1
Изобретение относится к оборудова- нию для производства резинотехнических изделий, оно может быть использовано в производстве клиновых ремней.
Известны станки для сборки и резки викеля, содержащие станину, откидную стойку, барабан, навивочное приспособление, прикаточный ролик, раму и каретку с ножевой головкой, связанную с ходовым винтом 1 .
Однако известные станки имеют низкую производительность вследствие использования ручного труда при осуществлении,реза викелей на заготовки, кроме того, качество заготовок низкое.
Известен станок для сборки и резки викелей, содержащий смонтированные на станине разжимной приводной сборочный барабан, механизмы для намотки, прикатки и навивки резины, ткани и кордшнура и механизм цля подачи и резки вике-; лей на заготовки с кареткой, связанной с ходовым винтом, и ножевой головкой, связанной через систему передач и ходовой валик с приводом ее перемещения 12,
Однако система передач, связанная с многогранной зубчатой рейкой, не обепечивает жесткого фиксированного положения каретки в момент реза, что снижает качество заготовок.
Целью изобретения является повышение качества заготовок путем жесткого фиксирования каретки и ножевой головки в момент реза.
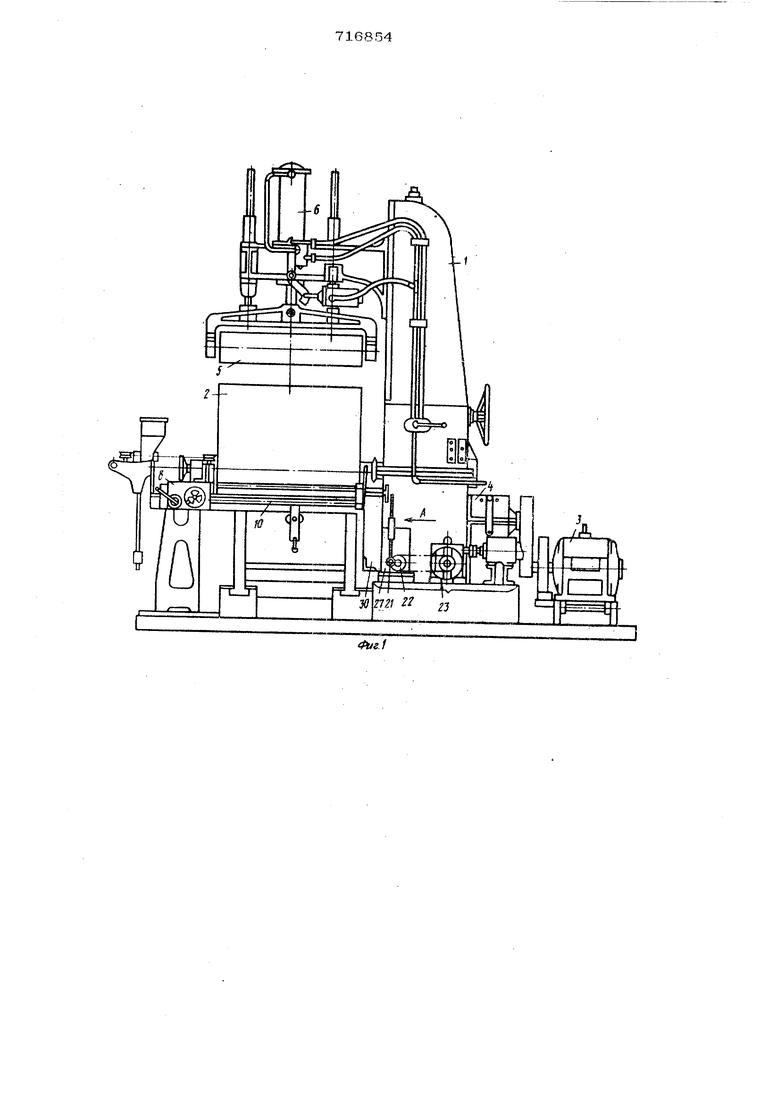
В предлагаемом станке, содержащем смонтированные на станине разжимной приводной сборочный барабан, механизмы для намотки, прикатки и навивки резины, ткани н кордшнура и механизм для подачи и реэкн викелей на заготовки с кареткой, связанной с ходовым вик- том, и ножевой головкой, связанной через систему передач и ходовой валик с приводом ее перемещения, ходовой валик шарнирно связан одним концом с ножевой головкой, а другим концом через систему шарнирных рычагов, имеющих осраии- 37 чеинь й угол поворота относительно друг друга, я крнвошнпно-члатунный механизм с приводом перемещения головки, а при вод перемещений головки снабжен редуктором прерывистого действия. Кроме того, входной вал редуктора кинематически связан с кривошипным колесом кривошипно-шатунного механизма, а выходной вал .« с ходовым винтом. На фиг, 1 изображен предлагаемый станок, общий вид; на фиг, 2 - то же, вид слева; на фиг. 3 - кинематическая схема станка; на фиг. 4 - вид А на . 1, в момент намотки| на фиг. 5 - вид А на фиг. 1, в момент окончания реза. На станине 1 станка смонтированы сборочный барабан 2, связанный с приво дом 3 через коробку 4 скоростей, меха низмы для Намотки и навивки ткани, резины и кордшнура(на чертежах не пока заны). Над сборочным барабаном 2 на стани 1. установлен прикаточный ролик 5, СБЯ занный с пневмоцилиндром 6. На станине 1 в нанравляющих 7 смонтирована карет ка 8, связанная через маточную гайку 9 с ходовым винтом 10. На каретке 8 Установлена ножевая головка 11с ножом 12, шарнирно связанная через серьгу 13 и рычаг 14с ходовым валиком 15, установленным в подшипниках 16. Серьга 13 состоит из двух нроуи ив: 17, соединенных стержнем 18, имеющи на концах разные нарезки. Ходовой валик 15 через