Изобретение относится к машиностроению, а конкретно к способам изготовления инструментов для нарезания резьбы.
Известны способы изготовления круглых плашек, предусматривающие их затыловку по задней поверхности на всю толщину перьев плашки. Такая затылованная резьба формируется при ее нарезании резьбонарезными фрезами. После термической обработки резьбу такой плашки доводят притиром.
Наиболее близким к заявляемому является способ изготовления режущей плашки, при котором затылование рабочих участков (режущих и калибрующих) перьев режущей плашки осуществляют путем отгибания этих перьев в радиальном направлении. При изготовлении этой плашки в стружечные отверстия вбивают клинья, за счет чего достигается отгибание перьев.
Недостаток такого способа - разрушение перьев и перемычек плашки за счет усилий, возникающих в плашке от воздействия клиньев. Кроме того, этот способ изготовления плашки не обеспечивает требуемой точности резьбы и величины спада затылка.
Цель изобретения - упрощение изготовления плашек за счет упрощения процесса их затылования.
На фиг. 1 показано положение метчика относительно плашки перед началом затылования; на фиг. 2 - то же, в конце операции затылования.
Затыловку резьбы выполняют метчиком 1. Этот метчик имеет резьбовые перья 2, число которых равно числу перьев 3 плашки 4. Перья 2 метчика 1 затылованы по задней поверхности под углом α . Ширина В перьев 2 метчика меньше ширины просвета С между перьями 3плашки.
После нарезания резьбы на перьях плашки в центральное отверстие плашки вводят метчик, затылованный по задней поверхности, размещая его перья в просветах между перьями плашки. Для затыловки резьбы плашки в нее вдавливают резьбу метчика, проворачивая его в направлении против спада затыловки перьев метчика. Это позволяет предотвратить заклинивание метчика в плашке. Для попадания резьбы метчика в резьбу плашки, метчик устанавливают с возможностью осевого установочного перемещения.
Искажения резьбы, возникающие при ее пластическом деформировании в процессе затылования, устраняют вместе с искажениями, возникшими в процессе термической обработки, путем доводки резьбы резьбовыми притирами с закрепленными на них алмазными зернами.
П р и м е р. Резьбу в плашке М12х1 нарезали метчиком-раскатником на вертикально-сверлильном станке 2Д152, модернизированном для нарезания резьбы. Затем плашку устанавливали на специальном станке для затыловки резьбы, ориентируя ее по стружечным отверстиям. Затыловку резьбы выполняли метчиком, затылованным по задней поверхности под углом затыловки - 2о30 . Шаг резьбы метчика равен шагу обрабатываемой резьбы плашки. Средний диаметр резьбы метчика на 0,1 мм меньше среднего диаметра резьбы плашки. Ширина пера метчика на 1 мм меньше ширины просвета между перьями. Метчик установлен в плавающем патроне с возможностью перемещения до 1 мм и кинематически связан с приводом, обеспечивающим его колебательные движения с амплитудой 0,8 мм на среднем диаметре.
Метчик вводили в плашку при осевой подаче, размещая его перья в просветах между перьями плашки и приводили его в колебательное движение с указанной амплитудой.
