/ Г /Г Г/ Y../r/Y..r . .Г.. ..гА.. Г Фиг
2.Способ по п. 1, отличающийся тем, что на соприкасающуюся с обделкой поверхность опалубки, в средней -трети ее длины, синхронно вращению подают под давлением эмульсию, например цементное молоко с добавками.
3.Устройство для возведения монолитнопрессованной обделки тоннеля кругового очертания, содержащее скользящую опалубку с прессующим кольцом, распорное кольцо с радиальными и продольными гидроцилиндрами, соединенное с опалубкой направляющими балками, тормозную секцию с механизмом раскрепления ее в обделку и источник высокого давления, отличающееся тем, что, на тормозной секции установлен движитель вращения, выполненный из ряда подпружиненных гидроцилиндров, размещенных по периметру тормозной секции, а на опалубке выполнены зубчатые выступы, в зацепление с которыми входят толкателями своих щтоков гидроцилиндры, соединенные с источником высокого да)зления посредством гидропривода через распределитель.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ возведения крепи коммунальных тоннелей и устройство для его осуществления | 1990 |
|
SU1752969A1 |
| Щитовой способ сооружения тоннелей монолитно-прессованной бетонной обделкой | 1987 |
|
SU1518525A1 |
| Щитовой способ сооружения тоннеля с монолитно-прессованной бетонной обделкой | 1986 |
|
SU1411485A1 |
| Агрегат для возведения монополитнопрессованной обделки туннеля | 1976 |
|
SU589413A1 |
| Щит для сооружения тоннелей с монолитно-прессованной бетонной обделкой | 1987 |
|
SU1557325A1 |
| Щит для сооружения тоннелей с монолитно-прессованной бетонной обделкой | 1977 |
|
SU750084A1 |
| Щит с прессующим и опалубочным устройствами | 1961 |
|
SU141178A1 |
| УСТРОЙСТВО ДЛЯ ВОЗВЕДЕНИЯ ПОДЗЕМНОГО СООРУЖЕНИЯ ИЗ МОНОЛИТНО-ПРЕССОВАННОГО БЕТОНА | 2001 |
|
RU2184238C1 |
| СПОСОБ ВОЗВЕДЕНИЯ ПОДЗЕМНОГО СООРУЖЕНИЯ ИЗ МОНОЛИТНО-ПРЕССОВАННОГО БЕТОНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2166089C1 |
| УСТРОЙСТВО ДЛЯ ВОЗВЕДЕНИЯ ОБДЕЛКИ ПОДЗЕМНОГО СООРУЖЕНИЯ ИЗ МОНОЛИТНОГО БЕТОНА | 1999 |
|
RU2154736C1 |
1. Способ возведения монолитно-прессованной обделки тоннеля кругового очертания, включающий подачу твердеющей массы в заопалубочное пространство, уплотнение ее, прессование обделки и перемещение опалубки вдоль тоннеля, отличающийся тем, что с целью повышения производительности труда и качества возводимой обделки, в процессе возведения обделки опалубку вращают вокруг своей продольной оси.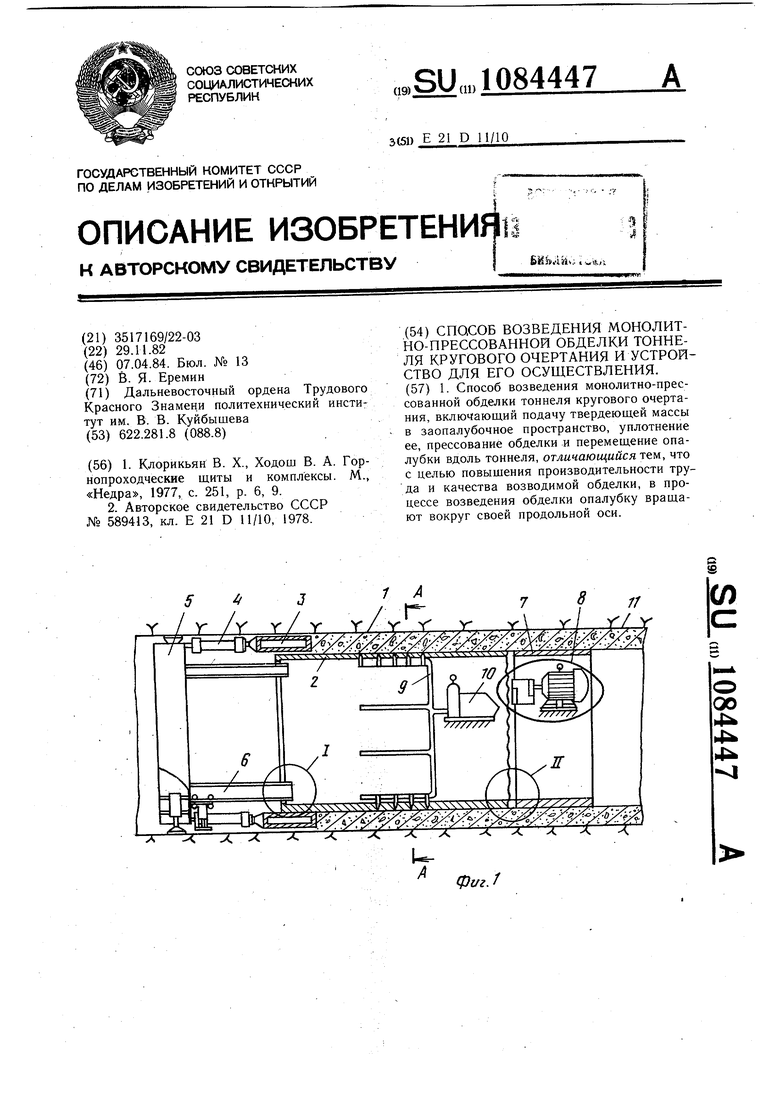
1
Изобретение относится к подземному строительству и может быть использовано преимущественно для возведения монолитно-прессованной обделки тоннелей кругового очертания.
