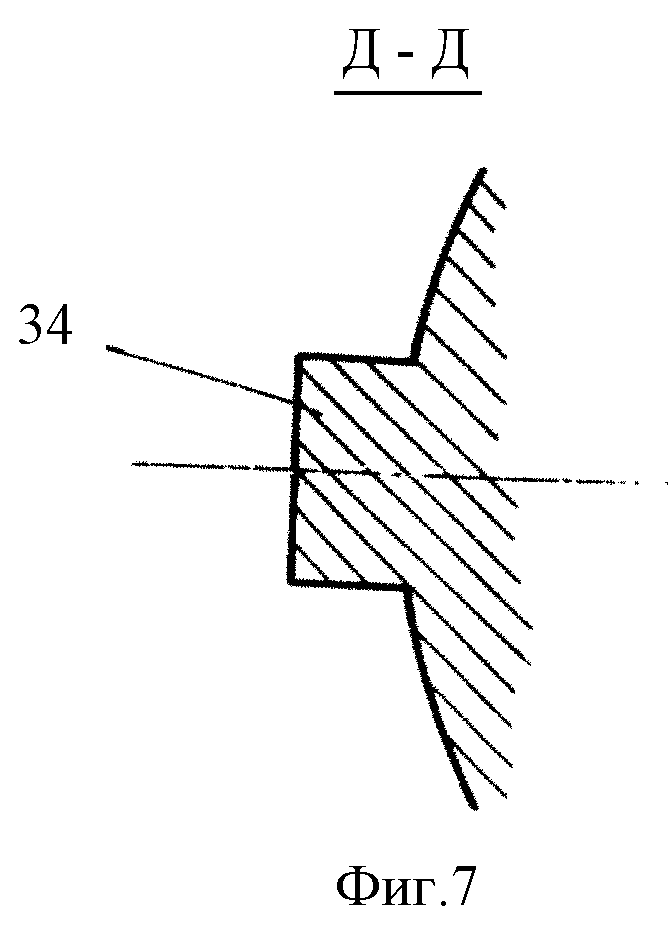
Предлагаемая конструкция опоры изображена на чертежах, где на фиг. 1 - общий вид опоры, на фиг. 2 - вид сверху дозатора, на фиг. 3 - сечение А-А опоры, на фиг. 4 - вид по стрелке Б на пяту 8, на фиг. 5 - сечение В-В пяты 8, на фиг. 6 - сечение Г-Г опоры, на фиг. 7 - сечение Д-Д опорного диска подпятника, на фиг. 8 - схема определения радиуса сферы подпятника.
Опора полого нажимного винта 1 (см. фиг. 1) содержит стакан 2 с крышкой на подушке валка, два закаленных диска 3 и 4, контактирующих друг с другом по сферической поверхности с обратной выпуклостью, расположенных между днищем стакана 2 и винтом 1, причем нижний диск-гнездо 4 удерживается от поворота в стакане 2 шпонками 5, на фланце 6 головки винта 1 жестко закрепленную при помощи втулок 7 и болтов плоскую закаленную кольцевую пяту 8, опирающуюся на сборный подпятник 9, состоящий из опорного стального плоскосферического диска 3 и сменного диска-кольца 10 из антифрикционного материала с фаской 11 на кромке нижнего торца, закрепленного на опорном диске 3 при помощи цилиндрических штифтов 12, установленный закаленной сферической поверхностью в закаленном диске-гнезде 4, систему их смазки, содержащую телескопический кожух винта 1, воронку 13 сбора масла, сквозные наклонные отверстия 14 от впадин резьбы и воронки 13 в полость винта 1, вогнутую конусную поверхность 15, выполненную на крышке стакана, кольцевую канавку 16, на верхнем торце фланца 6 винта, четное количестве радиальных 17 и смазочных 18 канавок на обоих торцах пяты 8, сквозное центральное 19 и радиально расположенные вертикальные 20 отверстия, соединяющие радиальные 17 и смазочные 18 канавки пяты между собой.
