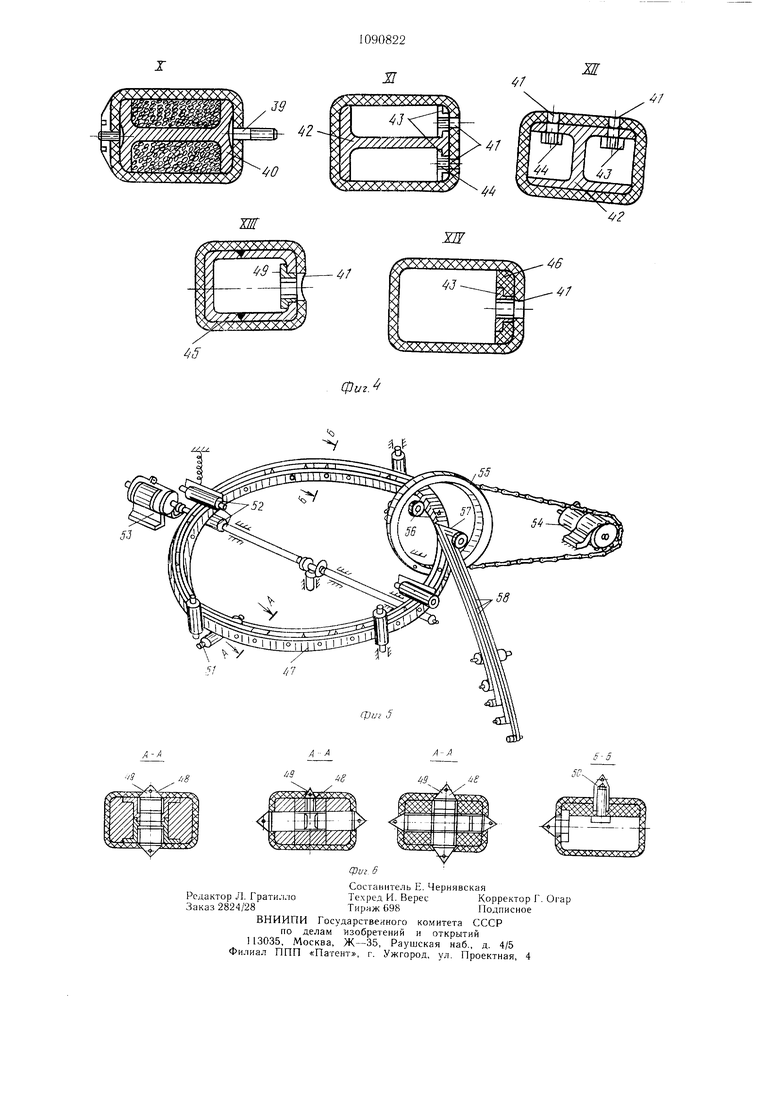
Изобретение относится к строительной технике, в частности к отрасли промышленности, связанной с изготовлением силовых деталей и узлов из композиционных материалов методами намотки. Такие детали могут широко применяться в качестве силового набора многослойных или однослойных оболочек, а также секций шахтных колодцев, цилиндрических и конических контейнеров, куполообразных перекрытий, сферических или овалообразных дниш, крышек и любых тонкостенных обечаек симметричного профиля. Известна стеклопластиковая труба-оболочка, состояшая из тонкостенных обечаек. подкрепленных кольцевыми опорными поясами-шпангоутами, образованными из тканого наполнителя, пропитанного отверждающимся связующим 1. Недостатком данных опорных шпангоутов трубы-оболочки являются их невысокие удельные характеристики - прочность и жесткость. Конструкции слоистых поясов шпангоутов такого типа слабо работают на сдвиг и отрыв, а потому для повышения работоспособности этих конструкций от сдвиговых и отрывных напряжений их слои в радиальном направлении дополнительно скрепляют силовыми элементами: штифтами, втулками или винтами. Установка крепежных эле.ментов в тело отвержденных поясов-шпангоутов сплошного сечения невозможна без сверления в них отверстий. Образование же отверстий в шпангоутах такого типа методом сверления резко сиижает их жесткость и местную прочность. К недостатку опорных поясов-шпангоутов трубы-оболочки следует отнести и их высокую себестоимость изготовления, поскольку для их формообразования требуется применение механической обработки, за счет которой большое количество композиционного пластика уходит в стружку и дальнейшему использованию не подлежит. Црименение механической обработки при обточке поясков-щпангоутов из композиционного материала снижает и механическую прочность их материала за счет выкрашивания отвержденного связующего и частичек стеклоарматуры, а также образования микротрещин в поверхностных слоях связующей матрицы. Известны также шпангоуты из композиционных волокнистых материалов, изготавливаемые ручной выкладкой с последующей подпрессоЕкой их силовой арматуры в прессформе без применения механической обработки 2. Однако данные шпангоуты также имеют невысокую прочность и жесткость, поскольку они имеют неоднородную структуру, а их силовая армировка неодинаково вытянута по периметру. Кроме того, к недостатку конструкций следует отнести низкий коэффициент использования- материала, расходуемого