Известен способ и устройство для возведения монолитной обделки тоннеля, согласно которому во избежание сцепления опалубки с бетоном обделки, ее непрерывно перемещают вдоль оси тоннеля, для чего используют энергию прессующих цилиндров благодаря их осевой ориентации относительно опалубки (прессование при этом осуществляется за счет перемещения расклинивающих элементов, в которые заключены гидроцилиндры) 1.
Недостатком этого способа и устройства является то, что в случае прекращения перемещения опалубки вдоль тоннеля свежеуложенный бетон обделки схватывается с поверхностью опалубки. Для возобновления перемещния опалубки требуются дополнительные весьма значительные затраты энергии на преодоление сил сцепления опалубки с бетоном обделки.
Наиболее близким к предлагаемому по технической сути и достигаемому результату является способ возведения монолитнопрессованной обделки тоннеля кругового очертания с использованием скользящей опалубки, включающий подачу твердеющей массы в заопалубочное пространство, уплотнение ее там, прессование обделки и перемещение опалубки вдоль тоннеля и устройство для возведения монолитно-прессованной обделки тоннеля кругового очертания включающее скользящую опалубку с прессующим кольцом, распорное кольцо с радиальными и продольными гидроцилиндрами, соединенное с опалубкой направляющими балками, тормозную секцию, с механизмом раскрепления ее в обделку и источник высокого давления 2.
Недостатком известных способа и устрой. ства является следующее: перемещение опалубки выполняется прессующими гидроцилиндрами и если они вступят в работу, то будет, прежде всего, перемещаться прессующее кольцо. В результате раньще, чем передвинется опалубка, все свободное заопалубочное пространство окажется заполнено обжатой бетонной смесью и места для укладки новой порции бетонной смеси не будет. По этой причине во время подачи бетонной смеси в заопалубочное пространство опалубка (в данном рещении - прототипе) не должна перемещаться. В итоге, за это время успевает произойти значительное сцепление свежеуложенного бетона с поверхностью опалубки: уже через 20 мин после остановки опалубки силы сцепления бетона с ее стальной гладкой поверхностью составят 0,26 тн/м. Для того, чтобы через типичный промежуток времени, затрачиваемый на укладку бетонной смеси с сопутствующими операциями, сдвинуть опалубку с места в начальный момент приходится приложить усилие, на 20-30% превыщающее усилие, необходимое для преодоления сопротивления при дальнейщем непрерывном ее перемещении.
Цель изобретения - повыщение производительности труда и качества возводимой обделки.
Указанная цель достигается тем, что в способе возведения монолитно-прессованной обделки тоннеля кругового очертания, включающем подачу твердеющей массы в заопалубочное пространство, уплотнение ее, прессование обделки и перемещение опалубки вдоль тоннеля, в процессе возведения обделки опалубку вращают вокруг своей продольной оси.
А также тем, что на соприкасающуюся с обделкой поверхность опалубки, в средней трети ее длины, синхронно вращению подают под давлением эмульсию, например, цементное молоко с добавками.
И тем, что в устройстве для возведения монолитно-прессованной обделки тоннеля кругового очертания, включающем скользящую опалубку с прессующим кольцом, распорное кольцо с радиальными и продольными гидроцилиндрами, соединенное с опалубкой направляющими балками, тормозную секцию с механизмом раскрепления ее в обделку и источник высокого давления, на тормозной секции установлен движитель вращения, выполненными из ряда подпружиненных гидроцилиндров, размещенных по периметру тормозной секции, а на опалубке выполнены зубчатые выступы, в зацепление с которыми входят толкателями своих щто.ков гидроцилиндры, соединенные с источНИКОМ высокого давления посредством гидропривода через распределитель.
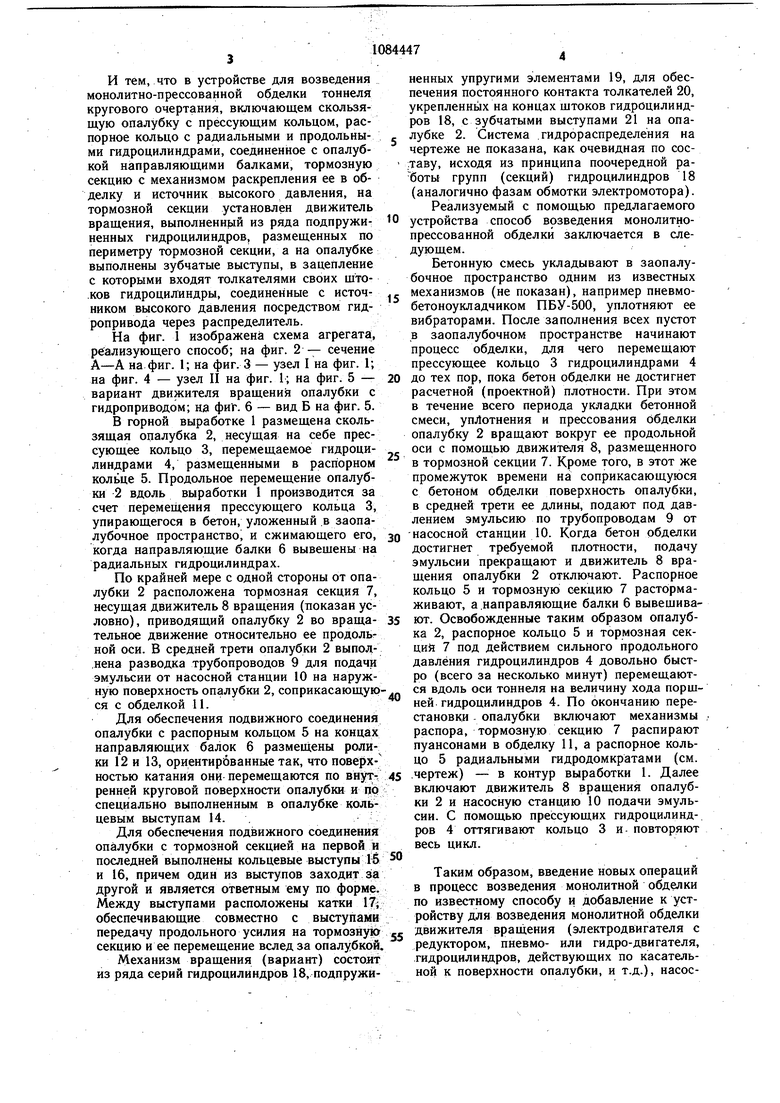
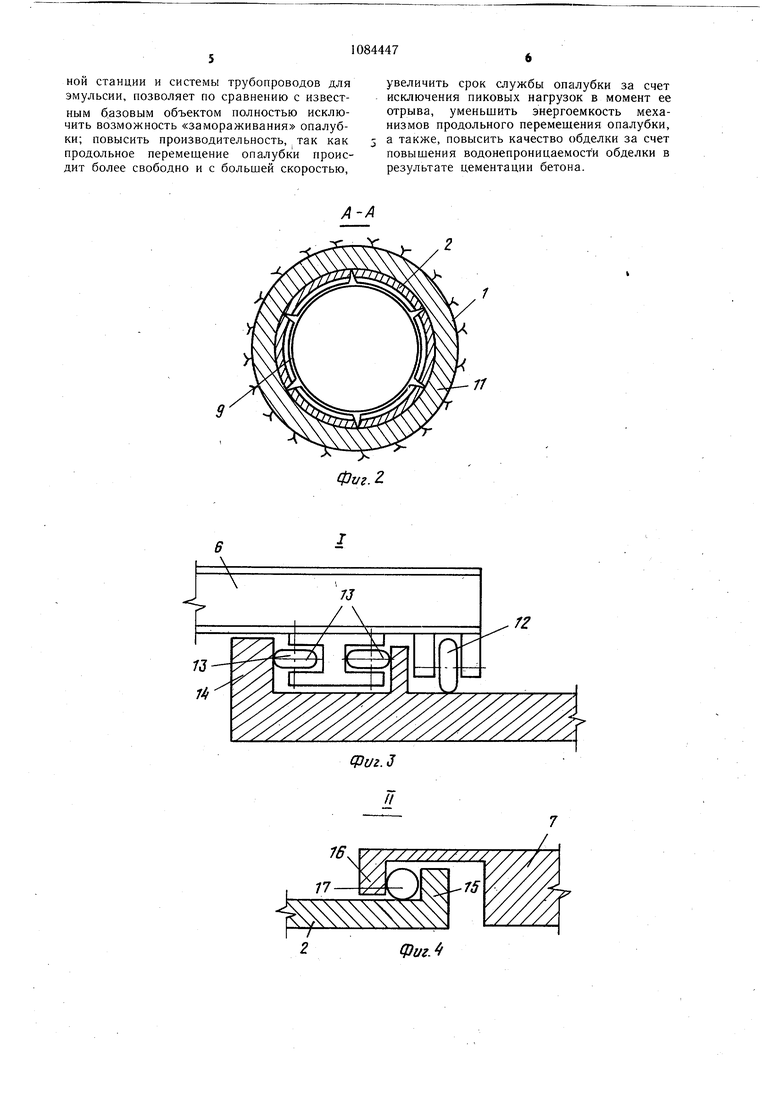
На фиг. 1 изображена схема агрегата, реализующего способ; на фиг. 2- сечение А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - узел II на фиг. 1; на фиг. 5- вариант движителя вращения опалубки с гидроприводом; на фиг. 6 - вид Б на фиг. 5.
В горной выработке 1 размещена скользящая опалубка 2, несущая на себе прессующее кольцо 3, перемещаемое гидроцилиндрами 4, размещенными в распорном кольце 5. Продольное перемещение опалубки 2 вдоль выработки 1 производится за счет перемехцения прессующего кольца 3, упирающегося в бетон, уложенный в заопалубочное пространство, и сжимающего его, когда направляющие балки б вывешены на радиальных гидроцилиндрах.
По крайней мере с одной стороны от опалубки 2 расположена тормозная секция 7, несущая движитель 8 вращения (показан условно), приводящий опалубку 2 во вращательное движение относительно ее продольной оси. В средней трети опалубки 2 выпод,нена разводка трубопроводов 9 для подачи эмульсии от насосной станции 10 на наружную поверхность опалубки 2, соприкасающук) ся с обделкой 11.
