Изобретение относится к технологии изготовления резинотехнических изделий и может быть использовано для производства приводных зубчатых ремней с армированными зубьями.
Известен способ изготовления зубчатых ремней, при котором на профильный барабан укладывают тканевую обкладку, слои сжатия ремня, предварительно их формуют, навивают кордшнур под заданным натяжением, укладывают наружный эластомерный слой ремня и вулканизируют полученную таким образом заготовку под действием тепла и давления (авторское свидетельство СССР N 1426835, кл. B 29 D 29/08, 1986).
Такой способ позволяет получать ремни с тканевой обкладкой зубьев, армированных более твердой по сравнению с остальными частями ремня резиной. Однако армирование более твердой резиной не позволяет в значительной степени повысить долговечность ремня по сравнению со стандартной неармированной конструкцией.
Наиболее близким по технической сущности является способ изготовления зубчатых ремней, при котором осуществляют петлеобразную навивку по винтовой траектории армирующего троса на поперечную трубчатую арматуру изготавливаемой заготовки ремня, укладывают эластомер и вулканизируют полученную заготовку на зубчатом барабане (авторское свидетельство СССР N 1669756, кл. B 29 D 29/08, 1988).
К недостаткам этого способа относится невозможность изготовления ремней высокого качества с тканевой обкладкой.
Целью изобретения является расширение технологических возможностей способа и повышение качества изготавливаемых зубчатых ремней с тканевой обкладкой.
Указанная цель достигается тем, что в способе изготовления зубчатых ремней, при котором осуществляют петлеобразную навивку по винтовой траектории армирующего троса на поперечную трубчатую арматуру изготавливаемой заготовки ремня, укладывают эластомер и вулканизуют полученную заготовку на зубчатом барабане, согласно изобретению, после петлеобразной навивки армирующего троса образованный навивкой армирующего троса усиливающий элемент в форме многогранника растягивают путем раздвижения в радиальном направлении поперечной трубчатой арматуры, затем внутрь усиливающего элемента устанавливают зубчатый барабан с предварительно отформованной на нем тканевой обкладкой, ориентируя при этом его межзубые впадины напротив трубчатой арматуры, после чего сдвигают трубчатую арматуру в радиальном направлении к центру зубчатого барабана до полного облегания вершин зубьев барабана расположенными между трубчатой арматурой участками армирующего троса усиливающего элемента.
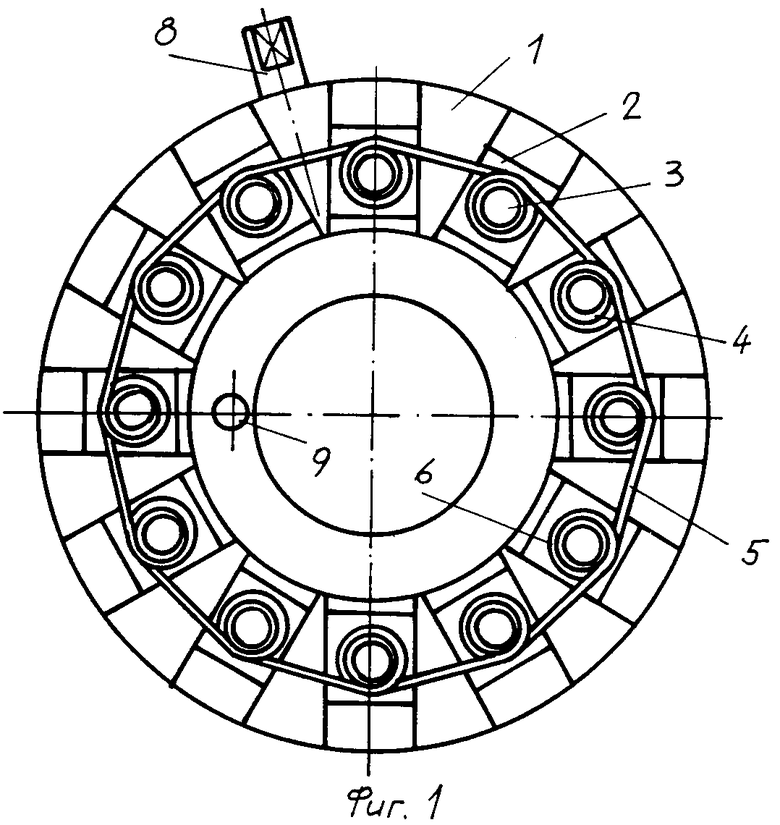
На фиг. 1-4 изображены последовательные стадии изготовления зубчатого ремня; на фиг. 5 - разрез А-А на фиг. 4.
Способ осуществляется следующим образом.
