Изобретение относится к оборудованию для изготовления резинотехнических изделий и может быть использовано, в частности, при изготовлении ремней кордошнуровой конструкции.
Наиболее близким по технической сущности и достигаемому эффекту к описываемому является способ сборки викеля, при котором на приводной и натяжной барабаны укладывают резинотканевый браслет и навивают на его поверхность промазанный клеем кордшнур при перемещении браслета посредством приводного барабана.
Недостатком известного способа является ограниченность ширины собираемого викеля. Качественная сборка викеля обеспечивается известным способом, например, при максимальной ширине викеля, не превышающей 500 мм, что ниже возможностей сборочных барабанов, максимальная ширина которых составляет 860 мм.
При наложении первых витков кордшнура на резинотканевый браслет шириной более 500 мм часть браслета, свободная от кордшнура, а следовательно, более растяжимая провисает под действием собственного веса сильнее, чем часть браслета с навитым кордшнуром. В результате образуются участки различной длины. При этом при перемещении браслета на барабанах растянутые участки будут отставать от участков с навитым кордшнуром, что приводит к образованию диагональных складок, которые не могут быть расправлены силами упругости материала браслета при увеличенной ширине последнего. Все это снижает качество собираемых викелей при увеличении ширины последних, что в свою очередь сужает диапазон типоразмеров изготавливаемых викелей.
Целью изобретения является расширение диапазона типоразмеров изготавливаемых викелей при обеспечении качества последних.
Данная цель достигается тем, что в способе, при котором на приводной и натяжной барабаны укладывают резинотканевый браслет и навивают на его поверхность промазанный клеем кордшнур при перемещении браслета посредством приводного барабана, в процессе навивки кордшнура между барабанами и набегающими на них участками резинотканевого браслета подают сжатый воздух.
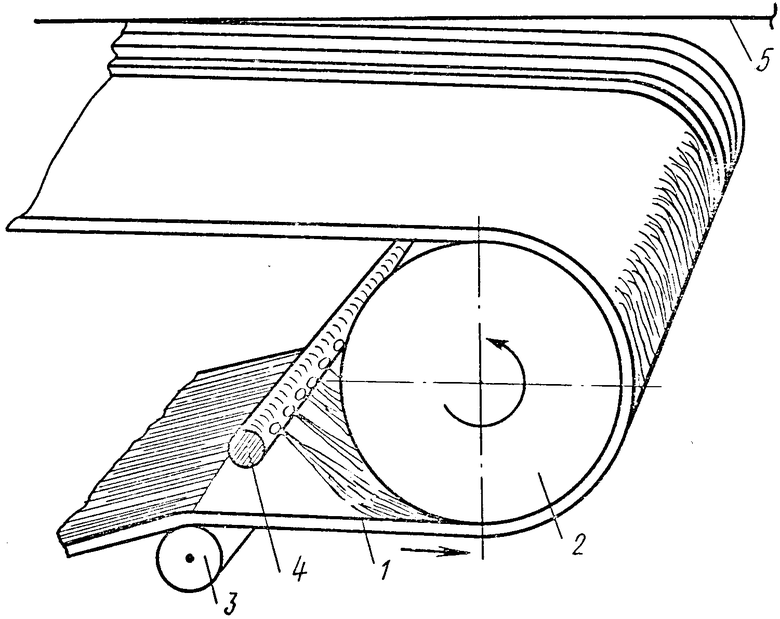
На чертеже изображена часть устройства с воздуховодом.
Способ осуществляют следующим образом. Резинотканевой браслет 1, например, шириной 800 мм, состоящий из одного слоя косозакроенной ткани и одного слоя резины, помещают на приводной барабан 2 и натяжной барабан (на чертеже не показан) стабилизируют в осевом направлении посредством регулировочного ролика 3. Через воздуховоды 4 подают сжатый воздух между барабанами и набегающими на них участками резинотканевого браслета 1. Конец кордшнура 5, промазанный в клеепромазочном бачке (на чертеже не показан) закрепляют на поверхности резинотканевого браслета и навивают на нее при перемещении браслета посредством приводного барабана 2.
При вращении приводного и натяжного барабана между ними и поверхностью набегающих на них участков резинотканевого браслета, свободных от кордшнура, образуется воздушная прослойка за счет растяжения браслета. При этом растянутая подачей воздуха часть браслета огибает барабан на диаметре, большем диаметра барабанов, и имеет увеличенную линейную скорость перемещения. За счет этого ликвидируется отставание при перемещении свободных от кордшнура участков резинотканевого браслета от участков последнего с навитым на него кордшнуром, что препятствует образованию складок на поверхности резинотканевого браслета.
Предложенный способ позволит увеличить ширину изготавливаемых викелей с 500 до 800 мм при обеспечении их качества, что в свою очередь позволит повысить производительность процесса сборки викелей.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАВИВКИ КОРДШНУРА НА ВИКЕЛЬ | 1981 |
|
RU995447C |
| Устройство для навивки кордшнура на викель | 1989 |
|
SU1608081A1 |
| СТАНОК ДЛЯ СБОРКИ ЗАГОТОВОК РЕМНЕЙ | 1997 |
|
RU2163195C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ РЕМНЕЙ | 1991 |
|
RU2009039C1 |
| Способ сборки кольцевых резинотканевых заготовок | 1970 |
|
SU445246A1 |
| Устройство для наводки кордшнура на викель | 1972 |
|
SU486913A1 |
| Способ изготовления каркасных браслетов | 1985 |
|
SU1326444A1 |
| Станок для сборки и резки викелей | 1977 |
|
SU716854A1 |
| Устройство для навивки армирующего шнура на трубчатую заготовку | 1983 |
|
SU1141060A1 |
| Способ изготовления оболочек | 1987 |
|
SU1442422A1 |
СПОСОБ СБОРКИ ВИКЕЛЯ, при котором на приводной и натяжной барабаны укладывают резинотканевый браслет и навивают на его поверхность промазанный клеем кордшнур при перемещении браслета посредством приводного барабана, отличающийся тем, что, с целью расширения диапазона типоразмеров изготавливаемых викелей при обеспечении качества последних, в процессе навивки кордшнура между барабанами и набегающими на них участками резинотканевого браслета подают сжатый воздух.