на их изготовление, а также их неудовлетворительную работу на сдвиговые и отрывные напряжения, для повышения работоспособности которых от этого вида напряжений требуется дополнительное скрепление их слоев в радиальном направлении, и высокую себестоимость их изготовления, поскольку для каждого типоразмера шпангоута требуется применение уникального нестандартного прессового оборудования и оснастки, Наиболее близким к изобретению по технической сущности является торовый опорный шпангоут, включающий оправку-каркас и обшивку из композиционного материала, образованную чередующимися слоями непрерывного армирующего элемента спиральной и кольцевой намотки 3. Однако процессы изготовления известных конструкций также отличаются высо трудоемкостью и требуют применения высококвалифицированной рабочей силы, Кроме того, они не имеют местных зон подкрепления от сжимающих напряжений, а потому и неоптимальны с точки зреиия воздействия локальных нагрузок, в комбинации с изгибом и кручением, действующими как в плоскости, так и из плоскости шпанЦель изобретения - повышение местной прочности и жесткости. Цель достигается тем, что торовый опорный шпангоут, включающий оправку-каркас и обшивку из композиционного материала, образованную чередующимися слоями непрерывного армирующего элемента спиральной и кольцевой намотки, снабжен закладными деталями, заведенными в слои армирующего элемента оправки-каркаса с раздвижкои ветвей армирующего элемента. Кроме того, закладная деталь выполнена в виде резьбовой втулки с опорной отбортовкой. Втулка выполнена из соединенных на резьбе частей. Закладная деталь выполнена из нескольких соединенных между собой втулок с опорными отбортовками, расположенных под углом одна к другой. На фиг. I изображен опорный шпангоут; на фиг. 2 - варианты сечений (I-IX) фиг. I; на фиг. 3 - вариант шпангоута; на фиг. 4 - варианты сечений (X-XIV) фиг. 3; на фиг. 5 - принципиальная схема формообразования; на фиг. 6 - сечения А-А (три варианта) и Б-Б (вариант один) на фиг. 5. Опорный шпангоут состоит из оправкикаркаса 1 из нитей, жгутов или лент кольцевого направления и внешней обшивки 2 (прослоек), образованных из чередующихся, пропитанных связующим, слоев спиральной 3 и кольцевой намоток. Опорный шпангоут дополнительно содержит закладные элементы 4 и 5, каждый из которых заведен в силовую армировку каркаса-оправки и (или) обшивки (прослоек) с раздвижением и вытяжкой их силовых армирующих филаментов - нитей, прядей, лент, колец или жгутов.
