Изобретение относится к машиностроению, области режущего инструмента, а именно к червячным многозаходным фрезам, предназначенным для работы на зубофрезерных станках с тангенциальной подачей, и может быть использовано для фрезерования тяжелонагруженных быстроходных червячных колес.
Известна конструкция зубьев многозаходных червячных фрез для фрезерования червячных колес, http://libraryno.ru/7-6-4-osobennosti-chervyachnyh-frez-dlya-narezaniya-chervyachnyh-koles-rejush_instr_vis/. Червячные фрезы работают с радиальной или тангенциальной подачей https://studfiles.net/preview/2657155/page:12/. Тангенциальный метод нарезания колес менее производителен, чем радиальный, но обеспечивает повышение качества поверхности зубьев за счет увеличения числа зубьев фрезы, находящихся в контакте с заготовкой. Стойкость тангенциальных фрез оказывается выше из-за того, что сила резания распределяется на большее число зубьев фрезы. Так как заходность фрезы должна равняться заходности червяка, то часто фрезы изготавливают многозаходными. Поэтому углы подъема витков фрез для червячных колес получаются больше, чем для цилиндрических колес, иногда до 35…40°. Многозаходные червячные фрезы применяют для повышения производительности, и обычно точность обработки ими ниже, а параметры шероховатости поверхности больше, чем при работе однозаходными фрезами. При применении многозаходных фрез число зубьев обрабатываемого колеса не должно быть кратным числу заходов фрезы, чтобы не вызвать ошибки в шаге зубьев колеса. Двухзаходные фрезы широко применяют под последующее шевингование, трехзаходные имеют ограниченное применение. Многозаходные червячные фрезы обычно используют при черновом зубофрезеровании, за которым следует чистовое фрезерование, шевингование или шлифование. (Мерчанский Д.П. Зуборезное дело Издание 2, https://www.ngpedia.ru/pg107r8kF6B4T5M236k3e70033090438/). Поэтому можно предположить, что конструкция червячной многозаходной фрезы, включающей последовательно расположенные участки черновых, чистовых и калибрующих зубьев, повышает производительность и точность изготовления червячного колеса.
Известны технические решения, в которых червячные многозаходные фрезы включают участки для обработки черновые и чистовые, а также с непостоянными полными высотами, но преимущественно для изготовления зубчатых колес (например, патент RU 2664496 С2 B23F 21/16 B23F 5/22, опубл. 23.05.2018).
Все известные технические решения конструкций многозаходных червячных фрез не обеспечивают необходимой точности и долговечности при фрезеровании с их помощью тяжелонагруженных быстроходных червячных колес. Недостатки - низкая точность, при эксплуатации фреза быстро теряет геометрию угла, снижается точность нарезания червячного колеса.
Существующие технологии изготовления червячных фрез не позволяют оформить задние углы зуба фрезы по следующим причинам: малого среднего диаметра фрезы, возрастания угла наклона винтовой линии кратно количеству заходов, искажения теоретического профиля при затыловании на резьбошлифовальных станках, рационального выбора количества стружечных канавок.
Недостаток известных червячных фрез для фрезерования червячных колес - низкая точность, при эксплуатации быстро теряет геометрию угла, снижается точность нарезания червячного колеса. Эти недостатки не позволяют использовать известные червячные фрезы для получения тяжелонагруженных быстроходных червячных колес
Необходимо увеличение срока полезной эксплуатации фрезы - обеспечение возможности проведения многократной переточки по передней поверхности без потери точности. При этом повышение пятна контакта получаемого червячного колеса повышает долговечность, предотвращает катастрофический износ конечного изделия, повышая надежность и долговечность, что особенно значимо для быстроходных тяжелонагруженных червячных колес, применяемых в механизмах летательных аппаратов с требованием по пятну контакта поверхности профиля зубьев более 80%.
Техническая задача - повышение точности профиля зуба червячных колес для снижения контактных нагрузок, для исключения переноса металла и преждевременного износа червячной пары за счет изменения формы зубьев червячной фрезы.
