Предметом изобретения является устройство (коэрцитиметр) для контроля качества термической обработки стальных изделий по величине коэрцитивной силы, определяемой значением тока размагничивания предварительно намагниченного изделия.
Известные коэрцитиметры снабжены индикатором размагниченнасти изделия, выполненным в виде элeктpo raгнитa с двумя воздушными промежутками, в один из которых вводится испытуемое изделие, а другой перекрыт якорем. При размагничивании изделия якорь отпадает и взаимодействует с контактами цепей управления сигналами (в частности, лампами). Кроме этого, в таких коэрцитиметрах применяются переключатели цепей намагничивания и размагничивания изделия и управления сигналами.
Описываемое устройство дает возможность увеличить производительность контроля посредством автоматизации процесса испытаний и НОВЫСИТ1, точность контроля путем устранения ложных замыкании цепей сигналов.
Д.-1Я этой цели в качестве цереключателей используются переключающиеся контакты ку.чачкового коммутатора, приводимого во врапдение электродвигателем. Включение электродвигателя происходит при установке испытуемого изде.чия на полюса электромагнита-индикатора. Контакты цепей управления сигналами расположены в коммутаторе таким образом, что они замыкаются после замыкания цепей размагпичивания, спустя промежуток времени, необходимый для полного размагничивания изделия.
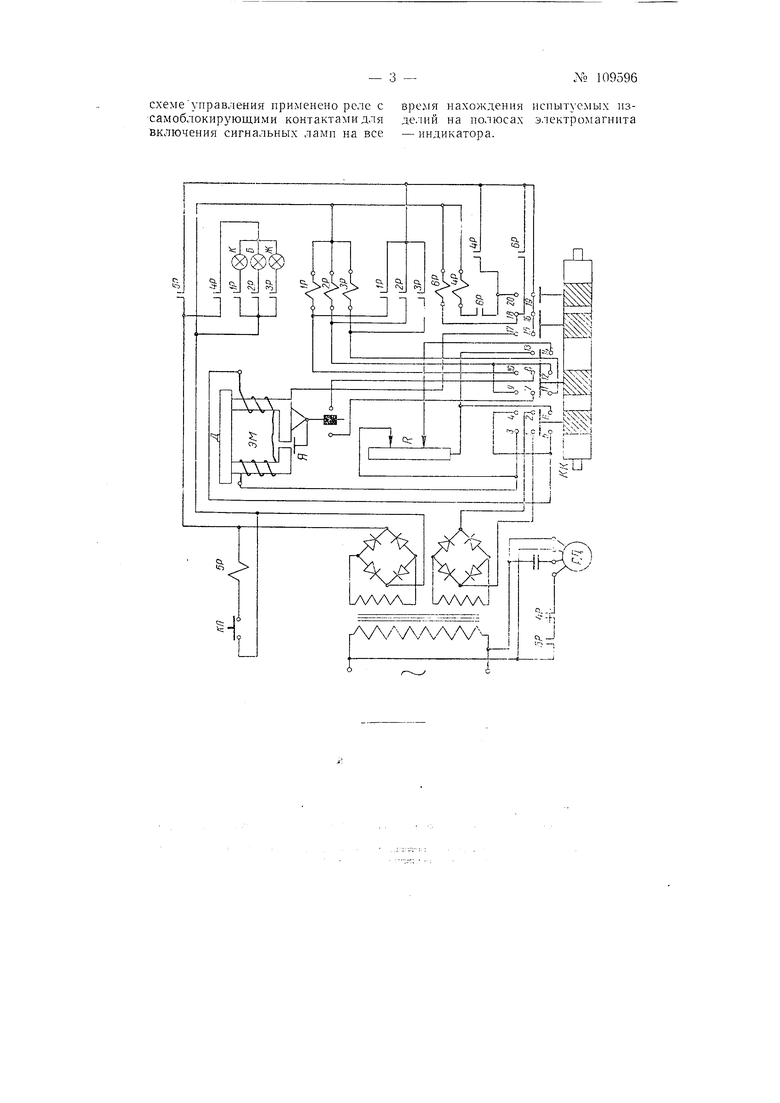
На чертеже показана электрическая схема устройства.