В варианте I сечения фиг. 1 показаны закладные элe яeнты - болты 6, выдвинутые из внутренних полостей торовых оболочек 7, образующих каркас щпангоута, с раздвижением силовой армировки торовых оболочек 7 каркаса и наружной силовой торовой армировки 8.
В варианте II сечения фиг. 2 показан закладной элемент - болт 9, прошивающий с раздвижением силовых филаментов оправки 10, состоящей из нитей (жгутов) кольцевого направления и торовых наружных оболочек 11 и 12, между которыми зафиксирована профилированная по профилю ta боковых стенок головка болта 18.
В варианте III сечения фиг. I показан закладной элемент - втулка 14, состоящая из двух связанных между собой резьбовым соединением частей с отбортовками 15 и 16. Во внутренней полости втулки размещен дополнительный подвижный закладной элемент 17 с резьбовым центральным отверстием 18, соосным с боковыми отверстиями 19 и 20, образованными в торовой оболочке
21раздвижением ее волокон. Втулки этого варианта могут иметь резьбовые отверстия
22и 23 для заворачивания в них дополнительных крепежных резьбовых деталей.
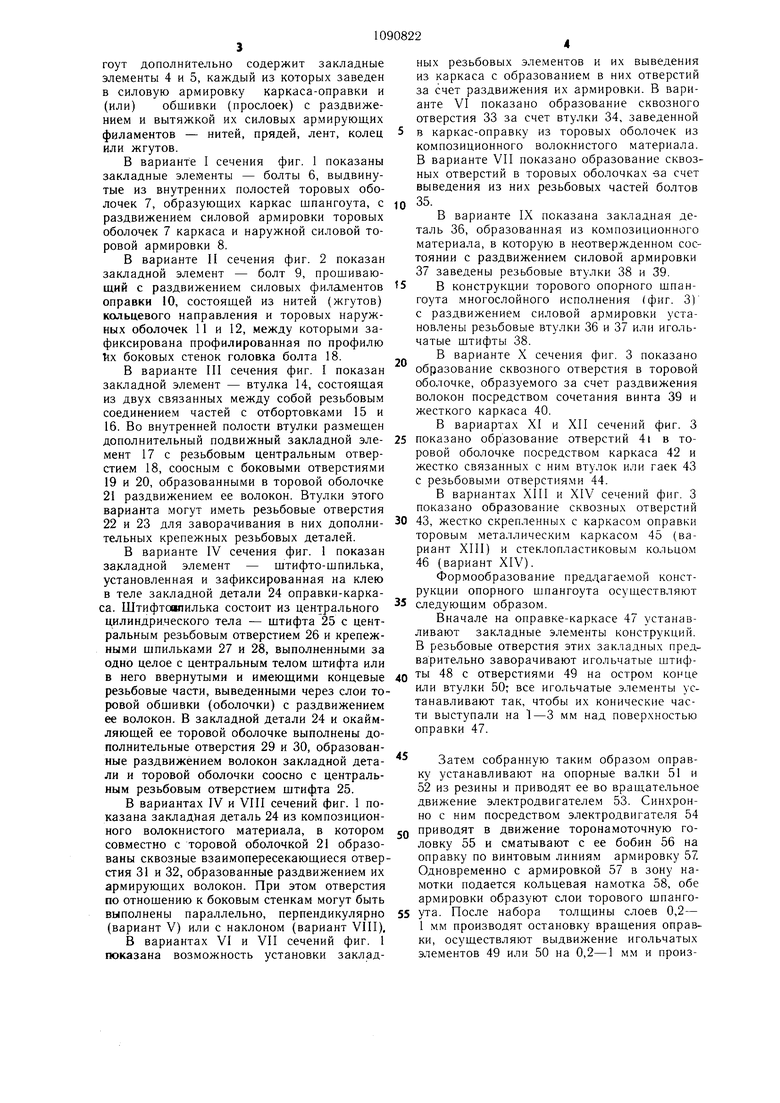
В варианте IV сечения фиг. 1 показан закладной элемент - щтифто-шпилька, установленная и зафиксированная на клею в теле закладной детали 24 оправки-каркаса. Штифтоатилька состоит из центрального цилиндрического тела - щтифта 25 с центральным резьбовым отверстием 26 и крепежными шпильками 27 и 28, выполненными за одно целое с центральным телом штифта или в него ввернутыми и имеющими концевые резьбовые части, выведенными через слои торовой обшивки (оболочки) с раздвижением ее волокон. В закладной детали 24 и окаймляющей ее торовой оболочке выполнены дополнительные отверстия 29 и 30, образованные раздвижением волокон закладной детали и торовой оболочки соосно с центральным резьбовым отверстием щтифта 25.
