Изобретение относится к металлообработке.
Целью изобретения является повышение надежности и скорости закрепления и раскрепления режущей вставки путем быстрого поворота корпуса цанги посредством выполнения межлепестковых пазов цанги спиральными, причем направление указанных пазов совпадает с направлением резьбы нажимного винта.
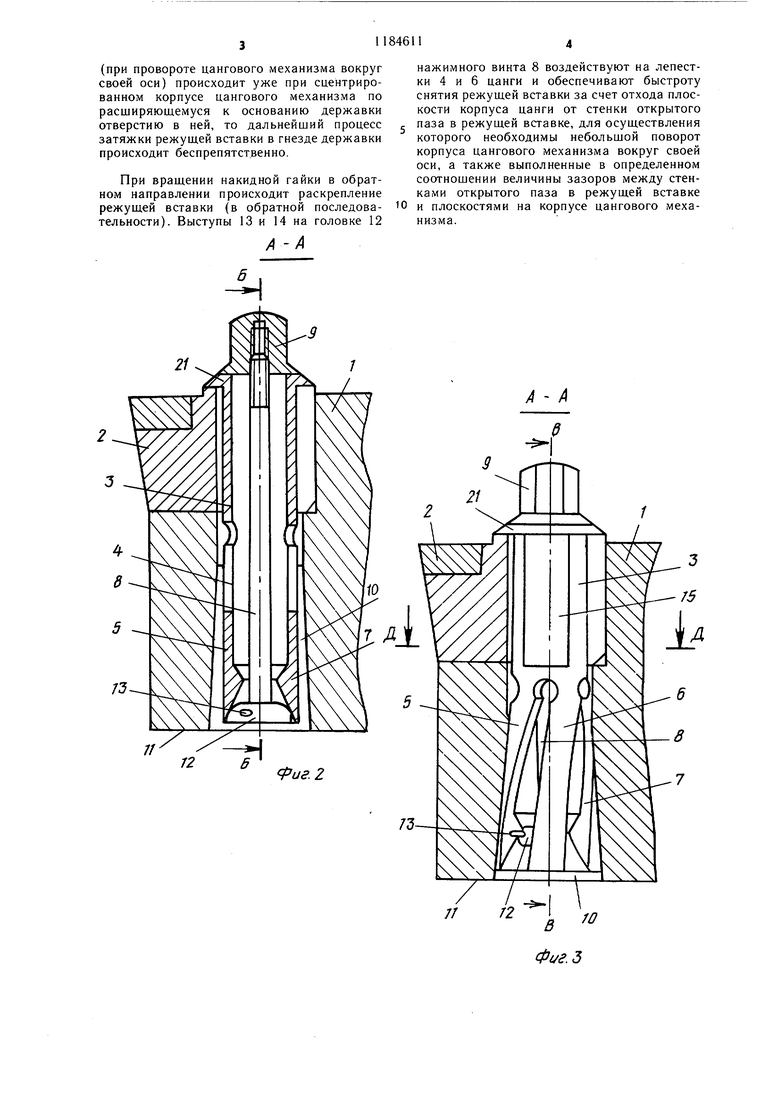
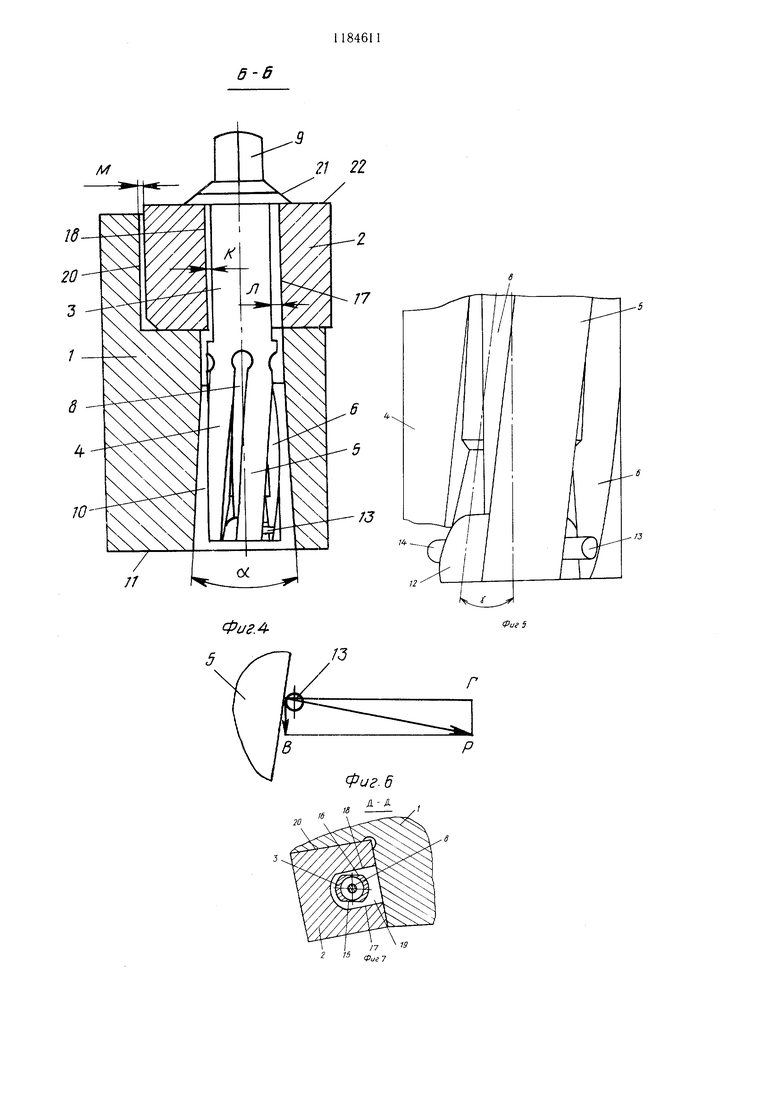
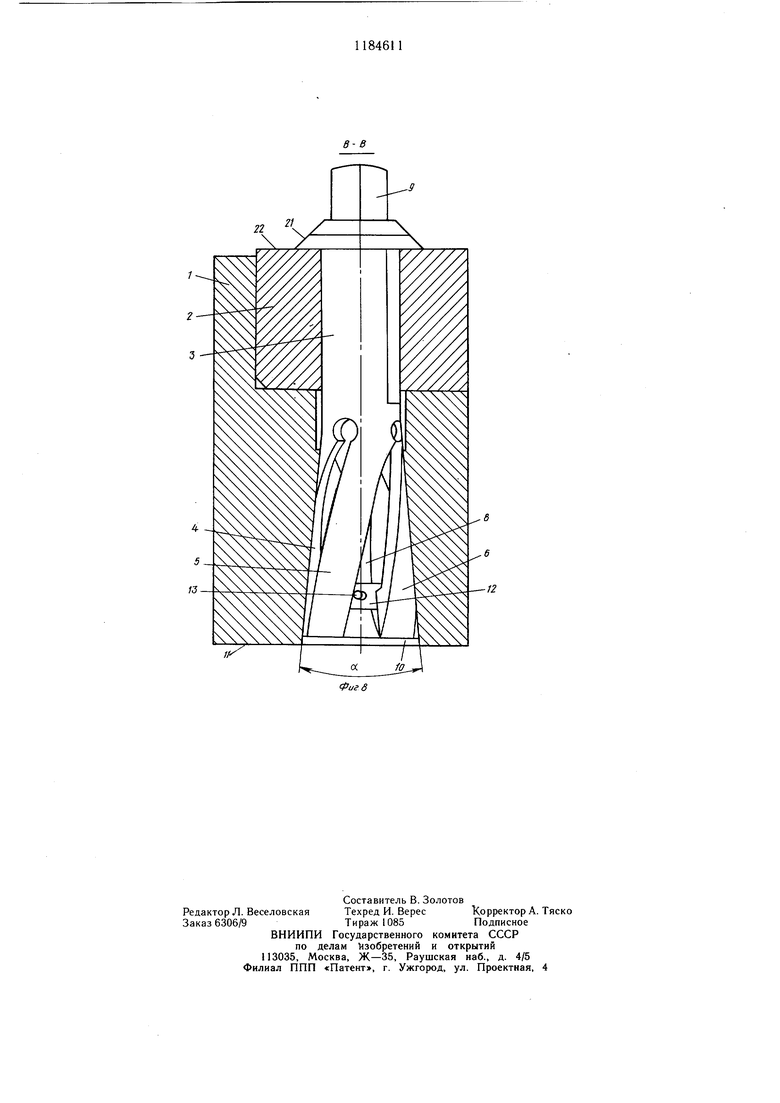
На фиг. 1 схематически изображен предлагаемый инструмент, вид сверху; на фиг. 2- сечение А-А на фиг. 1 при незакрепленной режущей вставке; на фиг. 3 - то же, при закрепленной режущей вставке; на фиг. 4 - сечение Б-Б на фиг. 2; на фиг. 5 - нижняя часть цанги при неразжатых лепестках; на фиг. 6 показана схема сил реакций, действующих на цангу; на фиг. 7 - разрез Д-Д на фиг. 3; на фиг. 8 - сечение В-В на фиг. 3 при разжатых лепестках цанги.