Накопительную полость 21 для масла в винте 1, на торцах пяты цилиндрические расточки: верхнюю 22 и нижнюю 23, диск-дозатор 24 с центральными 25 и периферийными 26 вертикальными отверстиями и установленными в расточках 27 дозатора шаровыми клапанами с седлами 28 и шарами 29 (см. фиг. 2), накопительную полость 30 для масла в дозаторе, накопительную полость 31 для масла в пяте, соединенную радиальными канавками 32 со смазочными канавками 18 пяты, конусные расточки 33 на вертикальных отверстиях 20 пяты (см. фиг. 3, 4, 5), сборный подпятник зафиксирован от поворота в стакане 2 при помощи шпоночных выступов 34 опорного диска 3, заведенных в шпоночные вертикальные пазы 35, выполненные на стенках стакана 2. Опорный диск 3 выполнен с юбкой 36.
Перед началом работы прокатной клети включаются насосы в маслоподвале и происходит заполнение маслом трех накопительных полостей опоры: полости 21 винта, полости 30 дозатора и полости 31 пяты.
Заполнение полости 21 винта маслом производится через отверстие в хвостовике винта по специальному подводу через воронку 13 и наклонные сквозные отверстия 14 из впадин резьбы винта и воронки в полость 21 винта. Одновременно через отверстия 25 из накопительной полости 21 винта происходит истечение масла в накопительную полость 30 дозатора. Заполнение полости 30 дозатора происходит при одновременном истечении масла через центральное отверстие 19, радиальные канавки 17 и сквозные отверстия 20 в накопительную полость 31 и смазочные канавки 18 пяты. Диаметр отверстий 19 и 20 пяты определен из расчета, чтобы максимальное суммарное истечение масла через отверстия 19 и 20 из полости 30 дозатора было бы равно ~ 90% от суммарного поступления масла в полость 30 дозатора через отверстия 25. При этом было учтено, что истечение масла из полости 21 винта через отверстия 25 в полость 30 дозатора является истечением через данные отверстия в тонких стенках с малым сопротивлением под большим гидростатическим напором Hgmax (350 мм), а истечение масла из полости 30 дозатора через канавки 17 и вертикальные отверстия 20 в смазочные канавки 18 наряду с истечением через отверстие 19 в полость 31 и канавку 32 пяты является истечением через короткие трубы с поворотами, с повышенными линейными и местными сопротивлениями под небольшим гидростатическим напором Hgmax (80 мм). Поэтому суммарная площадь поперечных сечений канавок 17, вертикальных отверстий 19 и 20 в пяте принята в 3 раза больше, чем суммарная площадь поперечных сечений отверстий 25 в дозаторе. Заполнение полости 31 пяты происходит при одновременном истечении масла через канавки 32 в смазочные канавки 18 пяты. Сечение канавок 32 определено из расчета, чтобы суммарное истечение масла через эти канавки было бы равно ~ 60% от поступления масла через отверстия 19 в полость 31 пяты. В предлагаемой опоре все накопительпые полости заполняются за 90 -100 с, а так как при прокатке полосы время пропуска полосы всегда намного больше времени отработки винта на очередное обжатие полосы, то все три накопительные полости постоянно наполняются маслом. Истечение масла в смазочные канавки 18 пяты при неподвижном винте будет происходить из накопительной полости 30 дозатора под действием небольшого гидростатического напора Hgmax (80 мм) и из полости 31 пяты под действием малого напора Hnmax (50 мм) это количество масла будет равно ~ 30% от количества масла, поступающего в полость 21 винта.
Этого количества постоянно истекающего масла достаточно для охлаждения пяты и подпятника, когда винт стоит и для смазки опоры в первые моменты вращения винта.
Опора работает в зависимости от режима работы винта:
1-й режим - разгон винта.
2-й режим - малые перемещения винта, скорость вращения винта меньше проектной, шаровые клапаны не открылись или открылись незначительно.
3-й режим - винт достиг проектной скорости вращения, шаровые клапаны полностью открылись.
4-й режим - торможение скорости винта, шаровые клапаны закрылись.
5-й режим - винт стоит.
При 1-м режиме масло в зону трения опоры поступает под небольшим гидростатическим напором Hgmax (80 мм) и Hnmax (50 мм) и под небольшим напором от возникновения центробежной силы в масле полости 30 дозатора и полости 31 пяты. Кроме того, начинается разбрызгивание масла с резьбы винта и из воронки 13. Масло попадает на внутреннюю поверхность телескопического кожуха винта 1, стекает на крышку стакана 2 и по вогнутой конусной поверхности 15 крышки в увеличенный зазор между крышкой и головкой винта, затем в кольцевую канавку 16 на верхнем торце фланца 6 винта и через отверстие во втулках 7 и в пяте на подпятник.
