со со .1
i
ot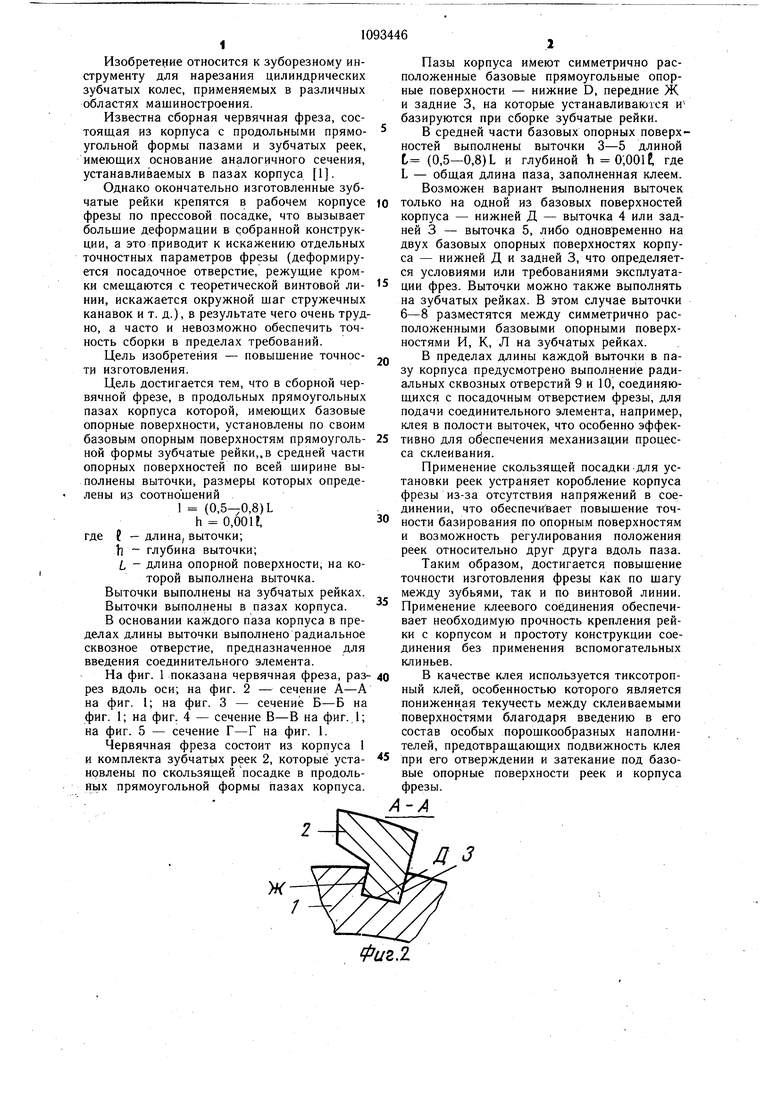
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1992 |
|
RU2080218C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102202C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102201C1 |
| Сборная червячная фреза | 1972 |
|
SU448088A1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2079397C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ЗУБЬЕВ СБОРНЫХ ЧЕРВЯЧНЫХ ФРЕЗ | 1993 |
|
RU2087277C1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
1. СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА, в продольных прямоугольных пазах кор- пуса которой, имеющих базовые опорные поверхности, установлены по своим базовым опорным поверхностям прямолинейной формы зубчатые рейки, отличающаяся тем, что, с целью повышения точности изготовления. в средней части опорных поверхностей по всей ширине выполнены выточки, размеры которых определены из соотношений 1 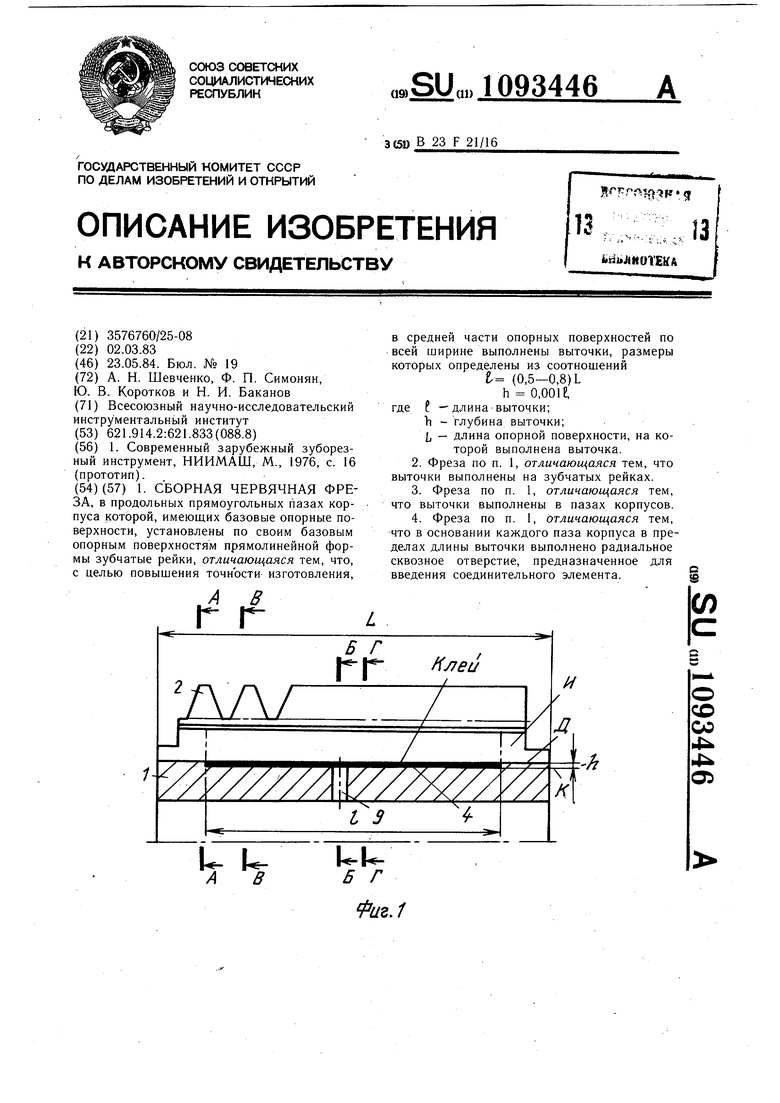
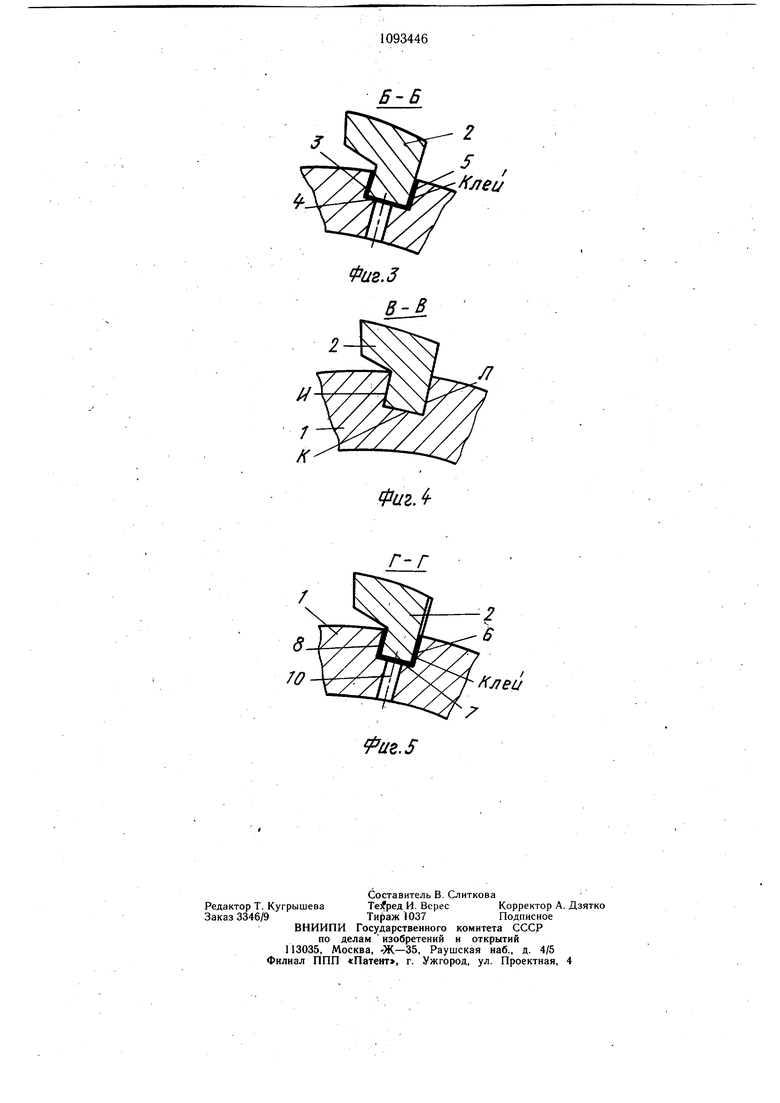
./ Изобретение относится к зуборезному инструменту для нарезания цилиндрических зубчатых колес, применяемых в различных областях машиностроения. Известна сборная червячная фреза, состоящая из корпуса с продольными прямоугольной формы Пазами и зубчатых реек, имеющих основание аналогичного сечения, устанавливаемых в пазах корпуса 1. Однако окончательно изготовленные зубчатые рейки крепятся в рабочем корпусе фрезы по прессовой посадке, что вызывает больщие деформации в собранной конструкции, а это приводит к искажению отдельных точностных параметров фрезы (деформируется посадочное отверстие, режущие кромки смещаются с теоретической винтовой линии, искажается окружной шаг стружечных канавок и т. д.), в результате чего очень трудно, а часто и невозможно обеспечить точность сборки в пределах требований. Цель изобретения - повышение точности изготовления. Цель достигается тем, что в сборной червячной фрезе, в продольных прямоугольных пазах корпуса которой, имеющих базовые опорные поверхности, установлены по своим базовым опорным поверхностям прямоугольной формы зубчатые рейки,,в средней части опорных поверхностей по всей ширине выполнены выточки, размеры которых определены из соотношений 1 (0,5-0,8)1 h 0,001 г, где f - длина, выточки; Ь глубина выточки; i - длина опорной поверхности, на которой выполнена выточка. Выточки выполнены на зубчатых рейках. Выточки выполнены в пазах корпуса. В основании каждого паза корпуса в пределах длины выточки выполнено радиальное сквозное отверстие, предназначенное для введения соединительного элемента. На фиг. 1 показана червячная фреза, разрез вдоль оси; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг.,1; на фиг. 5 - сечение Г-Г на фиг. 1. Червячная фреза состоит из корпуса 1 и комплекта зубчатых реек 2, которые установлены по скользящей посадке в продольНЬ1Х прямоугольной формы пазах корпуса. Ф Пазы корпуса имеют симметрично расположенные базовые прямоугольные опорные поверхности - нижние D, передние Ж и задние 3, на которые устанавливаются и базируются при сборке зубчатые рейки. В средней части базовых опорных поверхностей выполнены выточки 3-5 длиной 1 (0,5-0,8)1 и глубиной h 0;00lf, где L - обшая длина паза, заполненная клеем. Возможен вариант выполнения выточек только на одной из базовых поверхностей корпуса - нижней Д - выточка 4 или задней 3 - выточка 5, либо одновременно на двух базовых опорных поверхностях корпуса - нижней Д и задней 3, что определяется условиями или требованиями эксплуатации фрез. Выточки можно также выполнять на зубчатых рейках. В этом случае выточки 6-8 разместятся между симметрично расположенными базовыми опорными поверхностями И, К, Л на зубчатых рейках. В пределах длины каждой выточки в пазу корпуса предусмотрено выполнение радиальных сквозных отверстий 9 и 10, соединяющихся с посадочным отверстием фрезы, для подачи соединительного элемента, например, клея в полости выточек, что особенно эффективно для обеспечения механизации процесса склеивания. Применение скользящей посадки-для установки реек устраняет коробление корпуса фрезы из-за отсутствия напряжений в соединении, что обеспечивает повыщение точности базирования по опорным поверхностям и возможность регулирования положения реек относительно друг друга вдоль паза. Таким образом, достигается повышение точности изготовления фрезы как по шагу между зубьями, так и по винтовой линии. Применение клеевого соединения обеспечивает необходимую прочность крепления рейки с корпусом и простоту конструкции соединения без применения вспомогательных клиньев. В качестве клея используется тиксотропный клей, особенностью которого является пониженная текучесть между склеиваемыми поверхностями благодаря введению в его состав особых порошкообразных наполнителей, предотвращающих подвижность клея при его отверждении и затекание под базовые опорные поверхности реек и корпуса фрезы. г
Б-Б
леи
Фиг.
uz.S
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Современный зарубежный зуборезный инструмент, НИИМАШ, М., 1976, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