Резец содержит державку 1, режущую вставку 2 и цанговый механизм ее крепления, состоящий из полого цилиндрического корпуса 3 с выполненными на нем (например, четырьмя) пружинящими лепестками 4 и 5, 6 и 7, нажимного винта 8 и накидной гайки 9. Отверстие 10 в державке 1 выполнено расщиряющимся под острым углом а к ее основанию 11. На головке 12 нажимного винта 8 выполнены выступы 13 и 14, входящие в прорези между лепестками 5 и 6, а также 4 и 7.
Прорези между лепестками цангового механизма расположены под острым углом у (фиг. 5) к осевому перемещению нажимного винта 8, причем наклон прорезей одноименный с наклоном резьбы нажимного винта.
На наружной неразрезанной части корпуса 3 цанги выполнены противоположные плоскости 15 и 16. Стенки 17 и 18 открытого паза 19 режущей вставки 2 выполнены на таком расстоянии друг от друга, что режущая вставка, надеваясь на корпус цанги с зазором К и Л (причем величина зазора Л больще величины зазора К), устанавливается с зазором М по отношению к стенке 20 (фиг. 3, 7) гнезда под режущую вставку в державке 1. Соотнощение величин зазоров равно К + .
На верхней части корпуса 3 выполнен бурт 21, воздействующий на поверхность 22 режущей вставки 2 при навинчивании накидной гайки 9 нажимной винт 8.
Сборка резца осуществляется следующим образом.
Вначале собирается цанговый механизм крепления режущей вставки. Снизу в корпус 3 цанги вставляется нажимной винт 8, выступы 13 и 14 на его головке 12 вводятся в пазы между лепестками 4 и 7, 5 и 6, а сама головка 12 подводится до соприкосновения с внутренними коническими поверхностями пружинящих лепестков 4-7. На выступающую сверху корпуса 3 цанги резьбовую
часть нажимного винта 8 навинчивается накидная гайка 9 до соприкосновения с буртом 21 корпуса 3 цанги. В собранном виде корпус 3 цангового механизма остается цилиндрическим (лепестки цанги не разжаты и режущая вставка не закреплена, см. фиг. 1 и 3).
Затем цанговый механизм вводится своей разрезанной частью в расщиряющееся к основанию 1 1 отверстие 10, а режущая вставка 2, надеваясь на верхнюю неразрезанную часть корпуса 3 цанги, устанавливается в гнездо в державке 1 (фиг. 2 и 4).
Для закрепления режущей вставки 2 в гнезде державки 1 вращают накидную гайку 9 в направлении по стрелке И. Вследствие воздействия выступов 13 и 14 на лепестки 5 и 7 корпус 3 цанги тоже вращается в направлении по стрелке Н до упора плоскости 16 на неразрезанной части цанги в стенку 18 открытого паза 19 режущей вставки 2.
0 При этом за счет выполнения межлепестковых пазов на корпусе цанги под острым углом 7 (фиг. 5) к осевому перемещению нажимного винта (с одноименным наклоном с его резьбой) выступы 13 и 14 (при дальнейщем навинчивании накидной гайки 9)
5 продолжают вращать корпус цанги, а последняя своей поверхностью 16 через стенку 18 подвигает режущую вставку 2 к стенке 20 гнезда в державке. Быстроту проворота корпуса цанги с режущей вставкой обеспечивает появляющаяся горизонтальная составляющая Г силы реакции Р (фиг. 6) от воздействия, например, выступа 13 на пружинящий лепесток 5 цанги. Так как выступов на головке 12 нажимного винта 8 может быть несколько (например, по числу прорезей
у цанги), то обеспечивается не только быстрота проворота, но и возможность прижатия режущей вставки к стенкам гнезда со значительным усилием.
Одновременно головка 12 нажимного винта 8 воздействует на конусную поверхность лепестков 4-7 и раздвигает их до упора в стенку расщиряющегося к основанию 1 1 державки 1 отверстия 10. Так как соотношение величин зазоров К-|-М Л, то при поджиме режущей вставки к стенке 20
5 гнезда в державке 1 плоскость 15 не испытывает препятствий со стороны стенки 17 открытого паза 19 в режущей вставке 2. При упоре лепестков 4-7 в поверхность стенки отверстия 10 возникает сила реакции, имеющая как горизонтальную, так и вертикальную составляющие. Вертикальная составляющая направлена тоже в сторону основания 1 1 державки и предотвращает перемещение цангового механизма вдоль его оси, а так как накидная гайка 9 воздействует на цангу и через бурт 21 последней
5 на поверхность 22 режущей вставки 2, то происходит надежная затяжка режущей вставки к основанию гнезда. Так как поджим режущей вставки к стенкам гнезда державки
(при провороте цангового механизма вокруг своей оси) происходит уже при сцентрированном корпусе цангового механизма по расширяющемуся к основанию державки отверстию в ней, то дальнейший процесс затяжки режушей вставки в гнезде державки происходит беспрепятственно.
