1
Известны винтовые пары нажимного устройства прокатного, преимуществевно обжимного, стана, включающие винт и гайку, профили резьбы которых ограничены винтовыми и цилиндрическими центрирующими поверхностями. Цилиндрические винтовые поверхности гайки выполнены ступенчатыми, с образовавием спиральных канавок для отвода смазки. Подача смазки осуществляется от вертикального коллекторного канала в гайке с отводами к Винтам резьбы. Однако отработанная смазка с продуктами износа проходит по спиральным канавкам всей высоты гайки, что не обесиечивает своевременного удаления продуктов износа, достаточной и равномерной смазкой и охлаждения трущихся повер.хностей и ведет к уменьшению срока службы винтовой пары.
Предлагаемая винтовая пара отличается тем, что, с целью автономной циркуляции смазки в каждом витке и исключения попадания отработанной смазки на рабочие поверхности винта и гайки, вертикальный канал под|вода смазки сообщается с зазором у нерабочих винтовых поверхностей, от которого на цилиндрической поверхности внутреннего диаметра профиля гайки выполнена по меньшей мере одна для каждого витка вертикальная канавка с выходом в спиральную выточку, прилегающую к спиральной канавке, выпол2
ненной на рабочеГ niiUTcnoii ii.v; внутреннего диамет: ипита, от ; его наружного диалСп а на топ At сти выполнена по ioiibiiieft каждого витка pa/uia/ibiu-H ка 1аика с .чом в спиральную иг, ii:i,)r поверхности иро(|)1ля по HaiVv диаметру, со(б1даю1;1 юоя с , налом отвода смазки п каждом ijirrKc.
С целью исключения задироп гаик;;, создания подпора и увеличения подвода олшак-. к контактирующим рабоч; Л1 noicpxiiocT;;:. радиальная канавка иа juuloqcii iMinrouoii ii(iверхности винта ;1ЫП(нона с с жо :::1С наружному . а о;т)а боковлч канавки выполнена с илаг1;и;;м исрсл рабочей винтовой поверхности.
