(54) УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ ЭЛЕКТРОДА
I
Изобретение относится к оборудованию для электродуговой сварки в части автоматизации совмещения электрода со стыком и может быть применено при сварке труб большого диаметра (прямошовных и спиральношовных), полотнищ, резервуаров и других подобных изделий.
Известно устройство для направления электрода по стыку с применением телевизионных датчиков, установленных на сварочном аппарате. Сигнал, вырабатываемый датчиком при смещении электрода со стыка, усиливается и преобразуется схемой управления и подается на привод перемещения сварочного аппарата 1.
Известно также устройство для автоматического слежения за стыком свариваемых кромок с телевизионным датчиком, к которому подключен видеоусилитель, генератором строчной развертки, генератором контрольных импульсов, селектором сигнала от стыка, узлом совпадения, узлом обработки видеосигнала, релейным усилителем и приводом перемещения сварочного инструмента. Контроль качества сварного шва проводится, как правило, после сварки на отПО СТЫКУ
дельной технологической позиции. Контроль проводится выборочный с визуальным определением места контроля 2.
Однако в результате смещения электрода в процессе свлрки от середины шва на величину, превышающую допускаемую по технологии сварки, может получаться дефект сварного щва, расположение которого трудно определить визуально.
Кроме того, недостатками известного устройства являются отсутствие контроля отклонения сварочной горелки от стыка на величину, превышающую допустимую по технологии сварки, наличие автоколебаний сварочной горелки относительно, стыка и низкие динамические характеристики в процессе слежения за стыком.
Устранение автоколебаний в известном устройстве производят путем увеличения зоны нечувствительности датчика, что приводит к увеличению погрешности установки сварочного инструмента на стык в процессе сварки.
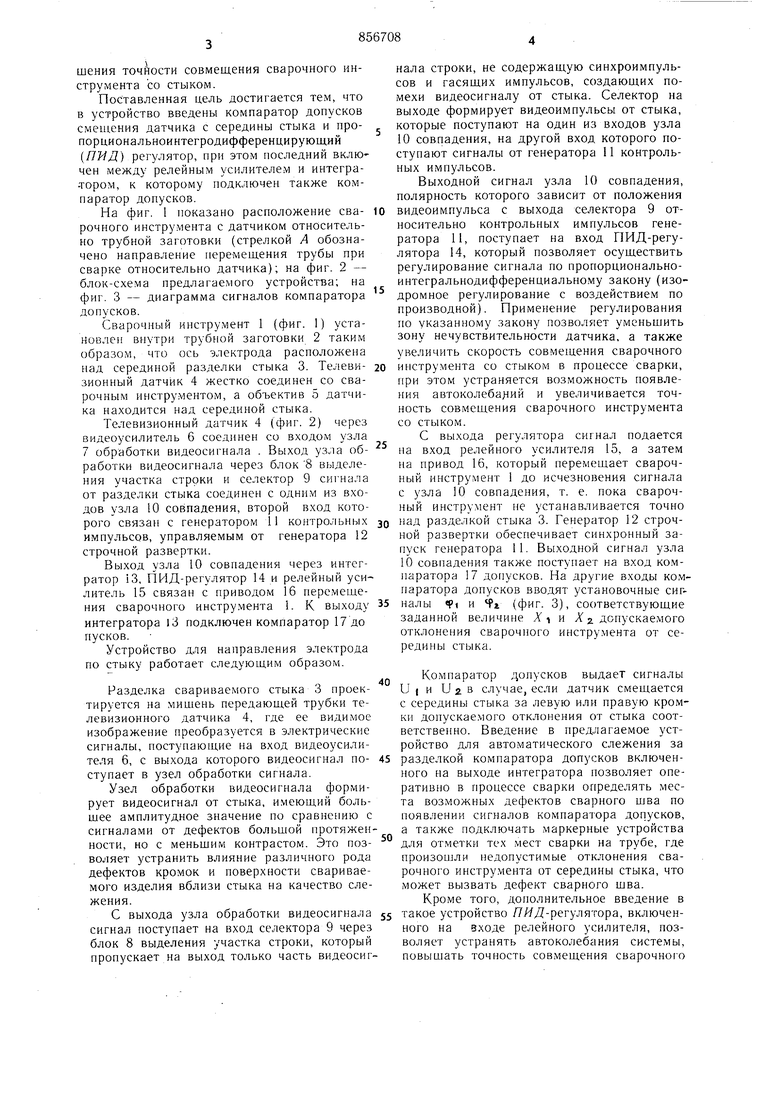
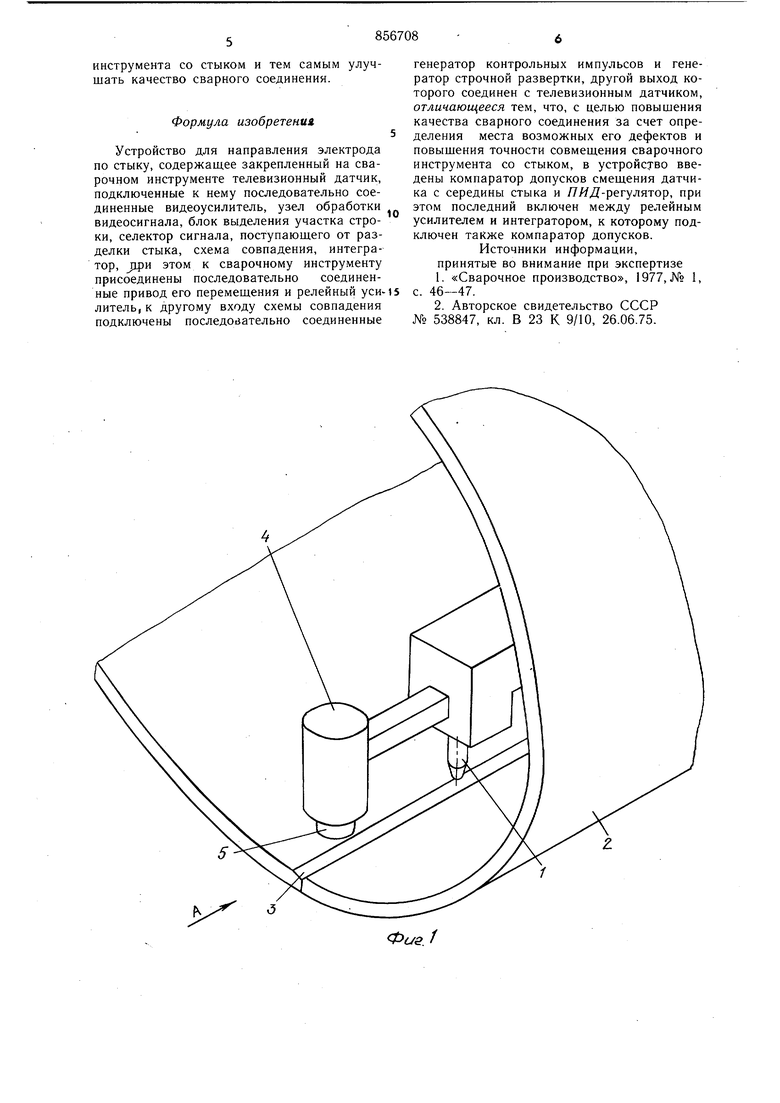
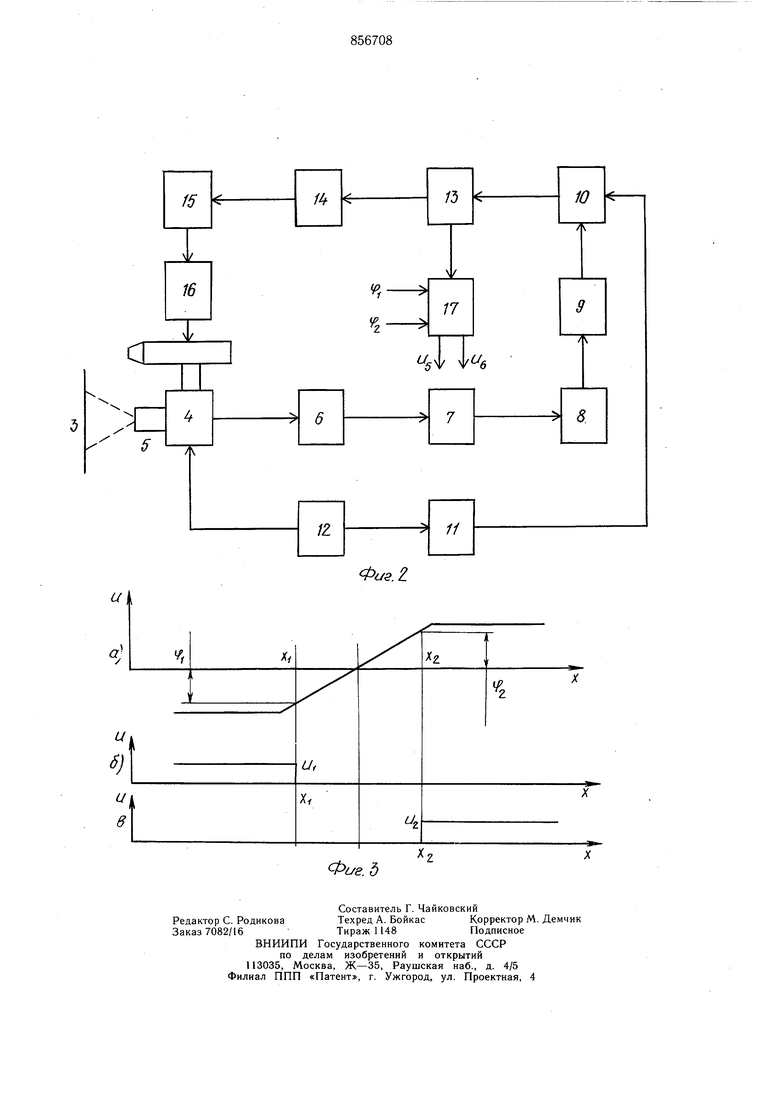
