лент, уложенных в замкнутые пазы 13, 14 меридиональной ориентации, выполненные на внешних поверхностях колец оправки-каркаса. При этом дополнительные пояса могут быть проведены
Изобретение относится к конструкциям композиционных материалов, получаемых методом намотки, и может быть использовано в различных отраслях народного хозяйства - строительстве, машиностроении и авиасудостроении, в частности в качестве силового набора многослойных и однослойных оболочек, а также секций шахтных колодцев, цилиндрических и конических контейнеров, куполообразных перекрытий, сферических или овалообразных днищ, крьш1ек и любых тонкостенных обшивок и обечаек симметричного профиля ,
Цель изобретения - увеличение прочности, жесткости шпангоута и упрощение его изготовления.
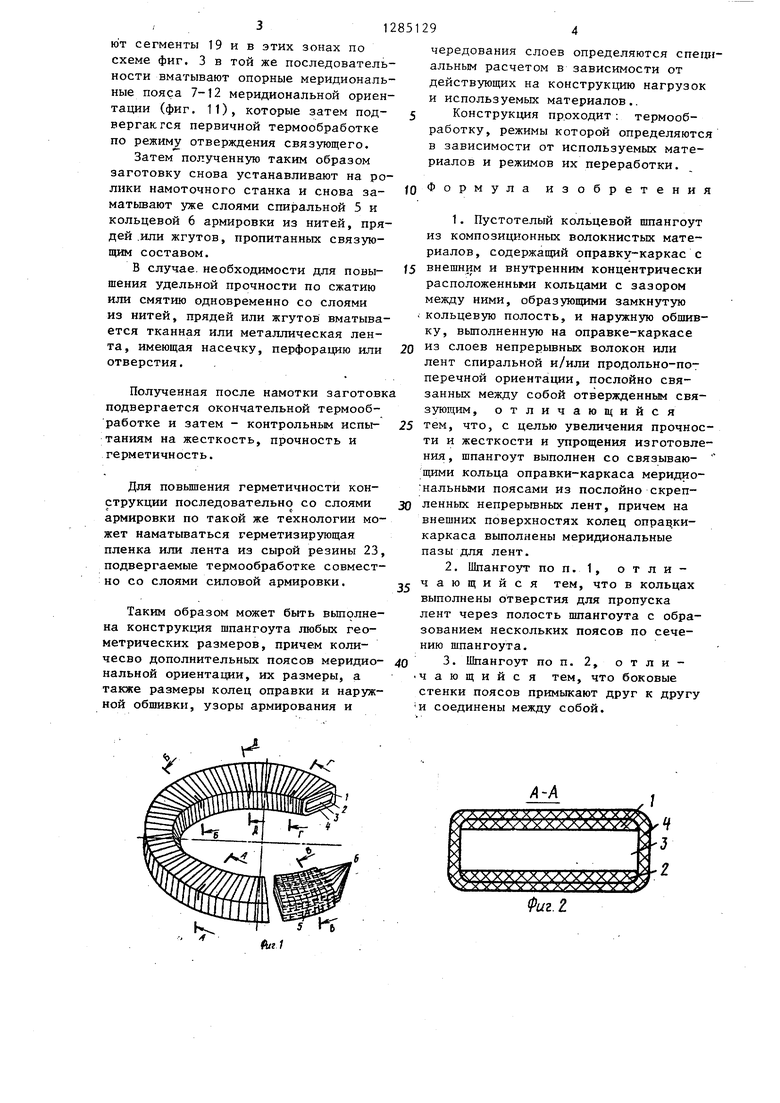
На фиг. 1 показана конструкция, общий вид; на фиг. 2 - сечение А-А на фиг. 1,- на фиг. 3 - разрез Б-В на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - разрез Д-Д на фиг. 1; на фиг. 7 - схема формообразования наружной обшивки и меридиональных поясов; на фиг. 8 - сечение Е-Е на фиг. 7; на фиг. 9 - разрез Ж-Ж на фиг. 7; на фиг. 10 - разрез 3-3 на фиг. 7.