В вариантах IV и VIII сечений фиг. 1 показана заклад 1ая деталь 24 из композиционного волокнистого материала, в котором совместно с торовой оболочкой 21 образованы сквозные взаимопересекающиеся отверстия 31 и 32, образованные раздвижением их армирующих волокон. При этом отверстия по отношению к боковым стенкам могут быть выполнены параллельно, перпендикулярно (вариант V) или с наклоном (вариант VIII),
В вариантах VI и VII сечений фиг. 1 показана возможность установки закладных резьбовых элементов и их выведения из каркаса с образованием в них отверстий за счет раздвижения их армировки. В варианте VI показано образование сквозного отверстия 33 за счет втулки 34, заведенной в каркас-оправку из торовых оболочек из композиционного волокнистого материала. В варианте VII показано образование сквозных отверстий в торовых оболочках -за счет выведения из них резьбовых частей болтов 35.
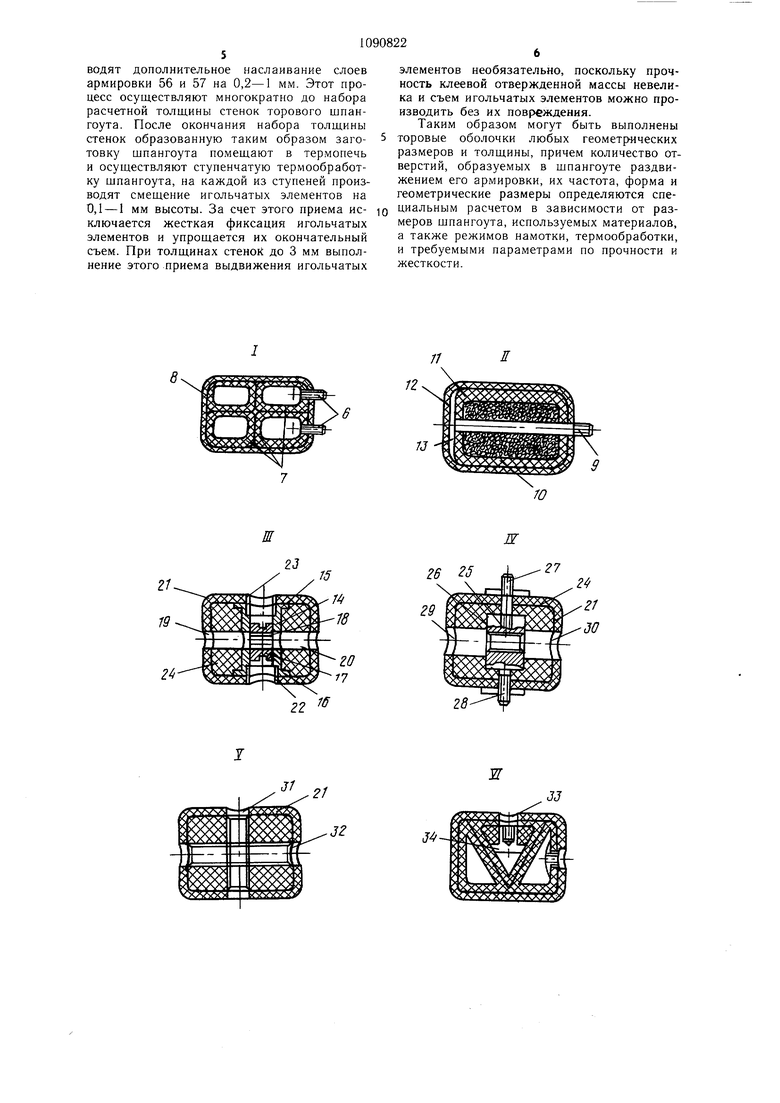
В варианте IX показана закладная деталь 36, образованная из композиционного материала, в которую в неотвержденном состоянии с раздвижением силовой армировки 37 заведены резьбовые втулки 38 и 39.
В конструкции торового опорного шпангоута многослойного исполнения (фиг. 3) с раздвижением силовой армировки установлены резьбовые втулки 36 и 37 или игольчатые штифты 38.
В варианте X сечения фиг. 3 показано образование сквозного отверстия в торовой оболочке, образуемого за счет раздвижения волокон посредством сочетания винта 39 и жесткого каркаса 40.
В вариартах XI и XII сечений фиг. 3 показано образование отверстий 4i в торовой оболочке посредством каркаса 42 и жестко связанных с ним втулок или гаек 43 с резьбовыми отверстиями 44.
В вариантах XIII и XIV сечений фиг. 3 показано образование сквозных отверстий 43, жестко скрепленных с каркасом оправки торовым металлическим каркасо.м 45 (вариант XIII) и стеклопластиковым кольцом 46 (вариант XIV).
Формообразование преддагаемой конструкции опорного шпангоута осуществляют следующим образом.
Вначале на оправке-каркасе 47 устанавливают закладные элементы конструкций. В резьбовые отверстия этих закладных предварительно заворачивают игольчатые штифты 48 с отверстиями 49 на остром конце или втулки 50; все игольчатые элементы устанавливают так, чтобы их конические части выступали на 1-3 мм над поверхностью оправки 47.
Затем собранную таким образом оправку устанавливают на опорные валки 51 и 52 из резины и приводят ее во вращательное движение электродвигателем 53. Синхронно с ним посредством электродвигателя 54 приводят в движение торонамоточную головку 55 и сматывают с ее бобин 56 на оправку по винтовым линиям армировку 57 Одновременно с армировкой 57 в зону намотки подается кольцевая намотка 58, обе армировки образуют слои торового щпангоута. После набора толщины слоев 0,2- 1 мм производят остановку вращения оправки, осуществляют выдвижение игольчатых элементов 49 или 50 на 0,2-1 мм и произ.„,. яо™ол-„«ль е ас.а„а„ие с.о„-Г вГГеГж оГГсГнеЕ:
, НгГо;г.ггГр. °расчетной толщины стенок торового шпак- Щ образом могут быть выполнены
гоута. После окончания набора толщины , оболочки любых геометрических
стенок образованную таким «бразом заго- „ толщины, причем количество оттовку шпангоута помещают в термопечь , образуемых в шпангоуте раздвии осуществляют ступенчатую термообраОот- армировки, их частота, форма и
ку шпангоута, на каждой из ступеней произ-.метрические размеры определяются спеводят смещение игольчатых элементов расчетом в зависимости от раз0,1 - 1 мм высоты. За счет этого приема ис- ю шпангоута, используемых материалов,
ключается жесткая фиксация игольчатых к режимов намотки, термообработки,
элементов и упрощается их окончательныйтребуемыми параметрами по прочности и
съем. При толщинах стенок до 3 мм выпол-; /сти
нение этого приема выдвижения игольчатыхжесткости
1090822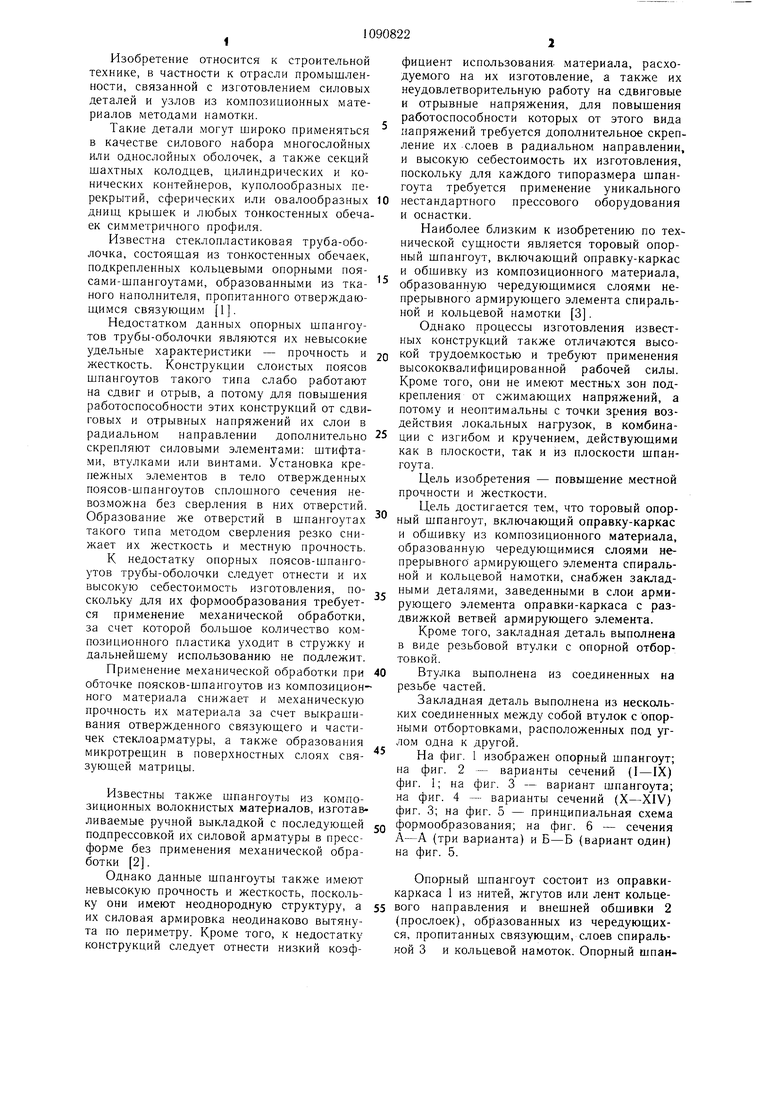
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для формования изделий с отверстиями | 1982 |
|
SU1090575A1 |
| Опорный шпангоут | 1987 |
|
SU1555586A1 |
| Торовый опорный шпангоут из композиционного материала | 1982 |
|
SU1081309A1 |
| Способ изготовления полого кольцевого шпангоута из композиционных материалов | 1985 |
|
SU1331657A1 |
| Торовый опорный шпангоут | 1979 |
|
SU870634A1 |
| Торовый опорный шпангоут | 1979 |
|
SU870633A1 |