При врашении накидной гайки в обратном направлении происходит раскрепление режушей вставки (в обратной последовательности). Выступы 13 и 14 на головке 12
/1-XJ
нажимного винта 8 воздействуют на лепестки 4 и 6 цанги и обеспечивают быстроту снятия режущей вставки за счет отхода плоскости корпуса цанги от стенки открытого паза в режушей вставке, для осуществления которого необходимы небольшой поворот корпуса цангового механизма вокруг своей оси, а также выполненные в определенном соотношении величины зазоров между стенками открытого паза в режушей вставке и плоскостями на корпусе цангового механизма. /J .5 /I
70
2 15
Фиг-6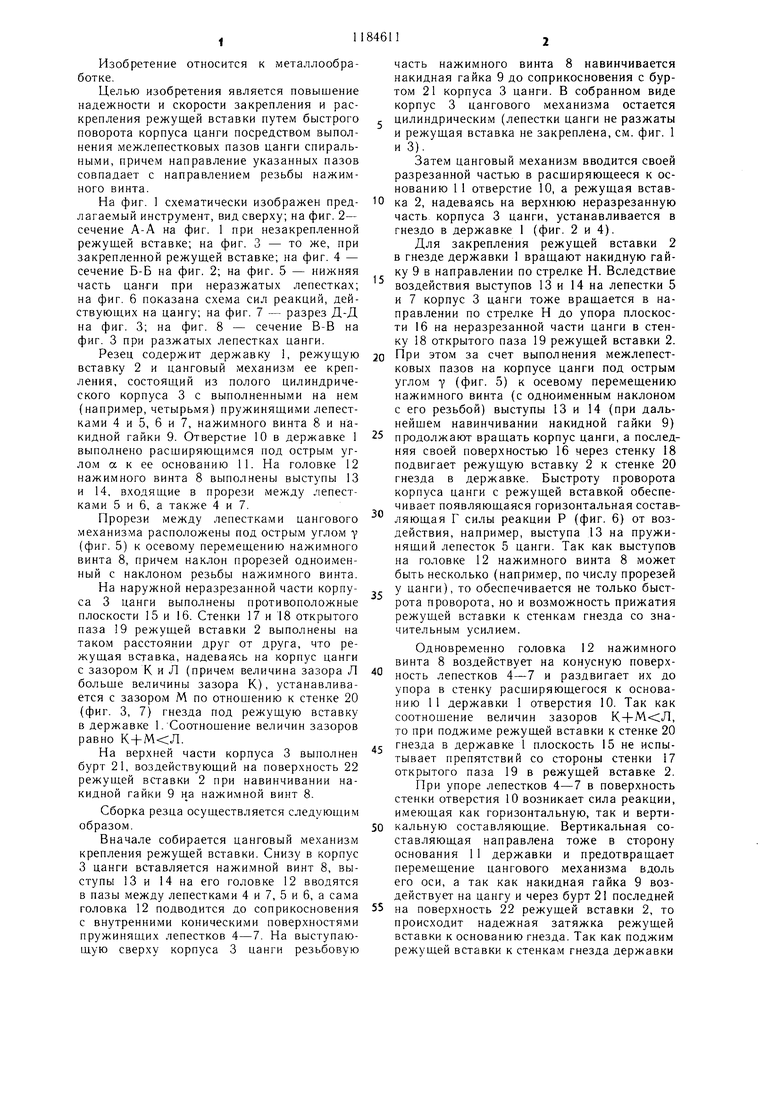
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный режущий инструмент | 1983 |
|
SU1085686A1 |
| Цанговый патрон | 1984 |
|
SU1154059A1 |
| Цанговый патрон | 1980 |
|
SU904906A2 |
| Цанговый патрон | 1979 |
|
SU848171A1 |
| Резец для обработки труднообрабатываемых материалов | 1990 |
|
SU1754339A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2314186C2 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Айсбайль | 1989 |
|
SU1796219A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО | 2003 |
|
RU2265500C2 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ по авт. св. № 1085686, отличающийся тем, что, с целью повышения надежности закрепления режущей вставки, межлепестковые пазы цанги выполнены спиральными, а направление указанных пазов совпадает с направлением резьбы нажимного винта. (Л оо О)
| Сборный режущий инструмент | 1983 |
|
SU1085686A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