Конструк1Д1я опорного шпангоута состоит из оправки-каркаса, представляющей два концентрически расположенных кольца - внешнее 1 и внутреннее 2, установленных с зазором, образующим замкнутую кольцевую полость 3, и наружной обшивки 4, образованной на оправке-каркасе из слое непрерывных волокон или лент спирал ной 5 и кольцевой 6 армировки, пропитанных отвержденньм связующим. Кольца оправки-каркаса связаны между собой дрполнительньми меридионал ными поясами 7-12 из послойно скреп
через сквозной паз.или пазы, выполненные в стенках колец, а их боковые стенки совмещены между собой и скреплены клеевой отвержденной массой. 2 з.п. ф-лы, 10 ил.
W
15
20
25
30
35
40
45
ленных между собой непрерывных лент, которые заведены в замкнутые пазы 13-14, выполненные на внешних поверхностях колец оправки-каркаса с мери- . диональной или винтовой ориентацией. Боковые стенки 15-16 дополнительных поясов 8-9 совмещены между собой и скреплены клеевой отвержденной массой и штифтами или винтами 17.
Дополнительные пояса могут быть цельномотанными и составными из двух или нескольких частей, скреплен- ных между собой клеевой массой или обычными соединительными средствами - заклепками, винтами или контактной сваркой.
Формообразование предлагаемой конструкции опорного шпангоута осу- ществляют следующим образом. ; Вначале изготавливают оправку- каркас. Ее образуют в виде трехслойного кольца (см. фиг. 7), состоящего из трех колец - силовых внешнего и внутреннего 1 и 2, остающихся затем в составе готового изделия и одного мягкого 18, например из пенопласта для легкоразрушаемой смеси,
удаляемых в процессе формования внешних слоев наружной обшивки 4.
Один из вариантов технологического процесса удаления мягкого кольца 18 может быть следующий. Это кольцо .изготавливают из набора сегментов 19 из пенопласта или металла, разделенных друг от друга и от колец 1 и 2 антиатгезионными прослойками 20-21 из пленки и (или) слоев смазки и фторопластовых проставок 22.
В процессе изготовления оправки- каркаса в ее кольцах выполняют пазы .13-14 меридиональной ориентации, например, посредством фрезерования или прессования (выдавливания).
Затем в подготовленной таким об- раз ом оправке последовательно удаля-
31
ют сегменты 19 и в этих зонах по схеме фиг, 3 в той же последовательности вматывают опорные меридиональные пояса 7-12 меридиональной ориентации (фиг. 11), которые затем под- вергакгся первичной термообработке по режим у отверждения связующего.
Затем полученную таким образом заготовку снова устанавливают на ролики намоточного станка и снова за- матьшают уже слоями спиральной 5 и кольцевой 6 армировки из нитей, прядей .или жгутов, пропитанных связующим составом.
В случае, необходимости для повышения удельной прочности по сжатию или смятию одновременно со слоями из нитей, прядей или жгутов вматывается тканная или металлическая лента, имеющая насечку, перфорацию или отверстия.
Полученная после намотки заготовк подвергается окончательной термообработке и затем - контрольным испы- таниям на жесткость, прочность и герметичность.
Для повьшения герметичности конструкции последовательно со слоями армировки по такой же технологии может наматываться герметизирующая пленка или лента из сырой резины 23, подвергаемые термообработке совместно со слоями силовой армировки.
Таким образом может быть вьшолне- на конструкция шпангоута любых геометрических размеров, причем коли- чесво дополнительных поясов меридиональной ориентации, их размеры, а. также размеры колец оправки и наружной обшивки, узоры армирования и
94
чередования слоев определяются альньм расчетом в зависимости от действующих на конструкцию нагрузок и используемых материалов.. Конструкция проходит: термообработку, режимы которой определяются в зависимости от используемых материалов и режимов их переработки.
