Изобретение относится к обработке металлов давлением, в частности к производству труб путем волочения.
Цепью изобретения является увели ченяе производительности стана путем .снижения обрьшности труб.
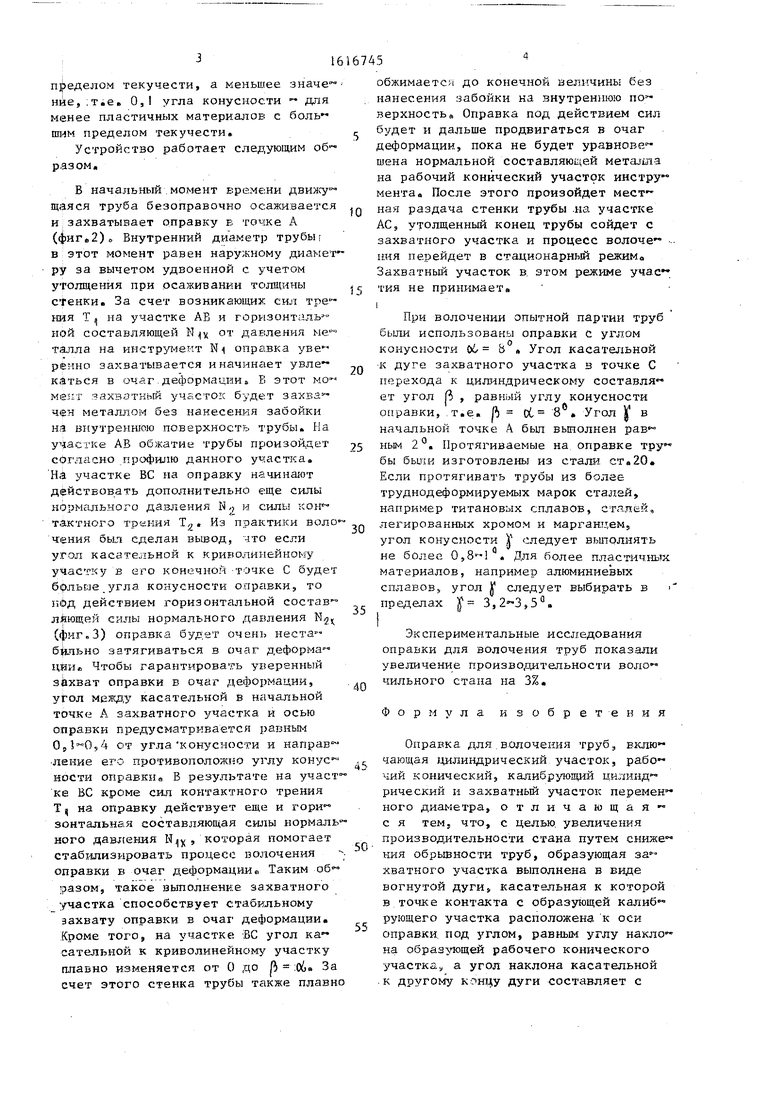
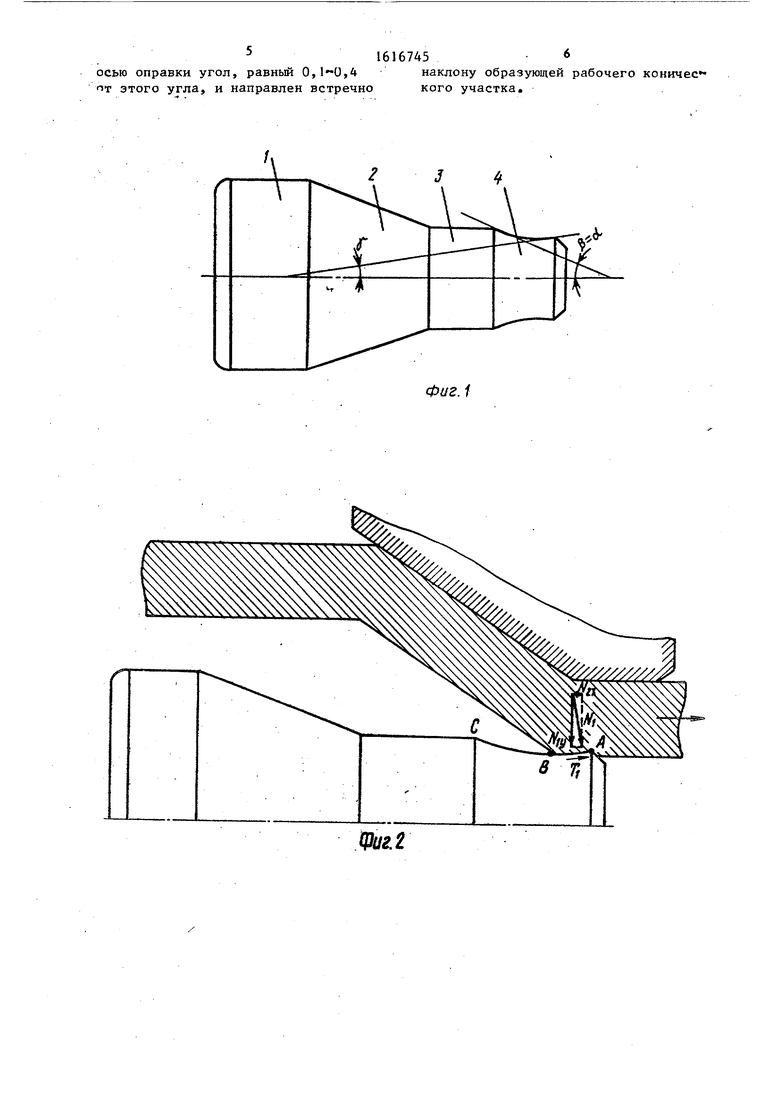
На фиг.1 показана конструкция оправки;, на фиг.2 схема очага де формации, последовательно возникаю щего при захвате дополнительного кри волинейного участка движущимся метал лом трубы; на фиг.З - то же, в про цессе захвата.
Оправка содержит цилиндрический 1, рабочий конический 2, калибрующий цилиндрический 3 участки и захватный участок 4 переменного диаметра с разующей в виде вогнутой дуги. Угол .наклона образующего рабочего кони
ческого участка (угол конусности оправки) равеноС . Угол касательной к дуге захватного участка в точке С контакта с образующей калибрующего
. участка составляет угол /}, равный углу конусности оправки, .Tie. /5 .Oi-. Угол наклона касательной к другому
; концу дуги в точке А (обозначен У) составляет 0,loi 0,4ot и на правлен встречно наклону образующей рабочего конического участка. Выбор пределов значений угла наклона каса тельной в конечных точках вогнутой дуги захватного участка к оси оправ ки обусловлен следующим: большее значение угла. Tie. 0,4 от угла ко нусности, рекомендуется применять
для волочения труб из более пластич. ных и мягких материалов с небольшим
оь
о:
4
сл
п ; еделом текучести, а меньаше значе ° нйе, ;т,е, 0,1 угла конусности для менее пластичных материалон с боль шмм пределом текучести
Устройство работает следую1дим об - разом.
Б начальный момент време .ни двиясу щаяся труба безоправочно осаживается и захватывает оправку в точке А (фигв2), Внутренний диаметр трубы г в этот момент равен наружному диакет ру за вычетом удвоенной с учетом утолщения при осаживании толщины стенки. За счет возникающих сил тре- 1-шя Т на участке АВ и горизонталь ной составляющей N;jx от давления ые талла на инструмент N оправка уверенно захватывается и начинает увле каться в очаг,деформации В этот мо мент захватный участок будет захва чек металлом без нанесения забойки на внутреннюю поверхность трубы На участке АВ обжатие трубы произойдет согласно профилю данного участка На участке ВС на оправку начина1от действовать дополнительно еще силы нормального да.