Для обеспечения подвижного соединения опалубки с распорным кольцом 5 на концах направляющих балок б размецхены ролики 12 и 13, ориентированные так, что поверхностью катания они перемещаются по внут-, ренней круговой поверхности опалубки и по специально выполненным в опалубке кольцевым выступам 14. ,
Для обеспечения подвижного соединения опалубки с тормозной секцией на первой и последней выполнены кольцевые выступы 15 и 16, причем один из выступов заходит за другой и является ответным ему по форме. Между выступами расположены катки 17; обеспечивающие совместно с выступами передачу продольного усилия на тормозную секцию и ее перемещение вслед за опалубкой.
Механизм вращения (вариант) состоит из ряда серий гидроцилиндров 18, подпружиненных упругими элементами 19, для обеспечения постоянного контакта толкателей 20, укрепленных на концах штоков гидроцилиндров 18, с зубчатыми выступами 21 на опалубке 2. Система .гидрораспределения на чертеже не показана, как очевидная по составу, исходя из принципа поочередной работы групп (секций) гидроцилиндров 18 (аналогично фазам обмотки электромотора).
Реализуемый с помощью предлагаемого устройства способ возведения монолитнопрессованной обделки заключается в следующем.
Бетонную смесь укладывают в заопалубочное пространство одним из известных механизмов (не показан), например пневмобетоноукладчиком ПБУ-500, уплотняют ее вибраторами. После заполнения всех пустот в заопалубочном пространстве начинают процесс обделки, для чего перемещают прессующее кольцо 3 гидроцилиндрами 4 до тех пор, пока бетон обделки не достигнет расчетной (проектной) плотности. При этом в течение всего периода укладки бетонной смеси, уплотнения и прессования обделки опалубку 2 вращают вокруг ее продольной оси с помощью движителя 8, размещенного в тормозной секции 7. Кроме того, в этот же промежуток времени на соприкасающуюся с бетоном обделки поверхность опалубки, в средней трети ее длины, подают под давлением эмульсию по трубопроводам 9 от насосной станции 10. Когда бетон обделки достигнет требуемой плотности, подачу эмульсии прекращают и движитель 8 вращения опалубки 2 отключают. Распорное кольцо 5 и тормозную секцию 7 растормаживают, а.направляющие балки б вывешивают. Освобожденные таким образом опалубка 2, распорное кольцо 5 и тормозная секций 7 под действием сильного продольного давления гидроцилнндров 4 довольно быстро (всего за несколько минут) перемещаются вдоль оси тоннеля на величину хода поршней гидроцилиндров 4. По окончанию перестановки опалубки включают механизмы распора, тормозную секцию 7 распирают пуансонами в обделку 11, а распорное кольцо 5 радиальными гидродомкратами (см. .чертеж) - в контур выработки 1. Далее включают движитель 8 вращения опалубки 2 и насосную станцию 10 подачи эмульсии. С помощью прессующих гидроцилиндров 4 оттягивают кольцо 3 и повторяют весь цикл.
Таким образом, введение новых операций в процесс возведения монолитной обделки по известному способу и добавление к устройству для возведения монолитной обделки движителя вращения (электродвигателя с редуктором, пневмо- или гидро-двигателя, гидроцилиндров, действующих по касательной к поверхности опалубки, и т.д.), насосной станции и системы трубопроводов для эмульсии, позволяет по сравнению с известным б.азовым объектом полностью исключить возможность «замораживания опалубки; повысить производительность, так как продольное перемещение опалубки происдит более свободно и с большей скоростью.
увеличить срок службы опалубки за счет исключения пиковых нагрузок в момент ее отрыва, уменьшить энергоемкость механизмов продольного перемещения опалубки, а также, повысить качество обделки за счет повышения водонепроницаемости обделки в результате цементации бетона.
Г2
cpuz.3
Вид Б
фиг.6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Клорикьян В | |||
| X., Ходош В | |||
| А | |||
| Горнопроходческие щиты и комплексы | |||
| М., «Недра, 1977, с | |||
| Способ модулирования для радиотелефона | 1921 |
|
SU251A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Агрегат для возведения монополитнопрессованной обделки туннеля | 1976 |
|
SU589413A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