Цель изобретения - повышение качества сварного соединения за счет определения места возможных его дефектов и повышения совмещения сварочного инструмента со стыком. Поставленная цель достигается тем, что в устройство введены компаратор допусков смещения датчика с середины стыка и пропорциональноинтегродифференцирующий(ПИД) регулятор, при этом последний включен между релейным усилителем и интегратором, к которому подключен также компаратор допусков. На фиг. 1 показано расположение сварочного инструмента с датчиком относительно трубной заготовки (стрелкой А обозначено направление перемещения трубы при сварке относительно датчика); на фиг. 2 - блок-схема предлагаемого устройства; на фиг. 3 - диаграмма сигналов компаратора допусков. Сварочный инструмент 1 (фиг. 1) установлен внутри трубной заготовки 2 таким образом, что ось электрода расположена над серединой разделки стыка 3. Телевизионный датчик 4 жестко соединен со сварочным инструментом, а объектив 5 датчика находится над серединой стыка. Телевизионный датчик 4 (фиг. 2) через видеоусилитель 6 соединен со входом узла 7 обработки видеосигнала . Выход узла обработки видеосигнала через блок 8 выделения участка строки и селектор 9 ситнала от разделки стыка соединен с одним из входов узла 10 совпадения, второй вход которого связан с генератором 1 контрольных импульсов, управляемым от генератора 12 строчной развертки. Выход узла 10 совпадения через интегратор i3, ПИД-регулятор 14 и релейный усилитель 15 связан с приводом 16 перемещения сварочного инструмента 1. К выходу интегратора l3 подключен компаратор 17 до пусков. Устройство для направления электрода по стыку работает следующим образом. Разделка свариваемого стыка 3 проектируется на мишень передающей трубки телевизионного датчика 4, где ее видимое изображение преобразуется в электрические сигналы, поступающие на вход видеоусилителя 6, с выхода которого видеосигнал поступает в узел обработки сигнала. Узел обработки видеосигнала формирует видеосигнал от стыка, имеющий большее амплитудное значение по сравнению с сигналами от дефектов большой протяжен ности, но с меньшим контрастом. Это позволяет устранить влияние различного рода дефектов кромок и поверхности свариваемого изделия вблизи стыка на качество слежения. С выхода узла обработки видеосигнала сигнал поступает на вход селектора 9 через блок 8 выделения участка строки, который пропускает на выход только часть видеосиг нала