вления N,, и силы KOi-r- тактного триния Т. Из практики волочения был сделан вьшод, что если угол касательной к криволинейному участку в его конечной -точке С будет б|рльше угла конусности оправки, то действием горизонтальной состав лйющей силы нормального давления (фиг.З) оправка будет очень неста-- затягиваться в очаг деформа- Щзи Чтобь5 гарантировать уверенный захват оправки в очаг деформации, угол межру касательной в начаггьной точке А захватного участка и осью оправки предусматривается равным 0, от угла конусности и направ ление его противоположно углу конус- ности оправки а В результате на участ ке ВС кроме сил контактного трения Т на оправку действует еще и гори зонтальнйя составляющая силы нормаль него давлеьшя N, которая помогает стаб; лизировать процесс волочения оправки в очаг деформации« Таким об-- разом, такое иьшолнение захватного )Гчастка способствует стабильному захвату оправки, в очаг деформации. Кроме того, на участке; -ВС угол ка сательной к криволинейном участку плавно изменяется от О до | :0{j За счет этого стенка трубы также плавно
1656745
обжимается до конечной величины без нанесения забойки на внутреннюю по верхностЬа, Оправка под действием сил с- будет и дальше продвигаться в очаг деформации, пока не будет уравнове - - шена нормальной составляющей метшша на рабочий конический участок инстру ментаа После этого произойдет мест ная раздача стенки трубы -на участке АС, утолщенный конец трубы сойдет с захватного участка и процесс волоче ПИЯ перейдет в стационарньй режим Захватный участок в. этом режиме yHac тия не принимает
10
15
20
25
30
35
40
45
50
55
равный углу конусности .е. 1 о(, 8. Угол 1 в точке А бьл выполнен волочении опытной партии труб были использованы оправки с углом конусности oi/ В Угол касательной к дуге захватного участка в точке С перехода к цилиндрическому составля ет угол в оправки,.т. начальной