На планшайбу 1 сборочного устройства с сухарями 2, размещенными в пазах планшайбы и оснащенными пальцами 3, устанавливают поперечную трубчатую арматуру 4 изготавливаемой заготовки ремня. Затем производят петлеобразную навивку армирующего троса - кордшнура 5 по винтовой линии с образованием петель 6 вокруг поперечной трубчатой арматуры (фиг. 1).
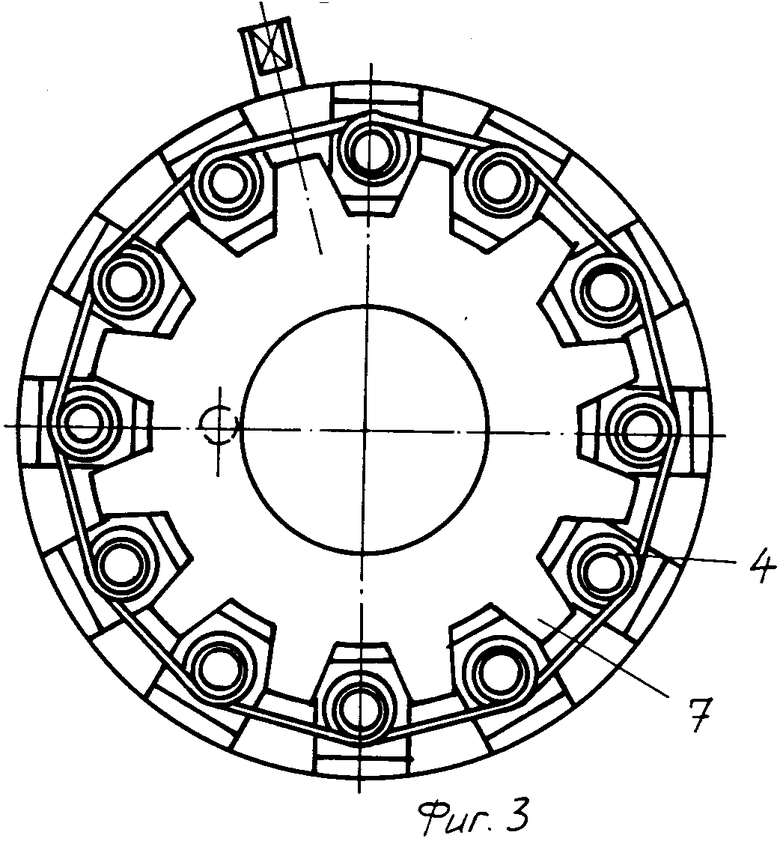
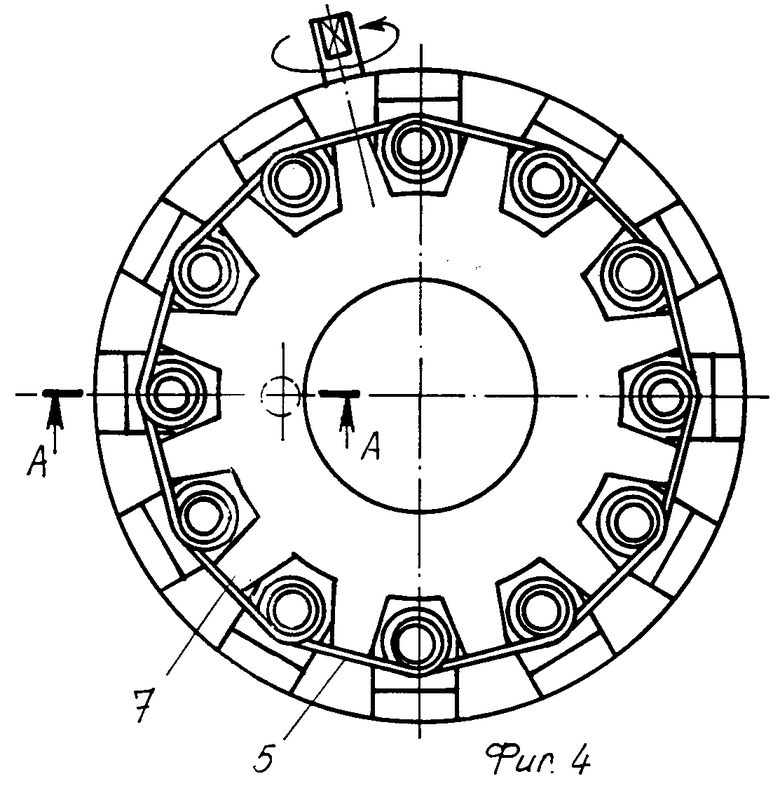
В это время на другом сборочном станке (не показан) в соответствии с известным методом на профильный зубчатый барабан 7 укладывают обкладочную ткань и производят ее предварительное формование. Затем производят синхронное или раздельное (на одну и ту же величину) радиальное перемещение сухарей 2 с помощью вращения исполнительного органа 8 механизма перемещения (фиг. 2). Благодаря этому периметр навитого в виде многогранника усиливающего элемента из кордшнура 5 увеличивается на заданную величину. Внутрь растянутого многогранника помещают профильный зубчатый барабан 7 с отформованной тканевой обкладкой, ориентируя его межзубые впадины напротив поперечной трубчатой арматуры 4 с петлями 6 (фиг. 3). Для облегчения такой ориентации на планшайбе может быть установлен штифт 9, заходящий в соответствующее отверстие барабана 7. После установки барабана 7 производят принудительное сближение сухарей 2, а вместе с ними и поперечной трубчатой арматуры 4 с петлями 6 к центру барабана. Сближение сухарей 2 продолжается до полного облегания расположенными между трубчатой арматурой участками армирующего троса вершин зубьев зубчатого барабана 7 и освобождения пальцев 3 от сил натяжения армирующего троса - кордшнура 5. После этого барабан 7 с арматурой 4 и кордшнуром 5 снимается с планшайбы, при этом пальцы 3 свободно выходят из отверстий в трубчатой арматуре 4. В таком виде барабан 7 покрывается эластомером и отправляется на вулканизацию. После ее окончания свулканизированная заготовка снимается с барабана и разрезается на ремни требуемой ширины.
Описанный способ позволяет одновременно изготавливать ремни с армированными зубьями и с тканевой обкладкой зубьев, что позволяет резко увеличить их долговечность и положительно сказывается на повышении качественных показателей. Способ не требует специального оборудования, недостаточно прост и производителен. (56) Авторское свидетельство СССР N 1426835, кл. B 29 D 29/08, 1986.
Авторское свидетельство СССР N 1669756, кл. B 29 D 29/08, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления зубчатых ремней | 1991 |
|
SU1808736A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ЗУБЧАТЫХ РЕМНЕЙ | 1990 |
|
RU2010723C1 |
