Изобретение относится к сварке и может быть использовано при производстве прямошовных, спиральношовных труб и изготовлении других сварных изделий. Известно телевизионное устройство для автоматического наведения сварочного электрода на стык соединения 1. Недостатком данного устройства является низкая точность наведения. Известно устройство для наведения сварочного электрода на стык свариваемого соединения, содержапдее блок наведения электрода и промышленную телевизионную установку с телевизионной камерой, видеоконтрольным устройством и блоком строчной развертки, который содержит отклоняющую катушку, измерительный резистор, формирователь импульсов, ждущий .му.г1ьтивибратор и дифференциальный усилитель постоянного тока 2. Однако известное устройство обладает недостаточной точностью наведения при наличии помех и при изменении ширины зазора между свариваемыми кромками. Целью изобретения является повышение точности наведения электрода на стык свариваемых кромок. Поставленная цель достигается тем, что в устройство для наведения сварочного электрода на стык свариваемого соединения, содержап1ее блок наведения электрода и промышленную телевизионную установку с телевизионной камерой, видеоконтрольным устройством и блоком строчной развертки, который содержит отклоняющую катушку, измерительный резистор, формирователь импульсов, ждущий мультивибратор и дифференциальный усилитель постоянного тока, в блок строчной развертки введен дополнительный ждущий мультивибратор, соединенный последовательно с перг.ьм мультивибратором, и два временных селектора, один вход каждого из которых соединен с выходом соответствующего ждущего мультивибратора, а вторые входы объединены между собой и соединены с выходом телевизионной камеры, выходы временных селекторов через допо;1нительно введенный дифференциальный детектор связаны с блоком наведения сварочного электрода и с одним из входов усилителя постоянного тока, а блок строчной развертки оснащен логической схемой ИЛИ, входы которой связаны с выходами ждущих мультивибраторов, а выход - с видеоконтрольным устройством. На че1ггеже приведена структурная схема описываемого устр)О1;ства. Устройство со;;,ержит телевизионную камеру 1, на фотокагод передающей трубки которой проецируется изображение свариваемых кромок 2 и 3, видеоконтрольное устройство 4 и блок строчной развертки, в состав которого входит измерительный резистор 5, включенный последовательно со строчными отклоняющими катушками 6 телевизионной камеры, дифференциальнь й усилитель постоянного тока 7, формирователь импульсов 8, ждущие мультивибраторы 9 и 10, временные селекторы 11 и 12, дифференциальный детектор 13, схему ИЛИ 14. Выход блока строчной развертки через дифференциальный детектор 13 связан с блоком наведения сварочной головки 15. Напряжение, снимаемое с резистора 5, подается на один из входов дифференциального усилителя постоянного тока 7. К выходу усилителя 7 подключен формирователь импульсов 8, вырабатывающий импульсы напряжения при прохождении выходного напряжения усилителя через нуль. Эти импульсы подаются на вход первого ждущего мультивибратора 9. Последовательно со ждущим мультивибратором 9 включен второй ждущий мультивибратор 10. Импульсы с выхода первого и второго ждущих мультивибраторов подаются на входы первого и второго временных селекторов 11 и 12 и на входы схемы ИЛИ 14. На вторые входы этих селекторов поступает видеосигнал с выхода телевизионной камеpi i 1. Импульсы с выхода схемы ИЛИ 14 подаются на видеоконтрольное устройство 4 для образования яркостной отметки, а импульсы видеосигнала с выхода временных селекторов И и 12 подаются на входы дифференциального детектора 13. Временные селекторы делят видеосигнал на две части, а дифференциальный детектор сравнивает площади этих частей. Если площади сравниваемых частей не равны, то на выходе дифференциального детектора появляется напряжение рассогласования одного или другого знака, которое подается на второй вход усилителя постоянного тока. При этом момент прохождения выходного напряжения усилителя 7 через нуль изменяется таким образом, что после окончания переходного процесса временные селекторы 11 и 12 делят видеосигнал на две равные части. Таким образом, выходное напряжение дифференциального детектора равно мгновеному значению напряжения на измерительном резисторе 5 в момент сканирования лучом передающей трубки проекции середины стыка кромок. А поскольку напряжение на измерите,ibHOM резисторе 5 пропорг|,ионалы10 положению луча на мишени трубки, то выходное напряжение дифференциального детектора пропорционально положению стыка свариваемых кромок. Это напряжение подается на блок наведения сварочной головки 15. Яркостная отметка, образованная импульсами с выхода схемы ИЛИ, используется для визуального контроля по экрану видеоконтрольного устройства за работой следящей системы. При правильной работе
34
системы внутри этой яркостной отметки на-яние помех, случайных рисок и царапин,
ходится изображение стыка кромок.Благодаря тому, что схема с дифференциПрименение ждущих мультивибраторов,альным детектором определяет положение
временных селекторов и дифференциально-середины видеосигнала, устройство следит
го детектора для определения положенияза положением середины зазора между свастыка свариваемых кромок, уменьшает вли- риваемыми кромками.
1090514
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наведения сварочного электрода на стык | 1977 |
|
SU725835A1 |
| Устройство для автоматического ведения электрода по стыку | 1987 |
|
SU1466883A1 |
| Устройство управления станом спиральношовной сварки труб | 1972 |
|
SU474408A1 |
| Устройство для наведения электрода на стык свариваемого соединения | 1988 |
|
SU1505707A1 |
| Устройство для направления электрода по стыку | 1979 |
|
SU856708A1 |
| ТЕЛЕВИЗОР | 1994 |
|
RU2120194C1 |
| Устройство для контроля полупроводниковых структур по фотоответу | 1982 |
|
SU1027653A1 |
| Устройство визуализации стыка и шва для электронно-лучевой сварки | 1990 |
|
SU1756070A1 |
| УСТРОЙСТВО ОДНОКРАТНОГО ФОРМИРОВАНИЯ СИГНАЛА ИЗОБРАЖЕНИЯ | 1999 |
|
RU2205521C2 |
| СПОСОБ СКРЕМБЛИРОВАНИЯ ТЕЛЕВИЗИОННОГО СИГНАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2046546C1 |
УСТРОЙСТВО ДЛЯ НАВЕДЕНИЯ СВАРОЧНОГО ЭЛЕКТРОДА НА СТЫК свариваемого соединения, содержащее блок наведения электрода и промышленную телевизионную установку с телевизионной камерой, видеоконтрольным устройством и блоком строчной развертки, который содержит отклоняющую катущку, измерительный резистор, формирователь импульсов, ждущий мультивибратор и дифференциальный усилитель постоянного тока, отличающееся тем, что, с целью повыщения точности наведения, в блок строчной развертки введен дополнительный ждущий мультивибратор, соединенный последовательно с первым мультивибратором, и два временных селектора, один вход каждого из которых соединен с выходом соответствующего ждущего мультивибратора, а вторые входы объединены между собой и соединены с выходом телевизионной камеры, выходы временных селекторов через дополнительно введенный дифференциальный детектор связаны с блоком наведения сварочного электрода и с одним из входов усилителя постоянного тока, а блок строчной развертки оснащен логической схемой ИЛИ, входы которой связаны с выходами ждущих мультивибраторов, а выход - с видеоконтрольным устройством. 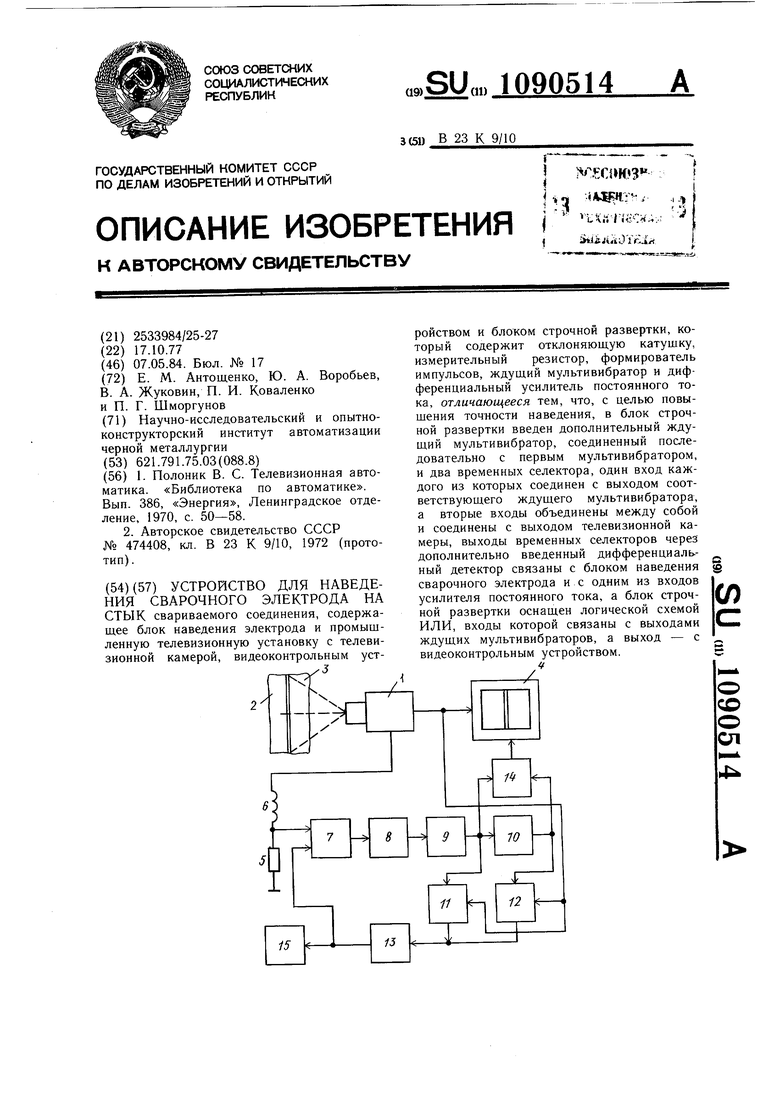
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Полоник В | |||
| С | |||
| Телевизионная автоматика | |||
| «Библиотека по автоматике | |||
| Вып | |||
| Счетная бухгалтерская линейка | 1922 |
|
SU386A1 |
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство управления станом спиральношовной сварки труб | 1972 |
|
SU474408A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