Формула изобретения
0
5
15
1. Пустотелый кольцевой шпангоут из композиционных волокнистых материалов, содержащий оправку-каркас с внешним и внутренним концентрически расположенными кольцами с зазором между ними, образующими замкнутую
. кольцевую полость, и наружную обшивку, вьшолненную на оправке-каркасе из слоев непрерьшных волокон или лент спиральной и/или продольно-поперечной ориентации, послойно связанных между собой отвержденным связующим, отличающийся тем, что, с целью увеличения прочности и жесткости и упрощения изготовления , шпангоут выполнен со связываю- щими кольца оправки-каркаса меридио нальньми поясами из послойно скрепленных непрерывных лент, причем на внешних поверхностях колец каркаса выполнены меридиональные пазы для лент.
2.Шпангоут по п. 1, отличающийся тем, что в кольцах выполнены отверстия для пропуска лент через полость шпангоута с образованием нескольких поясов по сечению шпангоута.
3.Шпангоут по п. 2, отличающийся тем, что боковые стенки поясов примыкают друг к другу и соединены между собой.
0
5
0
ГИГ
fyti
Фиг. г
6-6
В-В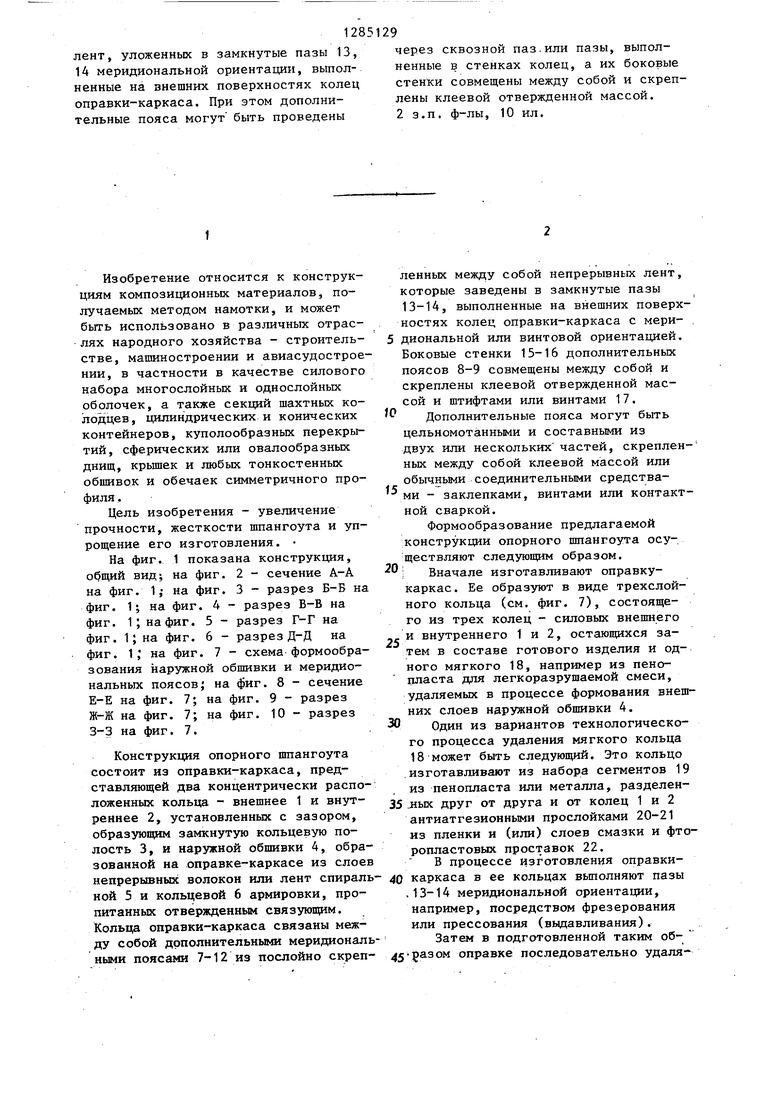
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полого кольцевого шпангоута из композиционных материалов | 1985 |
|
SU1331657A1 |
| Торовый опорный шпангоут | 1982 |
|
SU1090822A1 |
| Труба-оболочка из полимерных композиционных материалов | 1989 |
|
SU1695017A1 |
| Опорный шпангоут | 1987 |
|
SU1555586A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| Опорный шпангоут из композиционного материала | 1983 |