Поворачивали плашку в направлении подъема затылка метчика с подачей 2 мм/мин на среднем диаметре резьбы. Сочетание колебаний метчика и поворота плашки обеспечивало постепенное прерывистое вдавливание резьбы метчика в резьбу плашки. Плашку поворачивали до упора. Положение упора выбирали так, чтобы на перьях плашки оставалась незатылованная цилиндрическая ленточка длиной 1 мм. По достижении упора срабатывал конечный переключатель, подававший команду на поворот плашки в исходное положение. После термической обработки плашки ее резьбу доводили, ввинчивая в нее резьбовый притир с закрепленным методом гальваностегии алмазным зерном.
Использование предлагаемого способа позволит значительно упростить затылование резьбы плашки на ее калибрующей части. При этом отпадает необходимость в нарезании какой-либо иной резьбы, кроме рабочей резьбы плашки, снижаются требования к точности установки инструментов и заготовки перед затылованием, уменьшается трудоемкость работы. (56) Патент ФРГ N 844105, кл. В 23 G 5/04, 1952.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления резьбообразующего инструмента и устройство для его осуществления | 1982 |
|
SU1026983A1 |
| Метчик | 1983 |
|
SU1143536A1 |
| Метчик для нарезания точных резьб и способ его изготовления | 1987 |
|
SU1562073A1 |
| Способ изготовления метчиков для нарезания точных резьб | 1976 |
|
SU580954A1 |
| МЕТЧИК | 2000 |
|
RU2192335C2 |
| СПОСОБ ОБРАБОТКИ РЕЗЬБ В ДЕТАЛЯХ ТИПА ПЛАШЕК И МЕТЧИКОВ | 1972 |
|
SU340503A1 |
| Метчик и способ его изготовления | 1987 |
|
SU1537430A1 |
| Метчик | 1986 |
|
SU1324785A2 |
| Метчик | 1990 |
|
SU1738512A2 |
| Метчик для нарезания глухих резьб | 1989 |
|
SU1815035A1 |
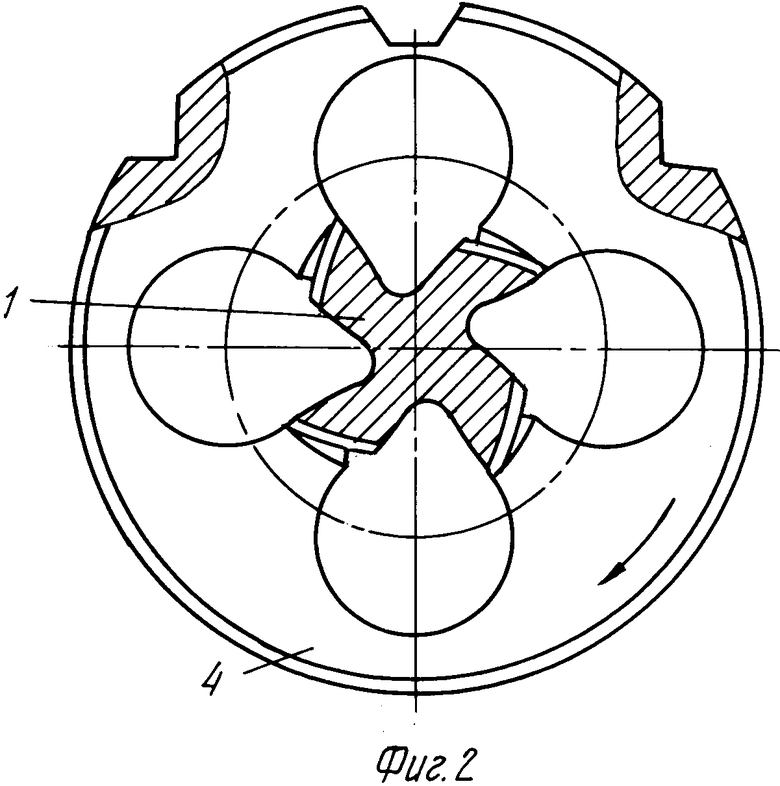
Использование: для упрощения изготовления плашек за счет упрощения процесса их затылования. Сущность изобретения: затыловку резьбы на калибрующей части плашки выполняют метчиком 1. Этот метчик имеет резьбовые перья 2, число которых равно числу перьев 3 плашки 4. Перья 2 метчика 1 затылованы по задней поверхности. Ширина b перьев 2 метчика меньше ширины просвета с между перьями 3 плашки. После нарезания резьбы на перьях плашки в центральное отверстие плашки вводят метчик, затылованный по задней поверхности, размещая его перья в просветах между перьями плашки. Для затыловки резьбы плашки в нее вдавливают резьбу метчика, поворачивая его в направлении спада затылков его перьев. Для такого перемещения метчику придают колебательные движения, а плашку поворачивают в направлении против спада затыловки перьев метчика. 2 ил.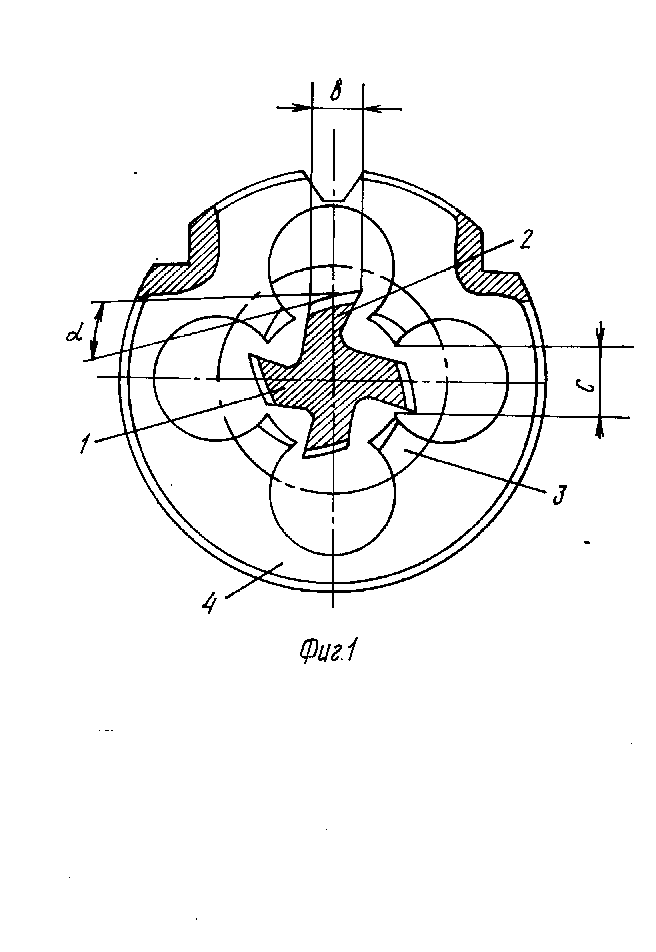
СПОСОБ ИЗГОТОВЛЕНИЯ КРУГЛЫХ ПЛАШЕК , заключающийся в свеpлении в коpпусе центpального и стpужечных отвеpстий, обpазующих пеpья плашки, наpезание pезьбы на калибpующих и pежущих частях пеpьев, затыловании калибpующих и pежущих частей пеpьев, теpмической обpаботке и доводке pезьбы, отличающийся тем, что, с целью упpощения изготовления плашек, затылование калибpующих частей пеpьев осуществляют затылованным по задней повеpхности метчиком с числом пеpьев, pавным числу пеpьев плашки и шиpиной каждого пеpа, меньшей шиpины пpосвета между пеpьями плашки, пpи этом метчик вводят в центpальное отвеpстие плашки так, что пеpья метчика pасполагаются в стpужечных отвеpстиях плашки и осуществляют повоpот метчика относительно плашки в напpавлении спада задней повеpхности пеpьев метчика.
