Изоб|)етс11ис относится к об.тясти цементации мелких деталей машнг), например втулочно-ролнковых цоней, шатунных пальцеи моторор, и раз.чичных метизов.
Т- знеетеи ряд способов и ycTpoiic;-:; для цементации дета.чей из ста.ш U среде карбюризаторов ручным и механизированным способамн.
В бо;и 1 н-1иетпе споем эти cHoco6i)i требу от выиолнения некоторых оиераций вруч1.ую. Кроме того, отмечается длнте;1ьиый цикл цементации. В обычных устройствах, .механизирующих иемеитащио, имеется ряд недостатков;
1)нестаби.ни-юсть ,ecea ие.ментац Н и вследетвие этого неоднородность качества деталей;
2)иерептг-.бельноеть расхода карбюризатора при единичном его использовании:
3)ненр1меи-имоеть их в азтоматических .-ИПИ1ЯХ из-за невозможности полной пнтоматизацип принятого процесса цементации;
4)засорение закалочных баков остатка:.1и твердых карбюризаторов,
выбрасы15ае.1ых вместе с деталями в зака.ючнук) среду.
5) иерерасходТ. :9нерг1Н1 ii;i нагрев избытков н из.шннчОз карбюризаторов.
Применение ониеьи.аемого ajperaта iibiro.THo от,:1ичае1ея тем. что yir-iмии тые недоечаткп clpaieiUii и он может бьпь. ка1ч показали |;енытаннй, прнмеиен ; ;:в;оматич скои .чинки. В (лмичие (УГ других печей д.1И цементации агрегат нолп.остьк) авто атнзирует и механизлрует ручные операцин. устраниет вредный для нронееса це ентаи,и11 ).1Ьный достхп воздуха i; рабочую зону цементации, созда ;ая ,:,етпие атоI-O стаби.11511ость и - диородпость i aчестьенных показа Ie. 1еЛ иемеитаЦ;М у детале ;, иезко сокраи1ает цементационньп цикл ;; зиач.гге.пд1о оздо Ю15Ляет и улучшает i-.ccii техно.чогичееки; п1юцеес.
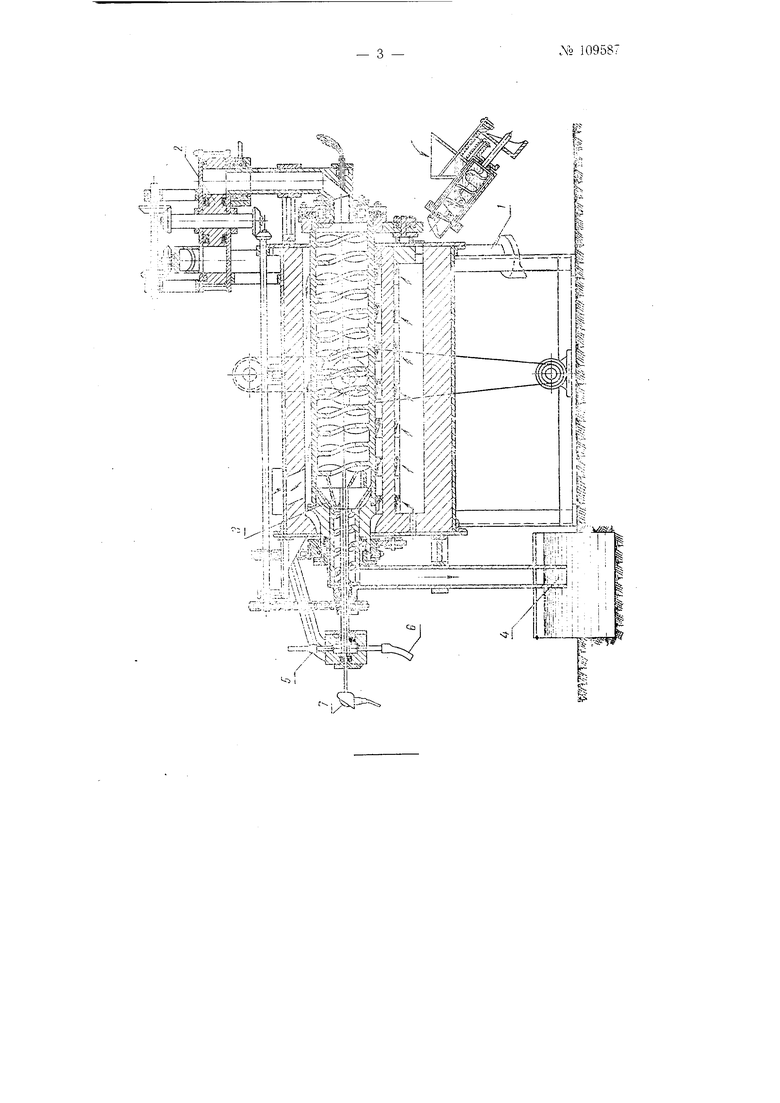
Ма чертеже изображена схема агрегата для непрерывной стабильной цементации дета.че) с гидрав.тическн п; зат1:..п)ам.