Для достижения указанной технической задачи предлагается червячная многозаходная фреза для нарезания червячных колес, у которой конструкция зубьев многозаходных червячных фрез с большим углом наклона винтовой линии для фрезерования быстроходных, тяжелонагруженных червячных колес, применяемых в механизмах летательных аппаратов, с требованием по пятну контакта поверхности профиля зубьев более 80%. Фреза имеет три участка: участок черновых зубьев, участок чистовых зубьев и участок калибрующих зубьев, имеющих теоретический профиль и фрезерованные затылки.
Конструкция калибрующих элементов зуба многозаходной червячной фрезы с углом наклона винтовой линии до 45 градусов оформлена таким образом, что затылочная часть зуба занижена на 0,5-0,6 мм с каждой стороны с углом затылования 8-10 градусов (например, 9 градусов, с учетом погрешности попадающих в указанный диапазон) с оставлением ленточки профиля 1,2-1,5 мм от передней плоскости зуба. Это позволяет создавать на черновом и чистовом участках после шлифования и затылования остро заточенные зубья фрезы с задними углами 8-10 градусов, а на калибрующих зубьях после шлифования профиля без затылования профиля остаются ленточки шириной 0,8-1 мм, представляющие собой шаберы, сохраняющие неискаженный исходный профиль и режущие кромки по передней поверхности.
Это свойство калибрующих зубьев червячной фрезы обеспечивает получение высоких значений пятна контакта и шероховатости зубьев червячного колеса. Конструкция зубьев фрезы позволяет проводить многократную переточку по передней поверхности без потери точности.
Цель изобретения - повышение точности профиля зуба червячных колес для снижения контактных нагрузок, для исключения переноса металла и преждевременного износа червячной пары. Существующие технологии изготовления червячных фрез не позволяют оформить задние углы зуба фрезы по следующим причинам: при числах заходов больше 1 малого среднего диаметра, количества стружечных канавок более 4 и угла винтовой линии более 25 градусов остается слишком мало места для подвода инструмента.
Конструкция калибрующих элементов зуба многозаходной червячной фрезы с углом наклона винтовой линии до 45 градусов оформлена таким образом, что затылочная часть зуба занижена на 0,5-0,6 мм
Технический результат - увеличение срока полезной эксплуатации фрезы - возможность проведения многократной переточки по передней поверхности без потери точности.
Технический результат достигается за счет конструкции многозаходной червячной фрезы для работы на зубофрезерных станках с тангенциальной подачей, содержащей последовательно расположенные участки черновых зубьев, чистовых зубьев, калибрующих зубьев, выполненных с фрезерованными затылками, отличающейся тем, что калибрующие зубья расположены с углом наклона винтовой линии к оси фрезы до 45° и выполнены с заниженной затылочной частью на 0,5-0,6 мм с каждой стороны относительно толщины калибрующего зуба на всю длину зуба с углом затылования 8-10°, обеспечивающей образование ленточки профиля на расстоянии 1,2-1,5 мм от передней плоскости зуба. Кроме того, калибрующие зубья выполнены с ленточкой шириной 0,8-1,2 мм в виде шаберов, имеющих режущие кромки по передней поверхности.
Это свойство калибрующих зубьев червячной фрезы обеспечивает получение высоких значений пятна контакта и шероховатости зубьев червячного колеса. Конструкция зубьев фрезы позволяет проводить многократную переточку по передней поверхности без потери точности.
