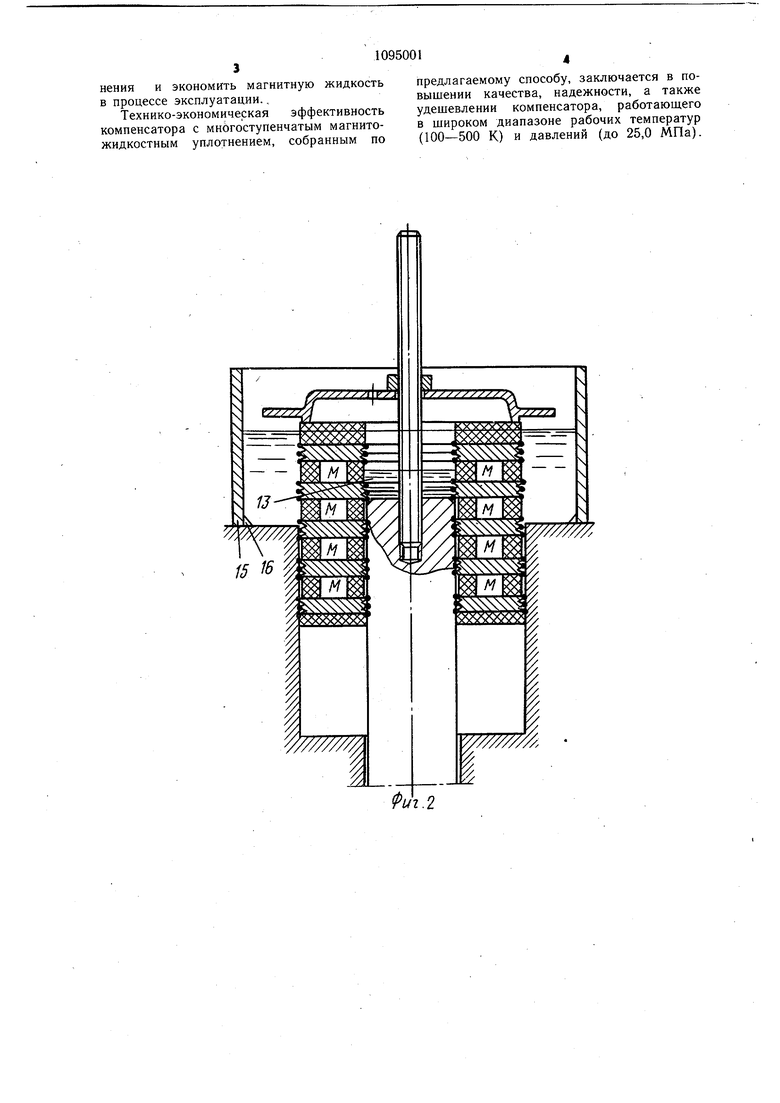
Изобретение относится к уплотнению соединений подвижных и неподвижных узлов в том числе соединений трубопроводов, работающих под давлением. Известен способ сборки магнитожидкостного уплотнения, состоящий из сборки магнитной обоймы, монтажа ее в узел уплотнения и последующего заполнения зазоров между полюсными наконечниками и сопрягаемой поверхностью магнитной жидкостью путем поворота нажимной гайки, воздействующей на эластичные камеры, заполненные магнитной жидкостью 1. Недостатком известного способа сборки является низкая жидкость уплотнения вследствие наличия между образованными уплотняющими кольцами из магнитной жидкости сжимаемой парогазовой прослойки. Целью изобретения является повыщение надежности уплотнения. Поставленная цель достигается тем, что согласно способу сборки магнитожидкостного уплотнения, заключающемуся в сборке магнитной обоймы, монтаже ее в узел уплотнения и заполнении зазора, образованного полюсными наконечниками Магнитной обоймы и сопрягаемой поверхностью, магнитной жидкостью, заполнение зазора магнитной жидкостью производят путем подачи последней на полюсные наконечники обоймы до монтажа ее в узел уплотнения, причем монтаж обоймы в узел уплотнения производят в среде немагнитной не смещивающейся с магнитной жидкостью жидкости. На фиг. 1 изображена начальная стадия сборки многоступенчатого магнитожидкостного уплотнения с уплотнением по внутренней и наружной сопрягаемым поверхностям; (магнитная обойма перед ее монтажом в узел уплотнения с магнитной жидкостью на наконечниках); на фиг. 2 - то же, промежуточная стадия (монтаж магнитной обоймы в узел уплотнения в среде немагнитной, не смешивающейся с .магнитной жидкостью жидкости); на фиг. 3 - узел в сборе. Сборка производится следующим образом. В расточку корпуса 1 на шток или вал 2 надета магнитная обойма, состоящая из постоянных Магнитов 3, полюсных наконечников 4, немагнитных колец 5 и 6 и центрирующих колец 7. На магнитной обойме расположена крыщка 8, в центральное отверстие которой заведена монтажная щпилька 9, ввернутая в резьбовое гнездо штока 2. Шпилька снабжена гайкой 10. На полюсные наконечники 4 со стороны внутренней и наружной поверхностей обоймы при помощи масленки или шприца наносится магнитная жидкость (МЖ) 11, которая в таком положении удерживается магнитным полем. Во внутренний объем обоймы через отверстие 12 в крышке 8 заливается немагнитная не смешивающаяся