| Пустотелый кольцевой шпангоут из композиционных волокнистых материалов | 1985 |
|
SU1285129A1 |
| Опорный шпангоут из композиционного материала | 1985 |
|
SU1318760A1 |
| Торовый опорный шпангоут из композиционного материала | 1983 |
|
SU1161677A1 |
| Оправка для изготовления изделий с отверстиями намоткой | 1978 |
|
SU713694A1 |
1. ТОРОВЫЙ ОПОРНЫЙ ШПАНГОУТ, включающий оправку-каркас и общивку из композиционного материала, образованную чередующимися слоями непрерывного армирующего элемента спиральной и кольцевой намотки, отличающийся тем, что, с целью повыщения местной прочности и жесткости, он снабжен закладными деталями, заведенными в слой армирующего элемента оправки-каркаса с раздвижкой ветвей армирующего элемента. 2.Шпангоут по п. 1, отличающийся тем, что закладная деталь выполнена в виде резьбовой втулки с опорной отбортовкой. 3.Шпангоут по п. 2, отличающийся тем что втулка выполнена из соединенных на резьбе частей. 4.Шпангоут по п. 1, отличающийся тем, что закладная деталь выполнена из нескольких соединенных между собой втулок с о опорными отбортовками, расположенных S под углом одна к другой. (Л о ос ьо to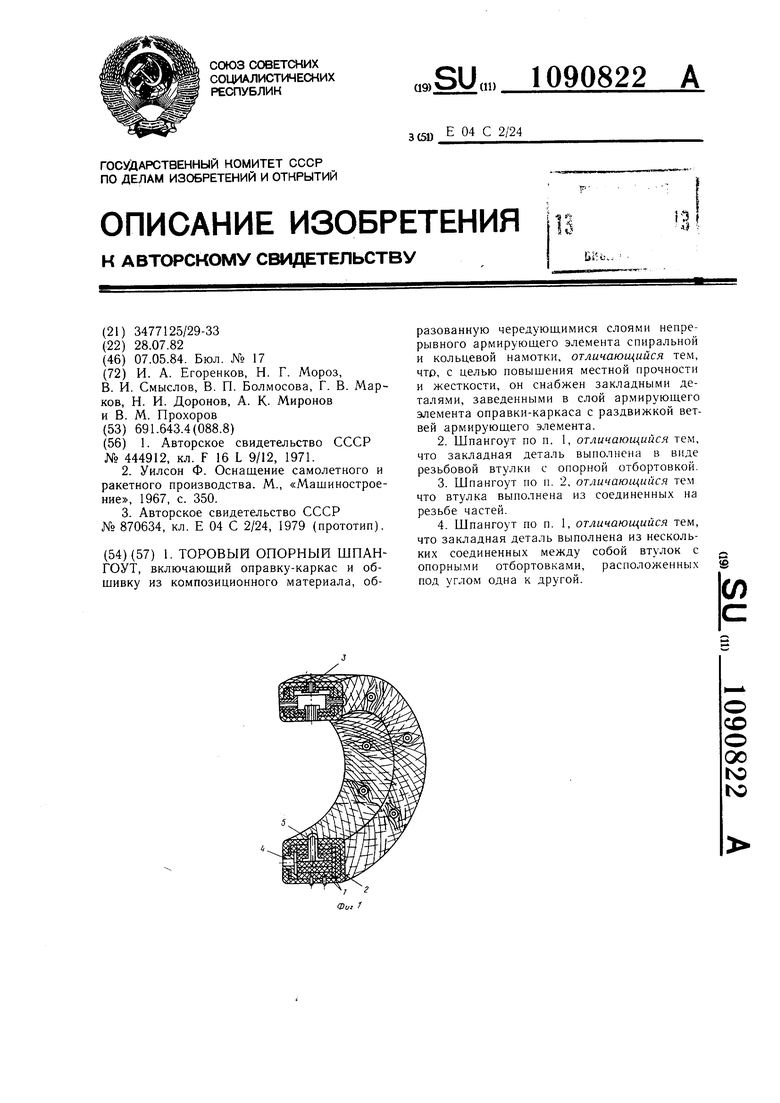
.J/
2Ш
ЖХХХХХА
5
1
44
.ZZF
46 47
.ЛЛЛ/УУ.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Стеклопластиковая труба-оболочка | 1971 |
|
SU444912A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Оснащение самолетного и ракетного производства | |||
| М., «Машиностроение, 1967, с | |||
| Способ приготовления консистентных мазей | 1912 |
|
SU350A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
