Изобретение относится к области строительства, и может быть использовано при создании торовых шпангоутов из композиционных волокнистых материалов с отверстиями, используемыми для подкрепления строительных оболочек различного класса и назначения.
Известна конструкция оправки, которая позволяет получать отверстия в заготовках изделия после их намотки и содержит формообразующий каркас со съемными игольчатыми элементами 1.
Использование в известной конструкции оправки в качестве силовозбудителя поршня вспенивающегося материала позволяет формовать изделие только с малыми диаметральными размерами отверстий, поскольку вспенивающаяся масса под поршнем может развивать невысокое давление до 2-5 атм и усилия, развиваемые этим давлением, не позволяют вскрывать отверстия больших размеров в неотвержденных изделиях из композиционных волокнистых материалов.
Кро.ме того, большая часть ее конструктивных элементов, участвующих в процессе вскрытия отверстий, одноразового пользования и после вскрытия отверстий остаются в готовом изделии в качестве нерабочего балласта, снижающего весовое совершенство получаемого изделия и повыщающего его себестоимость.
Известна также оправка для формования изделий с отверстия.ми, включающая формообразующий каркас с пазами в местах образования отверстий, в каждом из которых установлен направленный в сторону заготовки игольчатый элемент со сквозным отверстием в конической части, жестко закрепленный на резьбовой выдвижной втулке, и механизм выдвижения в виде пружины сжатия, стянутой тягой из разрущаемого .материала, закрепленной нижним концом на центральной опоре, а верхним - на торце несущего игольчатый элемент средства 2.
Известная оправка имеет несущие игольчатый элемент средства, по конструкции предназначенные для одного типа изделия и не позволяет переналадить ее быстро и без больших затрат для изготовления различных изделий.
Целью изобретения является расширение технологических возможностей.
Поставленная цель достигается тем, что в оправке для формования изделий с отверстиями, содержащей формообразующий каркас с паза.ми в местах образования отверстий, в каждом из которых установлен направленный в сторону заготовки игольчатый элемент со сквозным отверстием в конической части, жестко закрепленный на резьбовой выдвижной втулке, и механизм выдвижения в виде пружины сжатия, стянутой тягой из разрущаемого материала, закрепленной нижним концом на центральной
oiiojie, а верхним - на торце несущего И1ч)льчатый элемент средства, резьбовая втулка вр пюлнена ступенчатой с цанговой отбортовкой на конце и установлена с распором в дополнительной втулке посредством закрепленного в ней винта, в торце которого зафиксирован верхний конец тяги, стягивающей пружину сжатия.
Кроме того, верхняя часть резьбовой втулки образована набором сцентрированных ступеней одного диаметра, каждая из которых имеет с одной стороны кольцевой бурт, а с другой - кольцевую канавку с профилем, соответствующим профилю бурта.
На фиг. 1 показана оправка, попереч5 ный разрез; на фиг. 2 - то же, поперечный
разрез, в зоне отверстия до его образования;
на фиг. 3 - то же, поперечный разрез в
з,оне отверстия после его образования.
Оправка (фиг. 1) состоит из внутренней
Iи наружной 2 силовых тонкостенных обечаек и среднего теплозащитного слоя 3 между ними. В оправке в местах расположения отверстий выполнены пазы 4.
На верхней и нижней поверхностях оправ5 ки (фиг. 2) установлены силовые закладные детали 5, 6, жестко скрепленные клеем.