При 2-м режиме увеличивается напор от действия центробежной силы в полостях 30 и 31 дозатора и пяты, увеличивается поток масла на подпятник от разбрызгивания масла винтом. Масла в зону трения опоры поступает больше.
При 3-м режиме скорость вращения винта достигает проектной, открываются шаровые клапаны, масло большим потоком из полости 21 винта через четыре отверстия 26 поступает в полость 30 дозатора, откуда оно под максимальным напором от действия большой центробежной силы через канавки 17 и вертикальные отверстия 20 поступает в смазочные канавки 18 пяты, одновременно в канавки 18 поступает масло через канавки 32 из полости 31 пяты. Увеличивается поток масла на подпятник от разбрызгивания масла на внутреннюю поверхность телескопического кожуха винта. Масло из кольцевой канавки 16 через отверстия во втулках 7 и пяты поступает в кольцевую зону максимальных линейных скоростей наружной части плоской пяты, где происходит наибольший износ диска-кольца 10 подпятника. Это подведение дополнительного количества масла в горячую зону трения опоры увеличивает стойкость пяты и подпятника. В зону трения опоры при третьем режиме работы винта масло поступает в 3,5-4 раза больше, чем при 1-м режиме.
При 4-м режиме скорость вращения винта снижается, шаровые клапаны закрываются, центробежная сила в масле накопительных полостей 30 и 31 дозатора и пяты исчезает, через втулки 7 масло перестает поступать. К концу торможения винта, в момент его остановки, в зону трения опоры масло из накопительных полостей 30 дозатора и 31 пяты, из-за снизившихся гидростатических напоров поступает на 40-60% меньше поступления масла до начала вращения винта. В конце торможения винта это небольшое количество масла легко выдавливается усилием переуравновешивания валка из зазоров между поверхностями трения пяты 8 и подпятника 9 и между ними устанавливается трение, близкое к полусухому.
При 5-м режиме винт стоит, быстро наполняются все три накопительные полости, происходит охлаждение пяты и подпятника. При задаче полосы в валки из-за высокого трения в опоре отжима винта не происходит.
Таким образом предлагаемая комплексная конструкция опоры винта прокатного стана позволяет увеличить стойкость винта, гайки и деталей опоры, а также практически исключить вероятность отжима винта при задаче полосы в валки.
Источники информации
1. Авт. св. СССР 212959, 12.03.1968.
2. СУВОРОВ И.К. Обработка металлов давлением, Изд. 3-е переработанное и доп. - М.: Высшая школа, 1980, с. 92 - 98.
. 3. МАТВИЕВСКИЙ Р.М. Температурная стойкость граничных смазочных слоев и твердых смазочных покрытий при трении металлов и сплавов. - М.: Наука, 1971, с. 162 - 168.
| название | год | авторы | номер документа |
|---|---|---|---|
| Опора полого нажимного винта прокатной клети | 1987 |
|
SU1480908A1 |
| ВИНТОВАЯ ПАРА ОБЖИМНОГО ПРОКАТНОГО СТАНА | 1999 |
|
RU2182051C2 |
| ВИНТОВАЯ ПАРА ОБЖИМНОГО ПРОКАТНОГО СТАНА | 2001 |
|
RU2198045C1 |
| СТОПОРНОЕ УСТРОЙСТВО ДЛЯ НАЖИМНОГО ВИНТА ОБЖИМНОГО СТАНА | 1999 |
|
RU2166392C2 |
| СТОПОРНОЕ УСТРОЙСТВО ДЛЯ НАЖИМНОГО ВИНТА ОБЖИМНОГО СТАНА С НИЖНИМ РАСПОЛОЖЕНИЕМ ОТНОСИТЕЛЬНО ГАЙКИ | 2000 |
|
RU2185906C2 |
| ОПОРА НАЖИМНОГО ВИНТА ПРОКАТНОГО СТАНА | 1996 |
|
RU2094144C1 |
| Опора полого нажимного винта | 1977 |
|
SU626845A1 |
| Опорный узел ролика | 1989 |
|
SU1754245A1 |
| УСТРОЙСТВО ДЛЯ РАСТОРМАЖИВАНИЯ НАЖИМНОГО ВИНТА, ЗАКЛИНЕННОГО В ЕГО ВЕРХНЕМ ПОЛОЖЕНИИ В ГАЙКЕ, И ДЛЯ ЗАМЕРА ИЗНОСА ВИТКОВ РЕЗЬБЫ ВИНТОВОЙ ПАРЫ | 2000 |
|
RU2183521C2 |
| ОПОРНЫЙ УЗЕЛ РОЛИКА РОЛЬГАНГА ОБЖИМНОГО СТАНА | 2001 |
|
RU2205076C1 |