строки, не содержащую синхроимпульсов и гасящих импульсов, создающих помехи видеосигналу от стыка. Селектор на выходе формирует видеоимпульсы от стыка, которые поступают на один из входов узла 10 совпадения, на другой вход которого поступают сигналы от генератора 11 контрольных импульсов. Выходной сигнал узла 10 совпадения, полярность которого зависит от положения видеоимпульса с выхода селектора 9 относительно контрольных импульсов генератора 11, поступает на вход ПИД-регулятора 14, который позволяет осуществить регулирование сигнала по пропорциональноинтегральнодифференциальному закону (изодромное регулирование с воздействием по производной). Применение регулирования по указанному закону позволяет уменьшить зону нечувствительности датчика, а также увеличить скорость совмещения сварочного инструмента со стыком в процессе сварки, при этом устраняется возможность появления автоколеба ий и увеличивается точность совмещения сварочного инструмента со стыком. С выхода регулятора сигнал подается па вход релейного усилителя 15, а затем на привод 16, который перемещает сварочный инструмент 1 до исчезновения сигнала с узла 10 совпадения, т. е. пока сварочный инструмент не ycтaнaBv ивaeтcя точно над разделкой стыка 3. Генератор 12 строчной развертки обеспечивает синхронный запуск генератора 11. Выходной сигнал узла 10 совпадения также поступает на вход ко.мпаратора 17 допусков. На другие входы компаратора допусков вводят установочные сигналы и SPt (фиг. 3), соответствующие заданной величине X и /( 2. допускаемого отклонения сварочного инструмента от середины стыка. Ко.мпаратор допусков выдает сигналы и 1 и и 2 в случае, если датчик смещается с середины стыка за левую или правую кромки допускае.мого отклонения от стыка соответственно. Введение в предлагаемое устройство для автоматического слежения за разделкой компаратора допусков включенного на выходе интегратора позволяет оперативно в процессе сварки определять места возможных дефектов сварного шва по появлении сигналов компаратора допусков, а также подключать маркерные устройства для отметки тех мест сварки на трубе, где произошли недопустимые отклонения сварочного инструмента от середины стыка, что может вызвать дефект сварного шва. Кроме того, дополнительное введение в такое устройство ЯЯД-регулятора, включенного на входе релейного усилителя, позволяет устранять автоколебания системы, повышать точность совмещения сварочного