с МЖ жидкость 13. Центрирующее кольцо 7 препятствует выливанию жидкости из внутреннего объема обоймы. При накручивании гайки 10 на монтажную шпильку 9 обойма вместе с крышкой 8, МЖ 11 и жидкостью 13 опускается в расточку корпуса 1. При этом МЖ 1 под воздействием магнитного поля равномерно распределяется в зазоре, образованном полюсными наконечниками 4 и сопрягаемой внутренней поверхностью 14. Немагнитная жидкость 13 заполняет остальное свободное от МЖ пространство. Когда центрирующее кольцо 7 войдет в расточку корпуса 1, на корпус устанавливается цилиндрическая обечайка 15 и прикрепляется при помощи легкосъемного герметика (замазка, пластилин и пр.) 16. В обечайку заливается некоторое количество немагнитной жидкости 13, и процесс опускания обоймы продолжается. Под воздействием магнитного поля МЖ И равномерно распределяется в уплотняемых зазорах, образованных полюсными наконечниками обоймы и сопрягаемыми наружной и внутренней 14 поверхностями, а немагнитная жидкость 13 - в свободном от МЖ пространстве. Когда магнитная обойма дойдет до крайнего положения, снимается обечайка 15, а крышка 8 поднимается к корпусу 1 болтами 17. После этого монтажная шпилька 9 выкручивается. Предлагаемый способ сборки по сравнению с известным исключает образование парогазовых прослоек, так как монтаж магнитной обоймы ведется в среде немагнитной жидкости, которая заполняет все полости и зазоры, свободнее от магнитной жидкости. Магнитная жидкость в необходимом количестве подается на полюсные наконечники, где и удерживается магнитными силами. При опускании обоймы наконечник образует зазор с сопрягаемой поверхностью и находящаяся на наконечнике магнитная жидкость замыкает магнитную цепь, равномерно распределяясь в зазоре. Немагнитная жидкость, не взаимодействуя ни с магнитом, ни с магнитной жидкостью, самотеком заполняет возможные зазоры, например объемы между поверхностью немагнитных колец и сопрягаемыми поверхностями щтока и расточки корпуса. Магнитная проницаемость немагнитной жидкости примерно равна проницаемости вакуума, следовательно, уменьщается магнитный поток рассеивания. Отсутствие испарения магнитной жидкости на внутренних ступенях многоступенчатого уплотнения позволяет в случае необходимости производить подпитку только первой и последней ступени уплотнения, что дает возможность уменьшить эксплуатационные расходы по обслуживанию уплотнения и экономить магнитную жидкость в процессе эксплуатации..