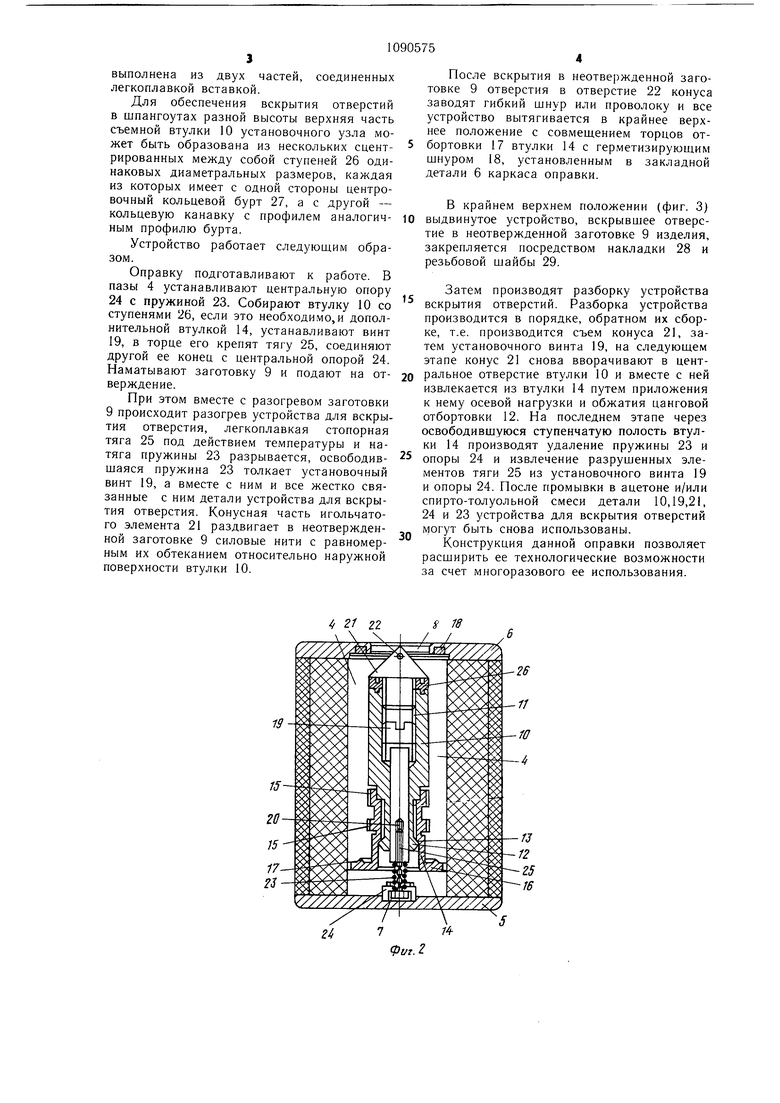
Закладные детали 5, б имеют соосно расположенные глухое 7 и сквозное 8 отверстия, предназначенные для заведения и центровки устройства для вскрытия отверстий методом раздвижения нитей заготовки 9. В пазу 4 установлена съемная ступенчатая втулка 10 с центральным резьбовым отверстием 11, переходящим в нерезьбовую часть с цанговой отбортовкой 12 на конце, опирающейся в кольцевой внутренний буртик 13 выдвижной втулки 14, имеющий наружные резьбовые нарезки 15 и наружную отбортовку 16 с кольцевыми буртом 17 для его закрепления и герметизации в изделии. Для осуществления герметизации выдвижной втулки 14 закладная деталь 6 оправки снабжена герметизирующим шнуром 18. В центральное резьбовое отверстие
IIвтулки 10 последовательно заведены установочный винт 19 с резьбовой нарезкой, нерезьбовая часть которого контактирует с внутренней поверхностью отбортовки втулки 10, а торцовая выполнена с глухим отверстием 20. На резьбовой выдвижной втулке 10 жестко устанавливают игольчатый элемент 21, формующий отверстие, с отверстием 22 в его коническом конце.
Механизм выдвижения игольчатого элемента 21 выполнен в виде пружины 23 сжатия, упирающейся в торец винта 19 или торец цанговой отбортовки 12 и центральную опору 24 и стянутой съемной тягой 25 из легкоплавкого материала, один конец которой закреплен в отверстии 20 винта 19 и в центральной опоре 24. Тяга может быть выполнена из двух частей, соединенных легкоплавкой вставкой. Для обеспечения вскрытия отверстий в шпангоутах разной высоты верхняя часть съемной втулки 10 установочного узла может быть образована из нескольких сцентрированных между собой ступеней 26 одинаковых диаметральных размеров, каждая из которых имеет с одной стороны центровочный кольцевой бурт 27, а с другой - кольцевую канавку с профилем аналогичным профилю бурта. Устройство работает следующим образом. Оправку подготавливают к работе. В пазы 4 устанавливают центральную опору 24 с пружиной 23. Собирают втулку 10 со ступенями 26, если это необходимо,и дополнительной втулкой 14, устанавливают винт 19, в торце его крепят тягу 25, соединяют другой ее конец с центральной опорой 24. Наматывают заготовку 9 и подают на отверждение. При этом вместе с разогревом заготовки 9 происходит разогрев устройства для вскрытия отверстия, легкоплавкая стопорная тяга 25 под действием температуры и натяга пружины 23 разрывается, освободившаяся пружина 23 толкает установочный винт 19, а вместе с ним и все жестко связанные с ним детали устройства для вскрытия отверстия. Конусная часть игольчатого элемента 21 раздвигает в неотвержденной заготовке 9 силовые нити с равномерным их обтеканием относительно наружной поверхности втулки 10. После вскрытия в неотве1)жденной заготовке 9 отверстия в отверстие 22 конуса заводят гибкий шнур или проволоку и все устройство вытягивается в крайнее верхнее положение с совмеш,ением торцов отбортовки 17 втулки 14 с герметизирующим щнуром 18, установленным в закладной детали 6 каркаса оправки. В крайнем верхнем положении (фиг. 3) выдвинутое устройство, вскрывщее отверстие в неотвержденной заготовке 9 изделия, закрепляется посредством накладки 28 и резьбовой щайбы 29. Затем производят разборку устройства вскрытия отверстий. Разборка устройства производится в порядке, обратном их сборке, т.