Изобретение относится к определе нию границ Лактйческого контакта ин струмента с образцом при волочении и раздаче в металлургическом и машиностроительном производствах. Известен способ определения границ фактического контакта инструмен та с образцом при волочении и раздаче, заключающийся в том, что протягивают инструмент через образец и регистрируют следы контакта инстр мента с образцом, по которым оценивают границы фактического контакта til. Недостатком известного способа является недостаточная достоверност результатов, чт обусловлено влиянием шероховатости и деформациями, вызывакндими шелушение обрабатываемо поверхности. Целью изобретения является повышение достоверности результатов опр деления границ фактического контакт инструмента с образцом при волочени и раздаче. , Указанная цель достигается тем, что согласно способу определения границ фактического контакта инстру глента с образцом при волочении и раздаче, заключающемуся в том, что ;протягивают инстр дент через образе и регистрируют следы контакта инстр мента с образцом, по которым оценивают границы фактического контакта, заподлицо с обрабатываемой цилиндрн еской поверхностью образца размеща ют два датчика в диаметральной плос кости на заданном расстоянии между ними, а границу фактического контак та рассчитывают по Аормуле . где и, и 2 - длины контакта, зарегистрированные первым и вторым датчиками; Ь - заданное расстояние между датчиками; с - расстояние между фрон тами двух контактов; dt - размер контактной цоверхности датчиков. На фиг.1 представлена схема осуществления способа; на фиг.2 - осциллограммы зарегистрированных параметров , определяющие границы фактического контакта. Схема содержит образец 1, датчики 2 и 3, размещенные заподлицо с обрабатываемой цилиндрической поверхностью 4 и изолированные от последней через изоляторы 5 и 6, электрически соединенные с датчиками 2 и 3 через резисторы 7 я 8, регистрирующие приборы 9 и 10, стабилизированньт источник 11 питания. соединенный с приборами 9 и 10 и инструментом 12. Датчики 2 и 3 размещены в диаметральной алоскости по разные стороны от оси образца 1 и на заданном расстоянии друг от друга, которое выби- рается не более высоты In рабочего 1участ.ка 13 инструмент 12 и не ме1нее сум№а размера d контактной поверхности датчиков и толщины -fc (фиг. 2) линий осциллограммы. Способ осуществляют следующим образом. В процессе обработки инструмент 12 перемещается относительно образца 1. Датчик 2 вступает в контакт с рабочим участком 13, замыкая электрическую цепь, состоящую из источника 11 питания, прибора 9, резистора 7, датчика 2 и инструмента 12. Прибор 9 фиксирует осциллограмму 14 (фиг.2), на которой контакту датчика.2 с рабочим участком 13 инструмента.12 соответствует размер fi . При дальнейшем движении инструмента 12 в контакт с рабочим участком 13 вступает датчнк 3, замыкая электрическую цепь из источника 11, прибора 10, резистора 8, датчика 3 и инструмента 12. Прибор 10 Ликсируёт осциллограмму 15 (фиг.2, по котодюй определяется размер &2 длин контакта датчика 3 с рабочим участком 13 инструмента 12, Протягивают инструмент 12 через образец 1. Регистрируют следы контакта инструмента 12 с образцом 1 посредством датчиков 2 и 3, размещенных заподлицо с поверхностью 4 в диаметральной плоскости на заданном расстоянии гчежду итт. Определяют длины и 2 контакта датчиков 2 и 3 с рабочим участком 13 инструмента 12, а также расстояние с между фронтами двух датчиков, а границу фактического контакта рассчитывают по приведенной Формуле - - - П р и м е р . В образце - втулке 1 ИЗ стали 10 с эпоксидной смолы ЭД-20 с пластификатором и отвердителем в диа летральной плоскости и по разные стороны от ее оси размещают два датчика 2-3 в виде медных проволочек ,1мми значением Ь 8 мм. Притирают микронной шкуркой контактные поверхности датчиков 2 и 3. Рабочий участок 13 имеет величинуН 15 мгл. Датчики 2 и 3 с помощью резисторов 8 и 7 с сопротивлением 360 Ом, гаЛьванометров (не показаны) М004-1200, установленных в шлейфовом осциллографе Н117, соединяют с источником 11 типа Б5-30). Протяжку осу1т1ествляют на станке типа 7Б520 со скоростью 0,017 м/с, запись осциллограмм - при скорости бумаги осциллографа 0,05 м/с П° осциллограммам определяют Рт
2,5 мм, ti 3 тл, ,5 мм и границы Лактического контакта по Лормуле ( Q 0,836 мм.