Технико-экономическая эффективность компенсатора с многоступенчатым магнитожидкостным уплотнением, собранным по
предлагаемому способу, заключается в повышении качества, надежности, а также удешевлении компенсатора, работающего в широком диапазоне рабочих температур (100-500 К) и давлений (до 25,0 МПа).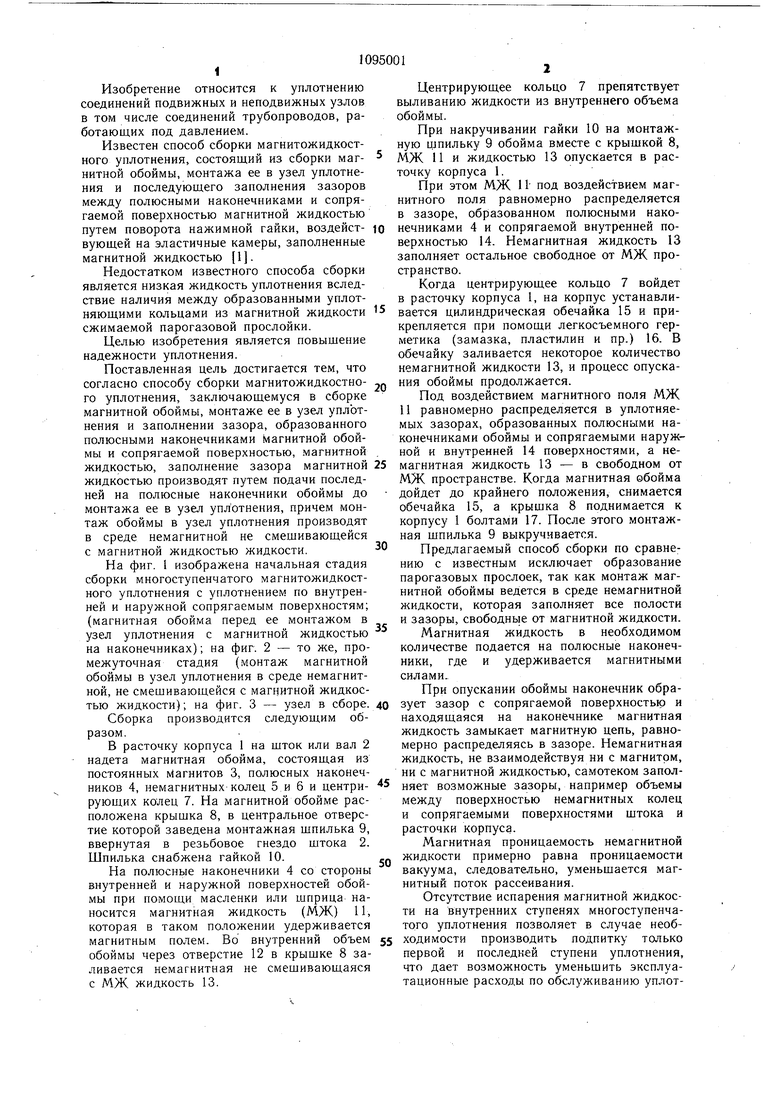
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитожидкостное уплотнение | 1989 |
|
SU1820114A1 |
| МАГНИТОЖИДКОСТНОЕ УПЛОТНЕНИЕ ВАЛА | 2009 |
|
RU2409784C1 |
| МАГНИТОЖИДКОСТНОЕ УПЛОТНЕНИЕ ВАЛА | 2009 |
|
RU2403477C1 |
| ИНЕРЦИОННЫЙ МАГНИТОЖИДКОСТНЫЙ ДЕМПФЕР (ВАРИАНТЫ) | 2013 |
|
RU2549592C1 |
| МАГНИТОЖИДКОСТНОЕ УПЛОТНЕНИЕ ВАЛА | 2007 |
|
RU2351829C1 |
| Магнитожидкостное уплотнение | 1989 |
|
SU1645691A1 |
| Способ сборки магнитожидкостного уплотнения | 1986 |
|
SU1393974A1 |
| Магнитожидкостное уплотнение | 1990 |
|
SU1721349A1 |
| Магнитожидкостное уплотнение вала с пониженным моментом трения | 2019 |