Изобретение относится к машиностроительной и металлургической промышленности при изготовлении и эксплуатации обжимных прокатных станов. Опора нажимного винта прокатного стана содержит стакан на подушке валка, два стальных закаленных диска, контактирующих друг с другом по сферической поверхности и расположенных между днищем корпуса стакана и винтом, причем нижний диск удерживается от поворота в стакане шпонкой, а между винтом и закаленными дисками размещен подпятник из антифрикционного материала, и отличается тем, что на фланце головки винта выполнена жестко закрепленная при помощи втулок и болтов плоская закаленная кольцевая пята, опирающаяся на сборный подпятник, состоящий из стального опорного плоскосферического диска и сменного диска-кольца из антифрикционного материала, закрепленного на опорном диске при помощи цилиндрических штифтов, установленный закаленной сферической поверхностью в закаленном диске-гнезде, а также выполнена система их смазки, включающая телескопический кожух винта, воронку сбора масла, сквозные наклонные отверстия от впадин резьбы и воронки в полость винта, вогнутую конусную поверхность, выполненную на крышке стакана, кольцевую канавку на верхнем торце винта, четное количество радиальных и смазочных каналов на обоих торцах пяты, сквозные центральное и радиально расположенные вертикальные отверстия, соединяющие канавки, расточку, выполненную в головке винта, диаметр которой равен трем четвертям наружного диаметра головки винта, создающую накопительную полость для масла в винте, цилиндрические расточки, выполненные на торцах пяты, соединяющие радиальные и смазочные канавки между собой, диск-дозатор, закрепленный при помощи штифтов в верхней расточке пяты, который выполнен с центральными и периферийными вертикальными отверстиями и снабжен дозирующими шаровыми клапанами, установленными в расточках над периферийными вертикальными отверстиями, причем радиус сферы седла клапана больше радиуса шара, а внутри диска-дозатора со стороны пяты выполнена ступенчатая расточка, образующая с верхней расточкой пяты накопительную полость для масла в дозаторе, сообщающуюся с периферийными вертикальными отверстиями дозатора и с радиальными канавками пяты, сапун, установленный на дозаторе в полости винта, центральную расточку нижнего торца пяты, выполненную диаметром не менее 0,4 диаметра самой пяты и образующую с расточкой в подпятнике дополнительную полость для накопления масла в пяте, соединенную радиальными канавками со смазочными канавками пяты, а вертикальные отверстия между радиальными и смазочными канавками со стороны нижнего торца пяты снабжены конусными расточками с углом конуса не менее 90°, глубина которых составляет не менее 0,25 высоты пяты, вертикальные отверстия соседних канавок размещены в шахматном порядке, а сами отверстия в канавке расположены неравномерно относительно средней окружности кольцевой пяты на ее наружной части отверстий выполнено больше, чем на внутренней, подпятник зафиксирован от поворота относительно корпуса стакана при помощи шпоночных выступов опорного диска, заведенных в вертикальные шпоночные пазы, выполненные на стенках стакана, шпонки, фиксирующие подпятник и диск-гнездо, установлены взаимно перпендикулярно, причем первые установлены вдоль линии прокатки, сферические поверхности контакта диска-гнезда и подпятника выполнены с обратной выпуклостью, с радиусом сферы, установленным из условия касательного контакта со сферой подпятника результирующей полного усилия металла полосы на верхний волок в неустановившийся пepиoд прокатки (задача захвата полосы валками) с учетом максимального угла захвата для реверсивного обжимного стана и принятого наружного диаметра пяты, на поверхности сфер опорного диска подпятника и диска-гнезда нанесен слой твердой смазки дисульфит-молибдена (MoS2), опорный диск подпятника выполнен с юбкой, создающей масляный затвор, препятствующий попаданию масла в зону сферического контакта подпятника и диска-гнезда. Изобретение позволяет значительно увеличить стойкость деталей опоры и винтовой пары, их равномерный износ при рационально организованной смазке в зависимости от режимов работы винта и тем самым исключить вероятность отжима винта. 8 ил.