ным 2°. Протягиваемые на оправке тру бы бьши изготовлены из стали. ста20. Если протягивать трубы из более труднодеформируемых марок сталей, например титановых сплавов, сталей, легированных хромом и марганцем, угол конусности I следует вьитолнять не более 0,8--- . Для более пластичнь х материалов, например алюминиевых сплавов,, угол Ij следует выбирать в пределах у 3,,5.
Экспериментальные исследования оправки для волочения труб показали увеличение произво,цительности воло чильного стана на 3%,
Формула изобретения
Оправка для . волочения труб, чающая цилиндрический участок, рабочий конический, калибрующий ци. рический и захватньм участок перемен ного диаметра, отличающая с я тем, что, с целью, увеличения производительности стана путем сниже ния обрьшности труб, образующая за хватного участка выполнена в виде вогнутой дуги, касательная к которой в точке контакта с образующей калиб рующего участка расположена к оси оправки под углом, равным углу накло на образующей рабочего конического участка, а угол наклона касательной к другому концу дуги составляет с
0
5
0
5
0
5
0
5
равный углу конусности .е. 1 о(, 8. Угол 1 в точке А бьл выполнен волочении опытной партии труб были использованы оправки с углом конусности oi/ В Угол касательной к дуге захватного участка в точке С перехода к цилиндрическому составля ет угол в оправки,.т. начальной
ным 2°. Протягиваемые на оправке тру бы бьши изготовлены из стали. ста20. Если протягивать трубы из более труднодеформируемых марок сталей, например титановых сплавов, сталей, легированных хромом и марганцем, угол конусности I следует вьитолнять не более 0,8--- . Для более пластичнь х материалов, например алюминиевых сплавов,, угол Ij следует выбирать в пределах у 3,,5.
Экспериментальные исследования оправки для волочения труб показали увеличение произво,цительности воло чильного стана на 3%,
Формула изобретения
Оправка для . волочения труб, чающая цилиндрический участок, рабочий конический, калибрующий ци. рический и захватньм участок перемен ного диаметра, отличающая с я тем, что, с целью, увеличения производительности стана путем сниже ния обрьшности труб, образующая за хватного участка выполнена в виде вогнутой дуги, касательная к которой в точке контакта с образующей калиб рующего участка расположена к оси оправки под углом, равным углу накло на образующей рабочего конического участка, а угол наклона касательной к другому концу дуги составляет с