С целью образо1:;аиия ;-:c,io6a ;1ля .: отработанной смазки спиральная ан.авка иа цил11ндр11ческой поверхности наружного диаметра гапки выполнена с подпхлм енг.ем в нижней части.
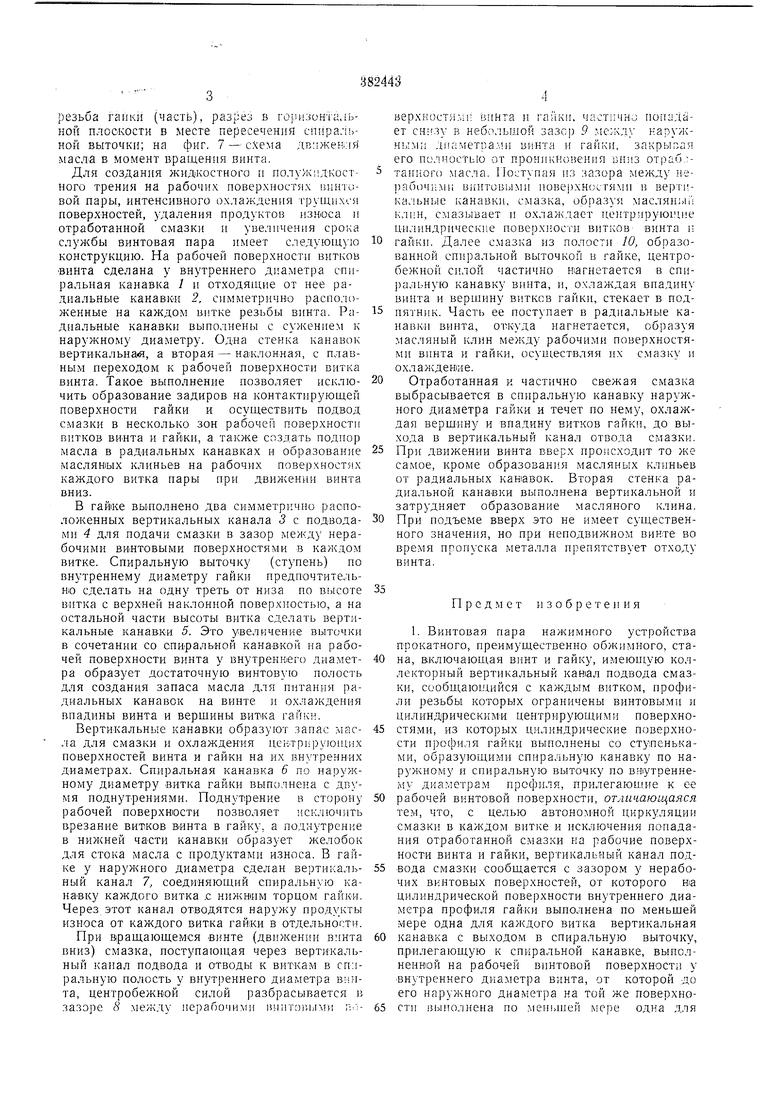
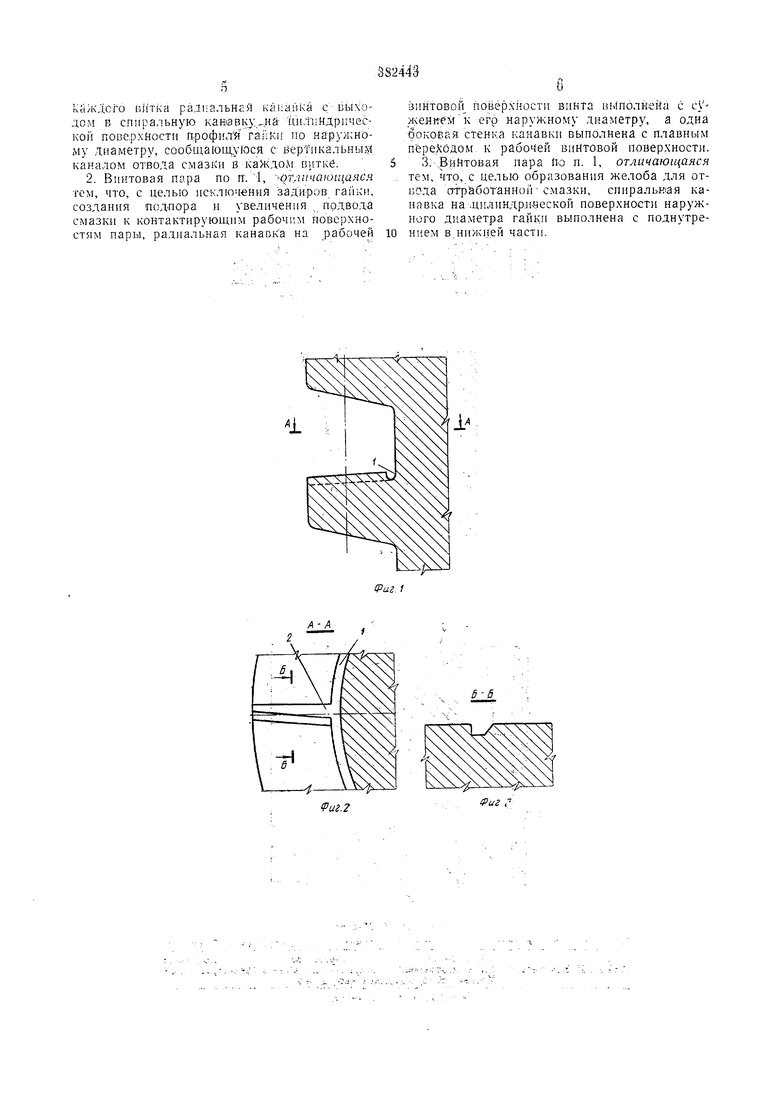
На . 1 - HiiTOK резьбы винта, разре.з т. вертикальной илоскост : на фиг. 2 - то жо (часть), в гор:13011тгльноп илоскост ;: на фиг. 3 - рад1 альная канавка винта, поперечное сечение; на фиг. -1 --- виток резьбы га., отводящи npo;uKTb износа, верт: ка,)И разрез по центру: на ij)ni-. 5 - то жо, iu);i ;oдяиии маоло к вптклм гап1-;п; на фиг. (
резьба гайки (часть), разрез в горизонтальной плоскости в месте пересечения спиральной выточки; на фиг. 7 - лвнжевля асла в момент вращения винта.
Для создания жидасостного и полуЖидкостного трения на рабочих поверхностях винтивой пары, интенсивного охлаждения гручцихся поверхностей, удаления продуктов износа и отработанной смазки и увеличения срока службы винтовая пара имеет следующею конструкцию. На рабочей поверхности витков винта сделана у внутреннего диаметра спиральная канавка 1 и отходящие от нее радиальные канавКИ 2, симметрично расположенные на каждом витке резьбы винта. Радиальные канавки выполнены с сужением к наружному диаметру. Одна стенка канавок вертикальная, а вторая - на1клонная, с плавным переходом к рабочей поверхности витка винта. Такое выполнение позволяет исключить образование задиров на контактирующей поверхности гайки и осуществить подвод смазки в несколько зон рабочей поверхности витков впнта и гайки, а также создать подиор масла в радиальных канавках и образование масляных клиньев па рабочих поверхностях каждого витка пары при движении винта вниз.