|
RU2725399C1 |
| Измерительный узел ротационного магнитовискозиметра колокольного типа | 1987 |
|
SU1436015A1 |
СПОСОБ СБОРКИ / АГНИТОЖИДКОСТНОГО УПЛОТНЕНИЯ, заключающийся в сборке магнитной обоймы, монтаже ее в узел уплотнения и заполнении зазора, образованного полюсными наконечниками магнитной обоймы и сопрягаемой поверхностью, магнитной жидкостью, огличающийся тем, что, с целью повышения, надежности уплотнения-, заполнение зазора магнитной жидкостью производят путем подачи последней на полюсные наконечники обоймы до монтажа ее в узел уплотнения, причем монтаж обоймы в узел уплотнения производят в среде немагнитной не смешивающейся с магнитной жидкостью жидкости. W ел У///////А ////////, I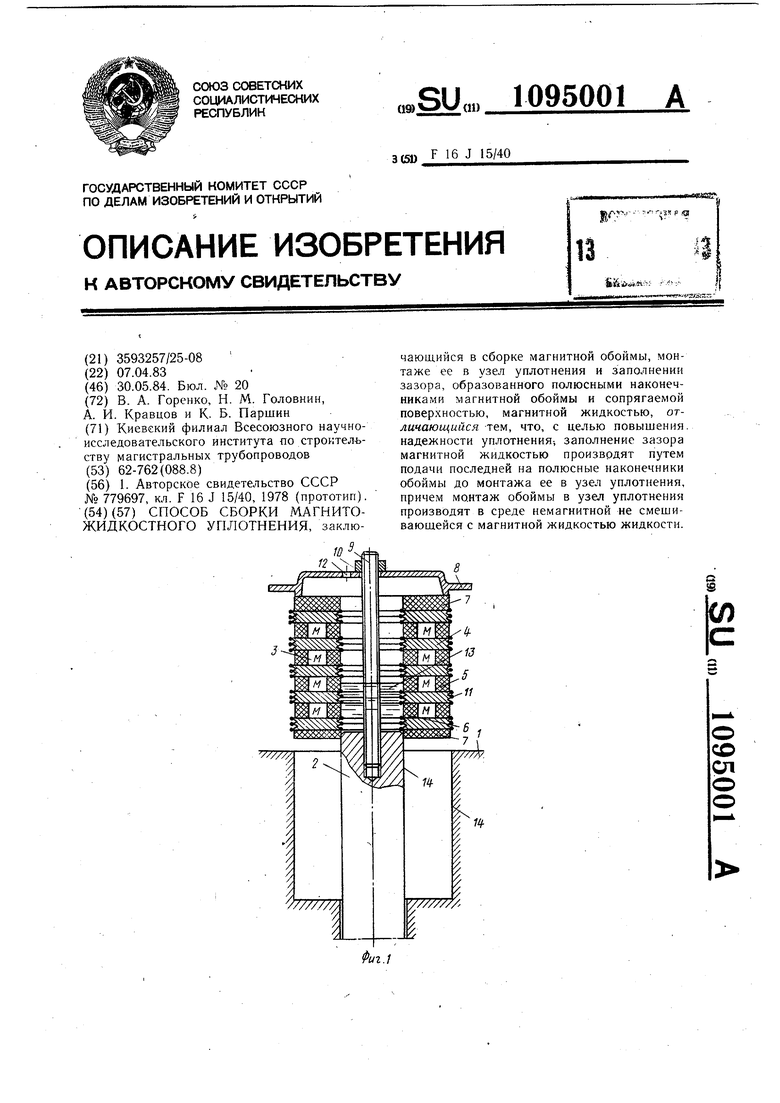
17
/7У7//7// r//J
/ /7.
Г/////
/
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Магнитножидкостное уплотнение | 1978 |
|
SU779697A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