| Способ изготовления зубчатых резинотросовых лент и устройство для его осуществления | 1990 |
|
SU1837016A1 |
| Способ изготовления зубчатых клиновых ремней | 1985 |
|
SU1279841A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1803331A2 |
| Устройство для сборки бесконечных резинотросовых лент | 1988 |
|
SU1761537A2 |
| Способ изготовления зубчатых ремней и устройство для его осуществления | 1985 |
|
SU1310243A1 |
| Устройство для изготовления зубчатых ремней | 1990 |
|
SU1729771A1 |
| Способ изготовления зубчатых ремней и устройство для его осуществления | 1986 |
|
SU1426835A1 |
| Устройство для сборки зубчатых резинотросовых лент | 1990 |
|
SU1810293A1 |


Использование: при изготовлении приводных зубчатых ремней высокого качества с армированными зубьями. Сущность изобретения: в способе изготовления зубчатых ремней после петлеобразной навивки армирующего троса осуществляют растяжение образованного навивкой армирующего троса усиливающего элемента в форме многогранника. Эту операцию осуществляют путем раздвижения в радиальном направлении поперечной трубчатой арматуры. Затем внутрь усиливающего элемента устанавливают зубчатый барабан с предварительно отформованной на нем тканевой обкладкой. При этом межзубные впадины барабана ориентируют напротив трубчатой арматуры. После этого сдвигают трубчатую арматуру в радиальном направлении к центру зубчатого барабана до полного облегания вершин зубьев барабана расположенными между трубчатой арматурой участками армирующего троса усиливающего элемента. 5 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ РЕМНЕЙ, при котором осуществляют петлеобразную навивку по винтовой траектории армирующего троса на поперечную трубчатую арматуру изготавливаемой заготовки ремня, укладывают эластомер и вулканизуют полученную заготовку на зубчатом барабане, отличающийся тем, что, с целью расширения технологических возможностей способа и повышения качества изготавливаемых зубчатых ремней с тканевой обкладкой, после петлеобразной навивки армирующего троса образованный навивкой армирующего троса усиливающий элемент в форме многогранника растягивают путем раздвижения в радиальном направлении поперечной трубчатой арматуры, затем внутрь усиливающего элемента устанавливают зубчатый барабан с предварительно отформованной на нем тканевой обкладкой, ориентируя при этом его межзубые впадины напротив трубчатой арматуры, после чего сдвигают трубчатую арматуру в радиальном направлении к центру зубчатого барабана до полного облегания вершин зубьев барабана расположенными между трубчатой арматурой участками армирующего троса усиливающего элемента.