систему ша нирных рычагов 19 и 20, шатун 21 и кривошипное колесо 22 связан с нриво дом 23 перемещения ножевой головки 11. Рычаги 19 и 2О соединены один с другим через шарнир 24 и имеют огра™ ниченный угол поворота относительно друг друга. Угол поворота ограничен ог раничителем 25 в пазу сх . Кривошипное колесо 22 связано с входным валом 26 редуктора 27 преры вистого действия Выходной вал 28 редуктора 27 име периодическое вращение за счет червяч цевочной (ши мальтийской передачи и с зан через ведущую шес -ерню 29 муль тигшикатора 30 с шестерней 31. Ось шестерни 29 является осью качания му типликатора от рычага 32. Коробка 4 скоростей привода 3, связана с промежу точной передачей 33. На вал ходового винта 1О насажены шестерни 34 и 35 4 Станок для сборки и резки викелей на заготовки, например, клиновых рем ней работает следующим образом. На вращающийся сборочный барабан 2 с питающей стойки (на чертеже не по казана)последовательно накладывают резину и обрезиненную ткань. Далее барабан 2 останавливают и на его конце за-крепляют кордшнур или металлический трос. Включают маточную гайку 9, соединяя каретку 8 с ходовым винтом 10. Рычаг 32 с фиксатором (на чертеже не гюкадан)-поворачивают в направлении к барабану 2, при этом шестерня 34 входит в зацепление с шестерней промежуточной передачи 33, обеспечивая таким образом связь, ходового винта 10 с приводом 3Включают привод 3 барабана 2 и на вивают кордшнур или металлический трос с необходимым шагом на барабан. После намотки отключают маточную гайку 9 и обрезают кордшнур, а на барабан 2 накладывают слой резины и заканчивают сбррку никеля. Каретку 8 переводят в крайнее левое положение (см. фиг. 1) так, чтобы ножевая головка 11 своим ножом 12 находилась у начала викеля. После этого включают маточную гайку 9, а рычаг 32 с фиксатором поворачивают в направлении от барабана 2. При этом шестерня 31 мультипликатора 30 входит в зацепление с шестерней 35, связывая ходовой БИНТ Юс выходн1ым валом 28 редуктора 27. Включают приводы 3 и 23. При этом в ыходной вал 28 редуктора, совершая периодическое вращение, передает его через шестерню 29 ходовому винту 10. Ходовой винт, в свою очередь, через маточ- ную гайку 9 перемещает каретку 8 на установленный шаг, равный ширине заготовки. Изменение шага осуществляется заменой шестерни 35. Во время остановки ходового винта 1О входной вал 26 редуктора 27, совершая постоянное вращение, осуществляет через кривошипное колесо 22 и шатун 21 возвратно-поступательное перемещение рычагов 19 и 2О. Рычаг 19 при этом передает движение рычагу 20 через шарнир 24, движение которого ограничивается ограничителем 25 в момент его прохождения в пазу d . При этом происходит выстой рычагов 19 и 20 на время, достаточное для совершения одного оборота барабана 2. Одновременно с выстоем рычагов 19 и 20 рычаг 14 образует с серьгой 13 развернутый угол, равный ISO , за счет чего ножевая головка 11 подводится к барабану 2 и фиксируется в выдвинутом положении на момент реза. В этом положении отрезается заготовка клинового ремня от викеля. Настройку глубины врезания ножа 12 в зависимости; от толщины викеля производят вращением стержня 18. Далее системы рычагов и кривошипно- шатунный механизм, связанный с редукто ром 27 привода 23, совершают обратное движение, отводя ножевую головку 11с ножом 12 от барабана 2, Выходной же вал 28 редуктора 27, совершая следующее периодическое .