инструмента со стыком и тем самым улучшать качество сварного соединения.
Формула изобретенил
Устройство для направления электрода по стыку, содержащее закрепленный на сварочном инструменте телевизионный датчик, подключенные к нему последовательно соединенные видеоусилитель, узел обработки видеосигнала, блок выделения участка строки, селектор сигнала, поступающего от разделки стыка, схема совпадения, интегратор, jipH этом к сварочному инструменту присоединены последовательно соединенные привод его перемещения и релейный усилитель,к другому входу схемы совпадения подключены последовательно соединенные
генератор контрольных импульсов и генератор строчной развертки, другой выход которого соединен с телевизионным датчиком, отличающееся тем, что, с целью повыщения качества сварного соединения за счет определения места возможных его дефектов и повышения точности совмещения сварочного инструмента со стыком, в устройство введены компаратор допусков смещения датчика с середины стыка и ЯЯД-регулятор, при этом последний включен между релейным усилителем и интегратором, к которому подключен также компаратор допусков.
Источники информации, принятые во внимание при экспертизе
1.«Сварочное производство, 1977, № 1, с. 46-47.
2.Авторское свидетельство СССР № 538847, кл. В 23 К 9/10, 26.06.75.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наведения электрода на стык свариваемого соединения | 1988 |
|
SU1505707A1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |
| Тренажер для обучения сварщиков | 1986 |
|
SU1441446A1 |
| Устройство для слежения за стыком свариваемых изделий | 1983 |
|
SU1125606A2 |
| Устройство для считывания кодограмм | 1977 |
|
SU736136A1 |
| Устройство для слежения за стыком свариваемых изделий | 1984 |
|
SU1321271A1 |
| Устройство для наведения сварочного электрода на стык | 1977 |
|
SU1090514A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Тренажер для обучения электросварке | 1989 |
|
SU1723571A1 |
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1488100A1 |
У,
X/
Х2