е. производится съем конуса 21, затем установочного винта 19, на следующем этапе конус 21 снова вворачивают в центральное отверстие втулки 10 и вместе с ней извлекается из втулки 14 путем приложения к нему осевой нагрузки и обжатия цанговой отбортовки 12. На последнем этапе через освободившуюся ступенчатую полость втулки 14 производят удаление пружины 23 и опоры 24 и извлечение разрушенных элементов тяги 25 из установочного винта 19 и опоры 24. После промывки в ацетоне и/или спирто-толуольной смеси детали 10,19,21, 24 и 23 устройства для вскрытия отверстий могут быть снова использованы. Конструкция данной оправки позволяет расщирить ее технологические возможности за счет многоразового ее использования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Торовый опорный шпангоут | 1982 |
|
SU1090822A1 |
| Оправка для изготовления изделий с отверстиями намоткой | 1978 |
|
SU713694A1 |
| Пустотелый кольцевой шпангоут из композиционных волокнистых материалов | 1985 |
|
SU1285129A1 |
| Опорный шпангоут | 1987 |
|
SU1555586A1 |
| Угол стыковки оболочки из композиционного материала | 1974 |
|
SU495491A1 |
| Крышка резервуара | 1979 |
|
SU870258A1 |
| Способ изготовления стеклопластиковых оболочек с крышками | 1982 |
|
SU1098815A1 |
| Стеклопластиковая труба-оболочка | 1985 |
|
SU1290030A1 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ШТУЧНЫХ ЗАГОТОВОК С БАЗИРОВАНИЕМ ИХ ПО ЦЕНТРАЛЬНОМУ ОСЕВОМУ ОТВЕРСТИЮ | 2009 |
|
RU2411114C2 |
| СПОСОБ ИСПЫТАНИЯ НА ПРОЧНОСТЬ БЕТОНА СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, УСТРОЙСТВО ДЛЯ РАСТОЧКИ ПРОФИЛЬНОЙ КАНАВКИ, АНКЕРНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ИСПЫТАНИЯ БЕТОНА СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, СИЛОВОЕ УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ БЕТОНА СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, КОНДУКТОР ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ | 2004 |
|
RU2271528C1 |

1. ОПРАВКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ С ОТВЕР СТИЯМИ, содержащая формообразующий каркас с пазами в местах образования отверстий, в каждом из которых установлен направленный в сторону заготовки игольчатый элемент со сквозным отверстием в конической части, жестко закрепленный на резьбовой выдвижной втулке, и механизм выдвижения в виде пружины сжатия, стянутой тягой из разрущаемого материала, закрепленной нижним концом на центральной опоре, а верхним - на торце несущего игольчатый элемент средства, отличающаяся тем, что, с целью расширения технологических возможностей, резьбовая втулка выполнена ступенчатой с цанговой отбортовкой на конце и установлена с распором в дополнительной втулке посредством закрепленного в ней винта, в торце которого зафиксирован верхний конец тяги, стягивающей пружину сжатия. 2. Оправка по п. 1, отличающаяся тем, что верхняя часть резьбовой втулки образована набором сцентрированных ступеней i одного диаметра, каждая из которых имеет с одной стороны кольцевой бурт, а с другой кольцевую канавку с профилем, соответСЛ ствующим профилю бурта. со о ел ел
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Оправка для изготовления изделий с отверстиями намоткой | 1978 |
|
SU713694A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке № 3350485/23-05, кл | |||
| Солесос | 1922 |
|
SU29A1 |