Положительный от использования изобретеиия обусловлен повышением достоверности результатов определения границ фактического контакта, что позволяет уточнить размеры дефррмирующих элементов, т. е,, снижает расход маФерйалач.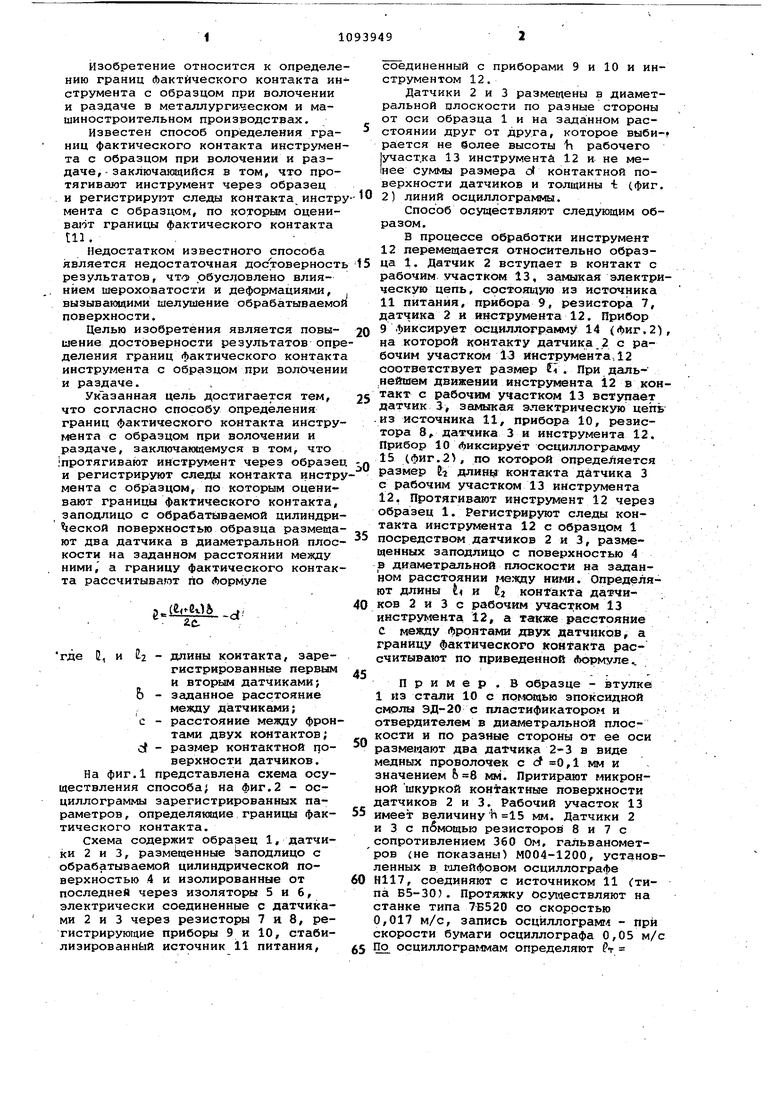
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения ширины контакта заготовки с инструментом | 1981 |
|
SU977078A2 |
| Устройство для определения размеров волны внеконтактной деформации при деформирующем протягивании отверстий | 1988 |
|
SU1579667A2 |
| Способ определения размеров деформирующего канала рабочей волоки одного из переходов при многократном волочении пруткового материала | 1989 |
|
SU1733146A1 |
| Способ исследования обсадных колонн в скважине и устройство для его осуществления | 1985 |
|
SU1286758A1 |
| Оправка для волочения труб | 1989 |
|
SU1616745A1 |
| СПОСОБ КАЛИБРОВКИ И ПОВЕРКИ ИЗМЕРИТЕЛЕЙ ДЕФЕКТНОСТИ ИЗОЛЯЦИИ ОБМОТОЧНЫХ ПРОВОДОВ | 2020 |
|
RU2732797C1 |
| Способ измерения фактической площади контакта ФПК инструмента с изделием при волочении и раздаче | 1983 |
|
SU1114924A1 |
| Устройство для испытания материалов на трение и износ | 1982 |
|
SU1035467A1 |
| Способ определения коэффициента трения материала при его пластическом деформировании | 1986 |
|
SU1522077A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВЯЗКОСТИ МЕТАЛЛА | 2008 |
|
RU2393454C2 |

/5