16167456
осью оправки угол, равньй Ojl -OjA наклону образующей рабочего коничес от этого угла, и направлен встречно кого участка.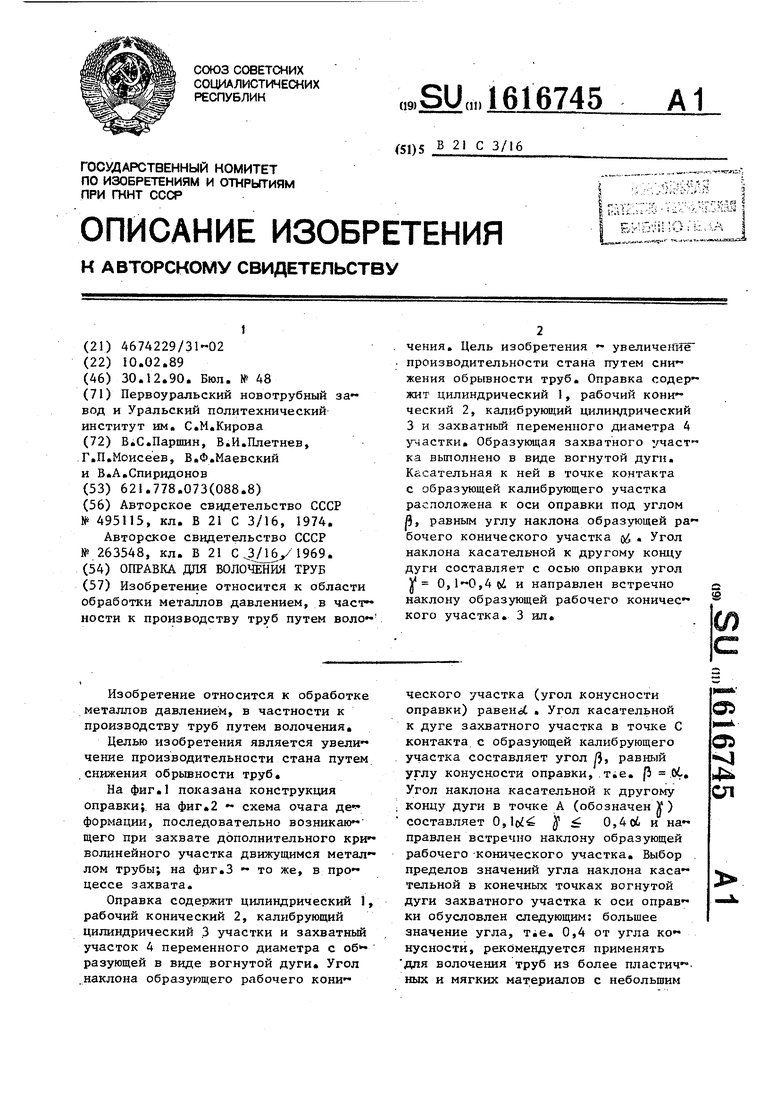
| название | год | авторы | номер документа |
|---|---|---|---|
| Самоустанавливающаяся оправка для волочения труб | 1980 |
|
SU954135A1 |
| Самоустанавливающаяся оправка для протягивания труб через волоку | 1975 |
|
SU537726A1 |
| Инструмент для волочения труб | 1985 |
|
SU1306614A1 |
| Оправка прошивного стана | 1975 |
|
SU522868A1 |
| Способ и устройство для волочения труб, преимущественно сварных, на плавающей оправке | 2022 |
|
RU2801171C1 |
| СПОСОБ ПРОКАТКИ ТРУБ НА РЕДУКЦИОННО-РАСТЯЖНОМ СТАНЕ | 2013 |
|
RU2532610C1 |
| Технологический инструмент для винтовой прокатки труб | 1987 |
|
SU1424888A1 |
| Волока для волочения изделий | 1987 |
|
SU1438873A1 |
| Самоустанавливающаяся оправка для волочения труб | 1983 |
|
SU1126351A1 |
| Оправка трубного стана | 1985 |
|
SU1319952A1 |
Изобретение относится к области обработки металлов давлением, в частности к производству труб путем волочения. Цель изобретения - увеличение производительности стана путем снижения обрывности труб. Оправка содержит цилиндрический 1, рабочий конический 2, калибрующий цилиндрический 3 и захватный переменного диаметра 4 участки. Образующая захватного участка выполнена в виде вогнутой дуги. Касательная к ней в точке контакта с образующей калибрующего участка расположена к оси оправки под углом β, равным углу наклона образующей рабочего конического участка α. Угол наклона касательной к другому концу дуги составляет с осью оправки угол γ=0,1-0,4 α и направлен встречно наклону образующей рабочего конического участка. 3 ил.
.1
Щиг.2
фг/гЗ
| Неподвижная оправка для волочения труб | 1974 |
|
SU495115A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| САМОУСТАНАВЛИВАЮЩАЯСЯ ОПРАВКА ДЛЯ ВОЛОЧЕНИЯ ТРУБ | 0 |
|
SU263548A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