враще ние, через мультипликатор 30, шестерню 35 и ходовой винт 10 перемещает каретку 8 на ширину заготовки. Далее процесс повторяется, и станок работает в автоматическомрежиме до окончания резки викеля, собранного на барабане 2. Конечное положение каретки 8 при этом настраивается конечным выключателем (на чертежах не показан). Применение предлагаемого станка дает возможность повысить качество заготовок, автоматизировать процесс резки викеля на заготовки, что позволит повысить производительность труда wa 20-22%, Формула изобретения 1. Станок для сборки и резки викелей содержащий смонтированные на станине разжимной приводной сборочный барабан, механизмы для намотки, прикатки и навивки резины, ткани и кордшнура ц механизм для подачи и резки викелей на заготовки с кареткой, связанной с ходовым БИНТОМ.и ножевой головкой, связанной через систему передач и ходовой валик с приводом ее перемещения, отличающийся тем, что, с целью повышения качества заготовок путем жесткого фиксирования каретки и ножевой го ловки в момент реда, ходовой валик шар- нирно связан одним концом с ножевой головкой, а другим концом через систему шарнирных рычагов, имеющих ограниченный угол поворота относительно друг друга, и кривошипно-шатунный механизм - с приводом перемещения головки, а привод перемещения головки снабжен редуктором прерывистого действия. 2. Станок по п. 1, отличающийся тем, что входной вал редуктора кинематически связан с кривошипным колесом кривошипно-шатунного механизма, а выходной вал - с ходовым винтом. Источники информации, принятые во внимание при экспертизе 1. Белозеров Н. В. Технология резины, ..М,-Л., Химия, 1964, с, 540-541, рис. 185, 2. Авторское свидетельство СССР № 176384, кл. В 29 Н 7/22, 1964 (прототип).
r Г
J


| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки и резки викелей | 1981 |
|
SU1024301A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ВИКЕЛЕЙ | 1992 |
|
RU2021126C1 |
| СТАНОК ДЛЯ СБОРКИ И РЕЗКИ ВИКЕЛЕЙ НА ЗАГОТОВКИ, НАПРИМЕР КЛИНОВЫХ РЕМНЕЙ | 1965 |
|
SU176384A1 |
| СТАНОК ДЛЯ СБОРКИ ЗАГОТОВОК РЕМНЕЙ | 1997 |
|
RU2163195C2 |
| Установка для изготовления кольцевых резинотехнических изделий | 1990 |
|
SU1813652A1 |
| Станок для резки викелей на кольца | 1979 |
|
SU891469A1 |
| Автоматическое приспособление к станку для резки колец и шайб из трубчатых резиновых заготовок | 1950 |
|
SU87085A1 |
| Устройство для резки викелей на кольца | 1986 |
|
SU1479283A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1803330A1 |
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |