Изобретение касается зуборезного инструмента, предназначенного для нарезания по методу обкатки зубчатых изделий (зубчатых колес, шлицевых валов, звездочек цепных передач и так далее), применяемых в различных областях машиностроения.
Известна сборная червячная фреза со вставными зубчатыми рейками, закрепляемыми в прямолинейных пазах с помощью продольных клиньев, устанавливаемых со стороны передней опорной поверхности хвостовой части зубчатых реек. Хвостовая часть зубчатых реек и пазы корпуса имеют сечение прямоугольной формы. Пазы корпуса по длине имеют уклон порядка 1° для обеспечения самоторможения при установке продольных клиньев. Зубчатые рейки с одной стороны упираются в гайку, навернутую на резьбу корпуса, и закрепляются в пазах продольными клиньями, после чего с другой стороны закрепляются второй гайкой. Окончательная обработка профиля зубчатых реек этой фрезы осуществляется после сборки всех деталей в рабочем корпусе на затыловочных станках.
Однако у известной фрезы недостаточно высокая точность установки зубчатых реек, вызванная наличием резьбовых соединений, небольшая длина точно шлифованного профиля зуба, что объясняется особенностью процесса затылования фрезы в сборе.
Целью изобретения является повышение точности изготовления и обеспечения возможности многократного использования корпуса фрезы.
Это достигается тем, что угол между передней опорной поверхностью и основанием паза корпуса и зубчатой рейки составляет 100- 105°, при этом задняя опорная поверхность паза корпуса может составлять с его передней опорной поверхностью угол 3-8°, а передняя и задняя опорные поверхности зубчатой рейки могут быть выполнены параллельными одна другой или задняя опорная поверхность зубчатой рейки может составлять с ее передней поверхностью угол 3-8°, а задняя и передняя поверхности паза корпуса соответственно могут быть выполнены параллельными одна другой. .
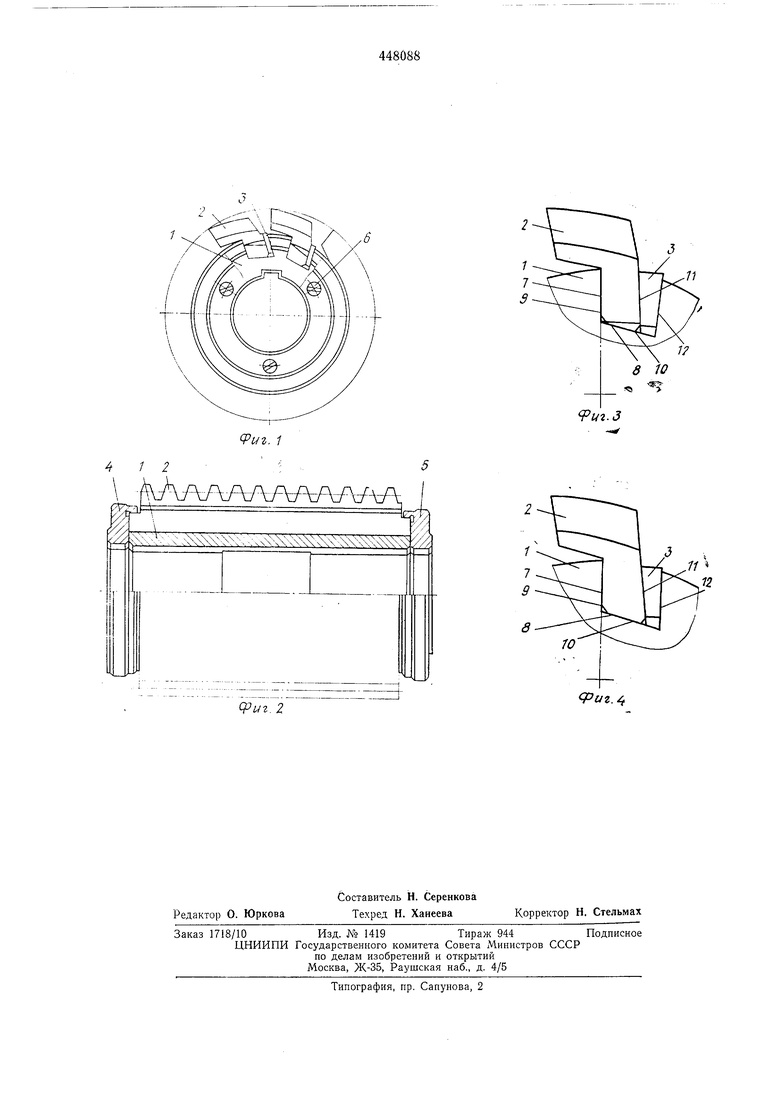
На фиг. 1 представлена предлагаемая фреза, вид со стороны крышек; на фиг. 2-то же, продольный разрез; на фиг. 3 и 4-схемы взаимной установки зубчатых реек и радиальных клиньев в пазах корпуса.
Предлагаемая фреза имеет корпус 1, в продольных пазах которого размещены зубчатые рейки 2, закрепляемые радиальными клиньями 3, установленными между задними поверхностями корпуса и зубчатой рейки. На торцы реек и клиньев надеты крышки 4 и 5, закрепляемые винтами 6. Центрирование зубчатых
реек 2 в пазах корпуса осуществляется путем базирования их опорной передней поверхности 7 и основания 8 на соответствующие опорные передние поверхности 9 и основания 10 пазов корпуса. Для повыщения точности и надежности центрирования зубчатых реек в пазах корпуса при установке радиальных клиньев угол между опорной передней поверхностью и основанием реек и пазов корпуса составляет 100- 105°С.
Радиальный клин 3 устанавливается между задней опорной поверхностью 11 зубчатых реек и задней опорной поверхностью 12 пазов корпуса. Выполнение задних опорных поверхностей зубчатых реек и пазов корпуса предусматривается в двух вариантах. В первом варианте задняя опорная поверхность 11 зубчатых реек составляет угол 3-8° с передней опорной поверхностью 7, в то время, как задняя опорная поверхность 12 пазов корпуса параллельна их передней опорной поверхности 9. Во втором варианте задняя И и передняя 7 опорные поверхности реек параллельны, а задняя опорная поверхность 12 составляет угол 3-8° с передней опорной поверхностью 9 пазов корпуса. Подобное выполнение опорных базовых поверхностей зубчатых реек и пазов корпуса обеспечивает достаточно простое и надежное крепление зубчатых реек в сборе.
Обработка профиля зубчатых реек предлагаемой фрезы может быть осуществлена двумя способами. В первом случае эта фреза может быть использована как сборная червячная фреза с поворотными рейками, в связи с чем последние устанавливаются в технологический корпус в положение, когда их боковые режущие кромки располагаются на винтовой поверхности, а вершинные режущие кромки -
на цилиндре. Это достигается за счет соответствующего смещения с оси пазов технологического корпуса. В данном положении профиль зубчатых реек обрабатывается на резьбо- или червячно щлифовальных станках, что позволяет получить точно прощлифованный профиль на всей рабочей длине зуба после установки реек в рабочий корпус.
Во втором случае фреза может быть использована как обычная сборная червячная фреза с затылованным зубом, для чего зубчатые рейки собирают непосредственно в рабочем корпусе, закрепляются и обрабатываются окончательно на затыловочных станках.
Предмет изобретения
1.Сборная червячная фреза со вставными зубчатыми рейками, закрепленными в пазах
корпуса с помощью клиньев, отличающаяся тем, что, с целью обеспечения возможности многократного использования корпуса фрезы и повышения точности ее изготовления, угол между передней опорной поверхностью
и основанием паза корпуса и зубчатой рейки составляет 100-105°.
2.Фреза по п. 1, отличающаяся тем, что задняя опорная поверхность паза корпуса составляет с его передней опорной поверхностью угол 3-8°, а передняя и задняя опорные поверхности зубчатой рейки выполнены параллельными одна другой.
3.Фреза по п. 1, отличающаяся тем, что задняя опорная поверхность зубчатой рейки составляет с ее передней поверхностью угол 3-8°, а задняя и передняя поверхности паза корпуса выполнены параллельными одна другой.
11
.З
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1992 |
|
RU2080218C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| Червячная фреза | 1940 |
|
SU61470A1 |
| СБОРНАЯ ЗАТЫЛОВАННАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1994 |
|
RU2068323C1 |
| Червячная сборная фреза | 1978 |
|
SU1047625A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОЙ ЧЕРВЯЧНОЙ ФРЕЗЫ | 1998 |
|
RU2149744C1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
а
Рг/г.4