Опора нажимного винта прокатного стана, содержащая стакан на подушке валка, два стальных закаленных диска, контактирующих друг с другом по сферической поверхности и расположенных между днищем корпуса стакана и винтом, причем нижний диск удерживается от поворота в стакане шпонкой, а между винтом и закаленными дисками размещен подпятник из антифрикционного материала, отличающаяся тем, что на фланце головки винта выполнена жестко закрепленная при помощи втулок и болтов плоская закаленная кольцевая пята, опирающаяся на сборный подпятник, состоящий из стального опорного плоскосферического диска и сменного диска-кольца из антифрикционного материала, закрепленного на опорном диске при помощи цилиндрических штифтов, установленный закаленной сферической поверхностью в закаленном диске-гнезде, с системой из смазки, включающей телескопический кожух винта, воронку сбора масла со сквозными наклонными отверстиями от впадин резьбы и воронки в полость винта, крышку стакана с вогнутой конусной поверхностью, кольцевую канавку, выполненную на верхнем торце фланца винта, четное количество радиальных и смазочных канавок, выполненных на обоих торцах пяты, соединяющие эти канавки сквозные центральные и радиально расположенные вертикальные отверстия, головку винта с расточкой, диаметр которой равен трем четвертям наружного диаметра головки винта, образующую накопительную полость для масла в винте, на торцах пяты выполнены цилиндрические расточки, соединяющие радиальные и смазочные канавки между собой, диск-дозатор, закрепленный при помощи болтов и штифтов в верхней расточке пяты, выполненный с центральными и периферийными вертикальными отверстиями и имеющий дозирующие шаровые клапаны, установленные в расточках над периферийными вертикальными отверстиями, причем радиус сферы седла клапана больше радиуса шара, а внутри диска-дозатора, со стороны пяты, выполнена ступенчатая расточка, образующая с верхней расточкой пяты накопительную полость для масла в дозаторе, сообщающуюся с периферийными вертикальными отверстиями дозатора и с радиальными канавками пяты, сапун, установленный на дозаторе в полости винта, в нижнем торце пяты выполнена центральная расточка диаметром не менее 0,4 диаметра самой пяты, образующая с расточкой в подпятнике дополнительную полость для накопления масла в пяте, соединенную радиальными канавками со смазочными канавками пяты, а вертикальные отверстия между радиальными и смазочными канавками, со стороны нижнего торца пяты, выполнены с конусными расточками с углов конуса не менее 90o, глубина которых составляет не менее 0,25 высоты пяты, вертикальные отверстия соседних канавок размещены в шахматном порядке, а сами отверстия в канавке расположены неравномерно относительно средней окружности кольцевой пяты, на ее наружной части отверстий выполнено больше, чем на внутренней, подпятник зафиксирован от поворота относительно корпуса стакана при помощи шпоночных выступов опорного диска, заведенных в вертикальные шпоночные пазы, выполненные на стенках стакана, шпонки, фиксирующие подпятник и диск-гнездо, установлены взаимно перпендикулярно, причем первые установлены вдоль линии прокатки, сферические поверхности контакта диска-гнезда и подпятника выполнены с обратной выпуклостью, с радиусом сферы, установленным из условия касательного контакта со сферой подпятника результирующей полного усилия металла полосы на верхний валок в неустановившийся период прокатки для захвата полосы валками с учетом максимального угла захвата для реверсивного обжимного стана и принятого наружного диаметра пяты, на поверхности сфер опорного диска подпятника и диска-гнезда нанесен слой твердой смазки дисульфид-молибдена, опорный диск подпятника выполнен с юбкой, создающей масляный затвор, препятствующий попаданию масла в зону сферического контакта подпятника и диска-гнезда.
| ОПОРА НАЖИМНОГО ВИНТА ПРОКАТНОГО СТАНА | 0 |
|
SU212959A1 |
| СУВОРОВ И.К | |||
| Обработка металлов давлением, Изд | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| - М.: Высшая школа, 1980, с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| МАТВИЕВСКИЙ Р.М | |||
| Температурная стойкость граничных смазочных слоев и твердых смазочных покрытий при трении металлов и сплавов | |||
| - М.: Наука, 1971, с | |||
| Деревянное стыковое скрепление | 1920 |
|
SU162A1 |