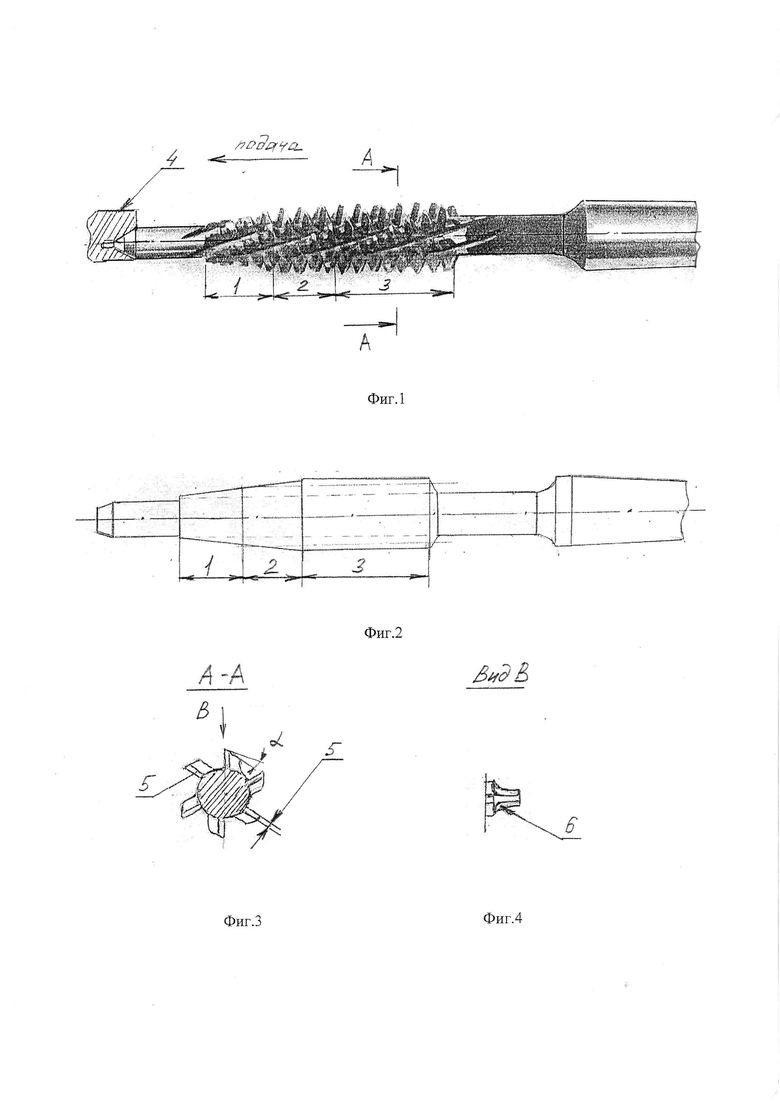
Техническое решение поясняют изображения на фиг. 1-4. На фигурах изображены элементы зуба 4-заходной червячной фрезы с углом наклона винтовой линии более 25 градусов. Конструкция фрезы предназначена для работы на зубофрезерных станках с тангенциальной подачей.
Фиг. 1. Объемное изображение многозаходной червячной фрезы
Фиг. 2. Схематичное изображение многозаходной червячной фрезы
Фиг. 3. Изображение в сечении А-А многозаходной червячной фрезы
Фиг. 4. Профиль калибрующего зуба (вид В, увеличено) многозаходной червячной фрезы
Где 1 - участок черновых зубьев;
2 - участок чистовых зубьев;
3 - участок калибрующих зубьев, имеющих теоретический профиль и фрезерованные затылки;
4 - обратный центр;
5 - ленточка, шлифованный незатылованный профиль калибрующих зубьев (0,8-1,2 мм);
6 - фрезерованные затылки зуба;
α - угол затылования (8-10 градусов).
Пример осуществления.
Многозаходная червячная фреза, имеет участок черновых зубьев 1, участок чистовых зубьев 2, участок калибрующих зубьев 3. Калибрующие зубья имеют расчетный профиль и фрезерованные затылки 6. Конструкция калибрующих элементов зуба выполнена с углом наклона винтовой линии не более 45 градусов к продольной оси фрезы, таким образом, что на расстоянии 1,2-1,5 мм от передней поверхности зуба профиль поверхности боковых сторон зуба занижены на 0,5-0,6 мм с каждой стороны относительно толщины калибрующего зуба на всю длину зуба, при этом у калибрующих зубьев фрезы после шлифования сохранен неискаженный исходный расчетный профиль. Задний угол, он же угол затылования, например, 9 градусов, с учетом погрешности находящийся в диапазоне 8-10 градусов. На калибрующих зубьях после шлифования получены ленточки 5 шириной 0,8-1,2 мм, являющие собой шаберы, имеющие исходный профиль и режущие кромки по передней поверхности. Фрезерованные затылки 6 калибрующего зуба оформляются конусной пальцевой фрезой при затыловании, например, радиусом 3 мм.
Фреза зафиксирована с помощью обратного центра 4, конструкция фрезы предназначена для работы на зубофрезерных станках с тангенциальной подачей. Имея подачу вдоль оси фрезы, сначала работают черновые зубья 1, затем работают чистовые зубья 2 и далее калибрующие зубья 3 придают червячному колесу необходимую точность и шероховатость профилю зубьев.