После наложения испытуемого изделия Д на полюсы электромагнита индикатора ЭМ включают пусковую кнопк - , в результате чего замыкаются контакты реле 5Р. Электродвигатель РД начинает враП1аться. поворачивая кулачковый коммутатор КК. При этом замыкаются контакты /, 3 и 2, 4, а через
обмстк) электромагнита ЭМ проходит ток намагничивания. Далее контакты /, ,3 и 2, 4 размыкаются, а контакты У, 5 и 2, 6 замыкаются; через обмотку электромагнита ЭМ нроходит ток размагничивания, величина которого устанавливается сопротивлением R. Затем замыкаются контакты 7, 9 и 8, 10, а по прошествии времени, необходимого для раз- гагничивания изде.тия до заданного предела, замыкаются также контакты 15, 17. В результате срабатывает реле IP или 2Р (в зависимости от по.тожения якоря Я 3.TCKTpoNtarHHTa ЭМ. Отпадание якоря Я и срабатывание реле IP свидетельствуют о твердости изделия ниже заданной. Если якорь Я не отпадает, то срабатывает реле 2Р, что свидетельствует о твердости изделия в пределах заданной величины или выше.
Последующее вращение кулачкового коммутатора приводит к размыканию контактов 7, 9, 8, 10 и 15, 17 и замыканию контактов 7, 11, 8, 12 и 13. 14. Замыкание контактов 13, 14 вызывает закорачивание части еопротивления R и увеличение тока размагничивания до заданной величины. В дальнейшем замыкаются контакты 15, 17, 16, 18 и несколько позже контакты 19, 20. При этом срабатывают реле 6Р и 4Р. Электродвигатель отключается контактами реле 4Р, и кулачковый коммутатор останавливается в исходном положении. При повторном замыкании контактов 15, 17 срабатывает реле 2Р и ЗР (в зависимости от положения якоря Я электромагнита ЭМ.
Срабатывание реле IP, 2Р и ЗР вызывает загорание сигнальных ламп. Загорание лампы белого цвета свидетельствует о том, что твердость изделия находится в заданных пределах. Загорание ламп красного цвета, а затем белого показывает, что твердость изделия ниже заданных пределов. Загорание ламп белого, а затем желтого цвета показывает, что твердость изделия выше заданных пределов.
В устройстве применены реле IP, 2Р и ЗР с самоблокируюшими контакта.ми, включающими сигнальные лампы на все время нахождения испытуемых изделий на полюса.х электромагнита индикатора, что облегчает разбраковку изделий.
При снятии изделия с полюсов электромагнита пусковая кнопка КЛ выключается, в результате чего обесточиваются все реле.
Пред м е т и з о б р е т с н и я
1.Устройство для контроля качества термической обработки стальных изделий по ве.тичине коэрцитивной си.чы, определяемой значение.м тока размагничивания пред варительио намагниченного изде.тии, с применением индикатора ))азмагниченности изделия, выполненного в виде электромагнита с двумя воздушными промежутками, в один из которых вводится испытуемое изделие, а другой перекрыт якорем, отпадающим при размагничивании изделия и взаимодействующим с контактами цеией управления сигнальными лампами, а также переключатели цепей намагничивания изделия, размагничивания иоеледнего и управления сигналами, отличающееея тем, что, с целью увеличения производительности посредством автоматизации процесса испытаний и повышения точности контроля путем устранения ложных замыканий цепей сигналов, в качестве указанных переключателей применены переключаемые контакты кулачкового коммутатора, приводимого во вращение электродвигателем, включаемы.м при установке изделия на полюса электромагнита - индикатора с таким расположением в коммутаторе контактов цепей управления сигналами, чтобы они замыкались после зa ыкaния цепи размагничивания через промежуток времени, необходимый для полного размагничивания изделия.
2.В устройстве но и. 1, с це.тью облегчения разбраковки изделий, в
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для контроля твердости стальных деталей | 1957 |
|
SU109081A1 |
| Полуавтоматическое устройство для проверки якорей машин постоянного тока | 1961 |
|
SU143132A1 |
| Электромагнитный прибор для контроля качества термической и электрохимической обработки стальных изделий | 1957 |
|
SU111041A1 |
| ПРИСТАВНОЙ ЭЛЕКТРОМАГНИТ К КОЭРЦИТИМЕТРУ | 2013 |
|
RU2535632C1 |
| Электроэрозионный прошивочный станок | 1968 |
|
SU245229A1 |
| Ультразвуковой станок | 1959 |
|
SU129932A1 |
| Устройство для измерения скорости вращения механизмов | 1940 |
|
SU75569A1 |
| Устройство для предотвращения перевода стрелок механической централизации под составом | 1940 |
|
SU69058A1 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ ГЛАДКОСТИ БУМАГИ | 1969 |
|
SU239634A1 |
| Феррозондовый коэрцитиметр | 1979 |
|
SU855572A1 |