|
SU1170091A1 |
| Торовый опорный шпангоут | 1979 |
|
SU870634A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ И ЕЕ КОНСТРУКЦИЯ | 1999 |
|
RU2174467C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И ТРУБА ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2333103C2 |
| Опорный шпангоут из композиционного материала | 1986 |
|
SU1379555A2 |
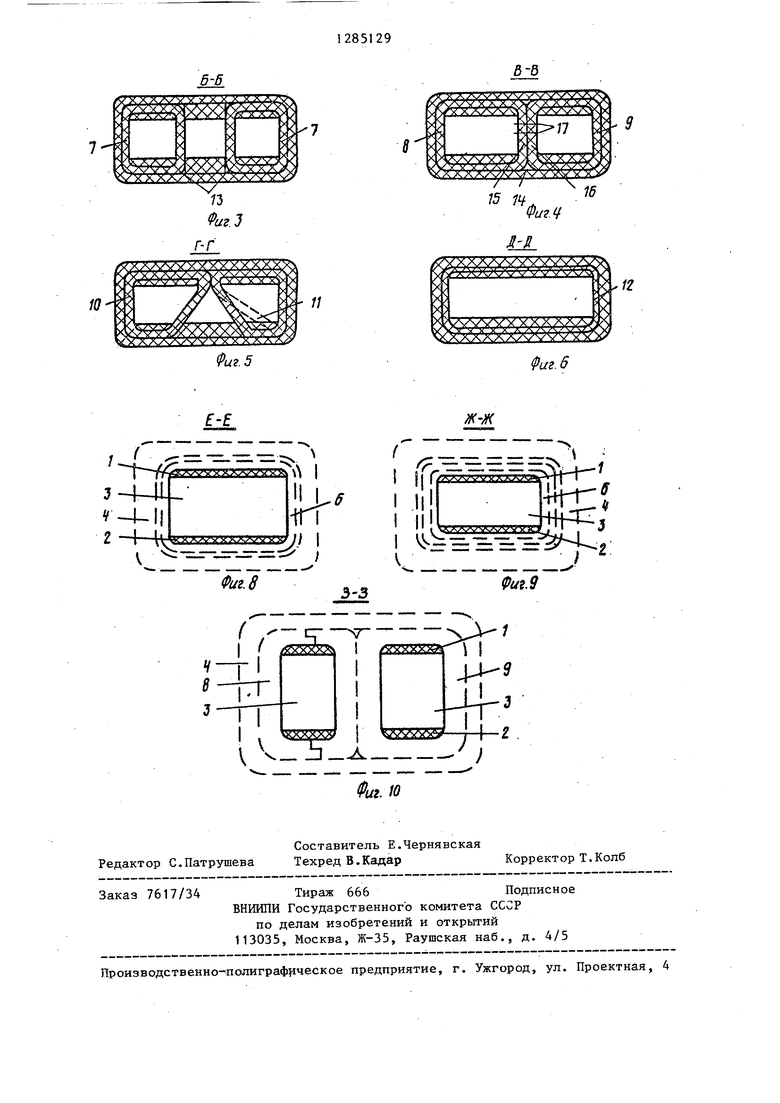
Изобретение относится к конструкциям из композиционных волокнистых материалов, получаемых методами намотки, и может быть использовано IB различных отраслях народного хозяйства для изделий разного класса и назначения, в частности в качестве шпангоута цилиндрических конструкции. Цель изобретения - увеличение прочности, жесткости и упрощение изготовления. Конструкция кольцевого шпангоута содержит оправку-каркас из двух концентрически расположенных колец 1, 2 (внешнего и внутреннего), установленных относительно друг друга с зазором, образующим замкнутую кольцевую полость 3, и наружную обшивку 4, образованную на оправке- каркасе из слоев непрерывных волокон или лент спиральной и кольцевой намотки, послойно или объемно связанных между собой отвержденной массой. Кольца оправки-каркаса связаны между собой дополнительными меридиональными опорными поясами из послойно скрепленных между собой непрерывных а СО ю 00 Д N5 СО 
| Авторское свидетельство СССР № 675261, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Торовый опорный шпангоут | 1979 |
|
SU870634A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