Такая конструкция калибрующих зубьев червячной фрезы обеспечивает получение заданных значений профиля зубьев, шероховатости, пятна контакта до 90% червячного колеса. При этом занижение на 0,5-0,6 мм заменило затылование, а ленточки 5 работают как шаберы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗУБОИГЛОФРЕЗЕРОВАНИЯ ЧЕРВЯЧНОЙ ИГЛОФРЕЗОЙ-ЛЕТУЧКОЙ | 2007 |
|
RU2332282C1 |
| ЧЕРВЯЧНАЯ ИГЛОФРЕЗА-ЛЕТУЧКА | 2007 |
|
RU2332283C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2412027C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
| Сборная червячная цилиндрическая фреза | 1958 |
|
SU118453A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ НА БОКОВОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2200076C2 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2481927C1 |
| Способ изготовления глобоидно-цилиндрической передачи с нелинейчатым червяком | 2022 |
|
RU2803611C1 |
Изобретение относится к обработке материалов резанием и может быть использовано для фрезерования тяжелонагруженных быстроходных червячных колес. Многозаходная червячная фреза предназначена для работы на зубофрезерных станках с тангенциальной подачей и содержит последовательно расположенные участки черновых зубьев, чистовых зубьев и калибрующих зубьев, выполненных с фрезерованными затылками. Калибрующие зубья расположены с углом наклона винтовой линии к оси фрезы до 45° и выполнены с заниженной затылочной частью на 0,5-0,6 мм с каждой стороны относительно толщины калибрующего зуба на всю длину зуба с углом затылования 8-10°. Указанный угол обеспечивает образование ленточки профиля на расстоянии 1,2-1,5 мм от передней плоскости зуба. Увеличивается срок службы фрезы за счет создания возможности проведения многократной переточки по передней поверхности без потери точности. 1 з.п. ф-лы, 4 ил.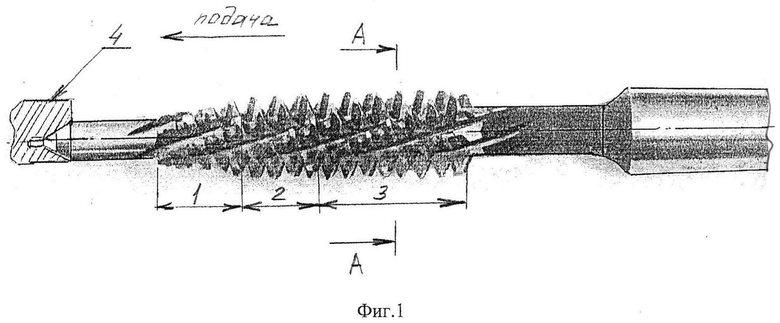
1. Многозаходная червячная фреза для работы на зубофрезерных станках с тангенциальной подачей, содержащая последовательно расположенные участки черновых зубьев, чистовых зубьев и калибрующих зубьев, выполненных с фрезерованными затылками, отличающаяся тем, что калибрующие зубья расположены с углом наклона винтовой линии к оси фрезы до 45° и выполнены с заниженной затылочной частью на 0,5-0,6 мм с каждой стороны относительно толщины калибрующего зуба на всю длину зуба с углом затылования 8-10°, обеспечивающей образование ленточки профиля на расстоянии 1,2-1,5 мм от передней плоскости зуба.
2. Фреза по п. 1, отличающаяся тем, что калибрующие зубья выполнены с ленточкой шириной 0,8-1,2 мм в виде шаберов, имеющих режущие кромки по передней поверхности.
| ЧЕРВЯЧНАЯ ФРЕЗА С НЕПОСТОЯННЫМИ ПОЛНЫМИ ВЫСОТАМИ ДЛЯ НАРЕЗАНИЯ ЗУБЬЕВ ЗУБЧАТОГО КОЛЕСА | 2014 |
|
RU2664496C2 |
| Червячная фреза | 1975 |
|
SU709291A1 |
| Многозаходная червячная фреза | 1991 |
|
SU1804976A1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 0 |
|
SU184112A1 |
| US 5338134 A1, 16.08.1994. | |||