В гайке выполнено два симметрично расположенных вертикальных канала 3 с подводами 4 для подачи смазки в зазор между нерабочими ви.нтовыми поверхностями в каждом витке. Спиральную выточку (ступень) по внутреннему диаметру гайки иредпочтительню сделать на одну треть от низа но высоте витка с верхней наклонной поверхностью, а на остальной части высоты витка сделать вертикальные канавки 5. Это увеличение выточки в сочетании со спиральной канавкой на рабочей поверхности винта у внутреннего диаметра образует достаточную винтовую полость для создания запаса масла для питания радиальных канавок на винте и охлаждения впадины винта и вершины вит-ка гайки.
Вертикальные канавки образуют запас масла для смазки и охлаждения пектрирующих поверхностей винта и гайки па их внутренних диаметрах. Спиральная канавка 6 по наружному диаметру витка гайки выполнена с двумя поднутрениями. Поднутрение в сторону рабочей поверхности позволяет исключить врезание витков в гайку, а поднутрение в нижней части канавки образует желобок для стока масла с продуктами износа. В гайке у наружного диаметра сделан вертикальный канал 7, соединяющий спиральную кана-вку каждого витка .с нижним торцом гайки. Через этот канал отводятся наружу продукты износа от каждого витка гайки в отдельности.
При вращающемся винте (движении винта вниз) смазка, поступающая через вертикальный канал подвода и отводы к виткам в cn;iральную полость у внутреннего диаметра вмята, центробежной силой разбрасывается в (S между нерабочими ииитсяилми rir верхкостям ; винта и . попадает снизу в небольшой зазор 9 между наружным;; Дila ieтpa: и винта и гайки, зпкрыг;ая его полностью от проникновения ijHii3 отраб.-танного масла. Поступая из зазора между нерабочими винтовыми р.ове|)хностями в вертче канавки, смазка, образуя маслян; 1Г; кл1:н, смазывает и охлаждает центрирующие цилиндрические поверх юсти витков- винта и
гайки. Далее смазка из полости 10, образованной сии)альной выточкой в гайке, центробежной частично н агнетается в спиральную канавку винта, и, охлаждая впадину винта и вершину витк(;в гайки, стекает в подпятник. Часть ее поступает в радиальные канавки винта, откуда нагнетается, образуя масляный клин между рабочими поверхностями винта и гайки, ос ществляя их смазку и охлажден1ие.
Отработанная и частично свежая смазка выбрасывается в спиральную канавку наружного диаметра гайки и течет по нему, охлаждая вершину и впадину витков гайки, до выхода в вертикальный канал отвода смазки.
При движении винта вверх ироисходит то же самое, кроме образования масляных клиньев от радиальных кан1авок. Вторая стенка радиальной канавки выполнена вертикальной и затрудняет образование масляного клина.
При подъеме вверх это не имеет существенного значения, но при неподвижном винте во время пропуска металла препятствует отходу винта.
Предмет и з о б р е т е )i и я
1. Винтовая пара нажимного устройства прокатного, преимущественно обжимного, стана, включающая винт и гайку, имеюи ую коллекторный вертикальный кан1ал подвода смазки, сообщающийся с каждым витком, профили резьбы которых ограничены винтовыми и цилиндрическими центрирующими поверхностями, из которых цилиндрические поверхности ирофиля гайки выиолнены со ступеньками, образующими спиральную канавку по наружному и спиральную выточку по внутреннему диаметрам профиля, прилегаюшие к ее
рабочей винтовой поверхности, отличающаяся тем, что, с целью автономНой циркуляции смазки в каждом витке и исключения попадания отработанной смазки на рабочие поверхности винта и гайки, вертикальный канал подвода смазки сообщается с зазором у нерабочих винтовых поверхностей, от которого Hia цилиндрической поверхности внутреннего диаметра профиля гайки выполнена по меньшей мере одна для каждого витка вертикальная
канавка с выходом в спиральную выточку, прплегающую к спиральной канавке, выполненной на рабочей винтовой поверхности у внутреннего диаметра винта, от которой до его наружного диаметра на той же новерхности {выполнена по мегплией мере одна для
КйжДсго витка радиальнсЯ катанка с выходом в спиральную как1авку.,,на цилиндрической пове.рхностн (трофиля raiiKii по наружному диаметру, сообщающуюся с верТикальныЛ каналом отвода смазКи в, каждо.м витке.
2. Винтовая пара по п. 1, Отлпчаюп аяся тем, что, с целью исключения задиров гайки, создания подпора и увеличения . подвода смазки к контактирующим рабочим поверхностям пары, радиальная канавка на рабочей
зинтовон поверхности винта выполнена с cV-женке%т к его наружному диаметру, а одна боковая стенка канавки выполнена с плавным переходом к рабочей винтовой поверхности. 3: ВиМтовая пара По и. 1, отличающаяся тем, что, с целью образования желоба для отвода спработанноГг смазки, спиральная канавка на .цилиндр,и-уеской поверхности наружного диаметра гайки выполнена с поднутрением в нижней части.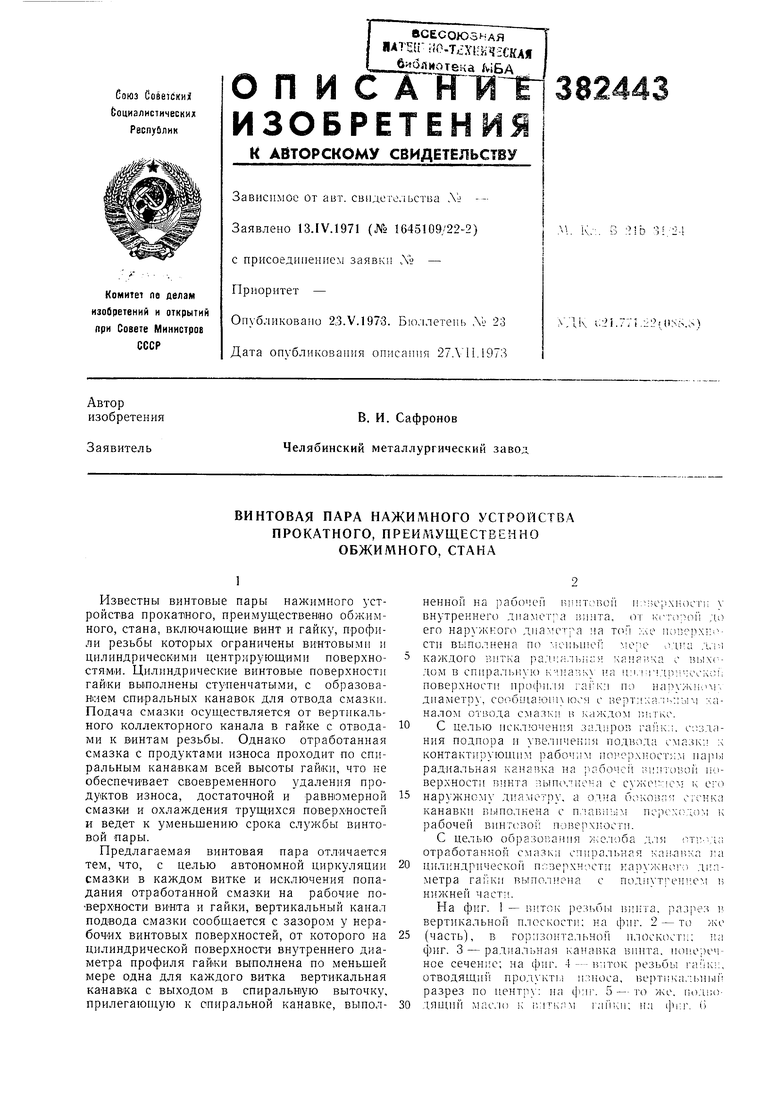
| название | год | авторы | номер документа |
|---|---|---|---|
| Винтовая пара | 1976 |
|
SU656681A1 |
| Винтовая пара нажимного устройства | 1975 |
|
SU540690A1 |
| ВИНТОВАЯ ПАРА ОБЖИМНОГО ПРОКАТНОГО СТАНА | 1999 |
|
RU2182051C2 |
| ВИНТОВАЯ ПАРА ОБЖИМНОГО ПРОКАТНОГО СТАНА | 2001 |
|
RU2198045C1 |
| Винтовая пара с гидростатической смазкой | 1989 |
|
SU1679097A1 |
| Винтовая пара нажимного устройствапРОКАТНОгО CTAHA | 1979 |
|
SU812364A1 |
| Винтовая пара нажимного устройствапРОКАТНОй КлЕТи | 1979 |
|
SU845906A1 |
| Винтовая пара нажимного устройства прокатного преимущественно,обжимного стана | 1977 |
|
SU660741A1 |
| СТОПОРНОЕ УСТРОЙСТВО ДЛЯ НАЖИМНОГО ВИНТА ОБЖИМНОГО СТАНА | 1999 |
|
RU2166392C2 |
| Винтовая пара нажимного устройства прокатного стана | 1978 |
|
SU749475A1 |

А-А
Фиг.2
Фиг л
РагЛ
.5