Агрегат представляет собою грризоитальнумо у.тектропочь, которой ирашаетея реторта, снабж:-м1 гая юнековой спиралью. I ,;Г: бликер / илеет г 1дрозат130р ir IHHOко 51)|Гг транспортер, подаюпип детали через fcxaffi-i4ecK4 i шибер 2 и гор,1О13 Гиу реторты.
Реторта снабжеи; Biiyipi иие1-:,Hoii: спиралью, р, когите xoTopoii чл 1;ыходе уста Ю ;ле|:Ь четыре лоиасти 3, наирап.чяющ.чс . .адемеитиронал fb C дета.мииа 1-И)Ир :-50чиы1 1 iinieK д/ит сб)оса и. 1:1 зака,точиы бг.к 4 с ох.таждхиоше я дкостью. еоотнетCTByionieii TO/I марке стали, из котзjjoi 113 отовлс1 а да(иая деталь. Эт,1
жидкость ОДИОЗр(МС И1ОС,Т /К;Т
иторыл гидпозатвором.
Газоиып карбюризато) поступает через виод ), а аммиак с иро -ивоиоложиоГ стороиы мере:-; виод G. Термопара 7 для коптроля температуры зак/почепа 15 чехол и:; /Kapoynopnoii ста.лп.
Аг|)егат работает по npiiiiunnv протп; отока. Газовый ка.рбюрнзатор сиитпп (|;еросп1 из камепното yi.iH) в ко.чпчест 5С 8()--75% п аммпак в ко.п-1честве 20-26 о поступают с одного копна врапи1юи ейся реторть:, а дета.чи д.чя немеитации поступают с др)1ого копна реторты навстречу карбюризатор). Таким образом, в рабочую зону иемеитаини, ограинчеииую е обеих еторон гидрозатворами, не .может ионаеть атмосферньи 150зд х. Со,здается стаби,ты1а.я не.меитиГ р е д -М е т изобретения
1.Агрегат для иепрсрьн пой целгентаини мелких деталей мапи-ii, например втулочно-ролнковых )1епей и метизов, о т л и ч а 10 И1лг и с я тем, что, с целью пол чения резкого сокращения цикла и высокого качества цементации, последняя ocvIцecтвJ яется путем лспрерывпой иодачи дета в рг:бочую зону без допуска i пее доба150чных обт-.емов воздуха, нарущаюити-Х активный процесс нау гл е рожи и и я дета л е f г.
2.Форма вынолиепия агрегата ио и. 1, о т л 1 ч а ю HI; а я с я тем, что для создаи.я стабильного процесса цемситац и газовы.м карбюризатором, детали загружаются и проходят в рабоч}ю зону и р,ыгр жаются из нее через гидрав.тические затворы, причем на ги-лходе деталей irj реторты уста1юв,теиы четыре лоиаст1, .тяю1ние дета.in па трг:испортньгй ингек.
3.Форма вьиюлиеиия агрегата ио и. 2, о т л 1г ч а ю HI а я с я тем, что, с целью создания оити.мального режима цсментац1 И д.тя входногю гидравлического , применяют СИНТИИ (кероспи из каменного yivm), а на 15ыходе жидкость, соответствую)цую марке стали, причем в газокую фазу карбюризатора вводится аммиак в количестве 20-26%, а сннтии-газ в количестве 80-75%.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентирования плоских деталей | 1986 |
|
SU1382547A1 |
| Пружинный перфоратор | 1941 |
|
SU84009A1 |
| Закладной элемент | 1985 |
|
SU1339214A1 |
| Устройство для гибки деталей замкнутого контура | 1986 |
|
SU1516172A1 |
| Предохранительная муфта-патрон | 1986 |
|
SU1371843A1 |
| Координатная измерительная машина | 1980 |
|
SU905609A1 |
| Сверлильная головка | 1985 |
|
SU1298008A1 |
| Машина для загибки деталей края верха обуви | 1957 |
|
SU109617A2 |
| Применение высокопрочного гипса для тампонирования путей ухода глинистого раствора | 1950 |
|
SU90736A1 |
| Способ извлечения цианидов золота и серебра из активированного угля | 1957 |
|
SU113040A1 |