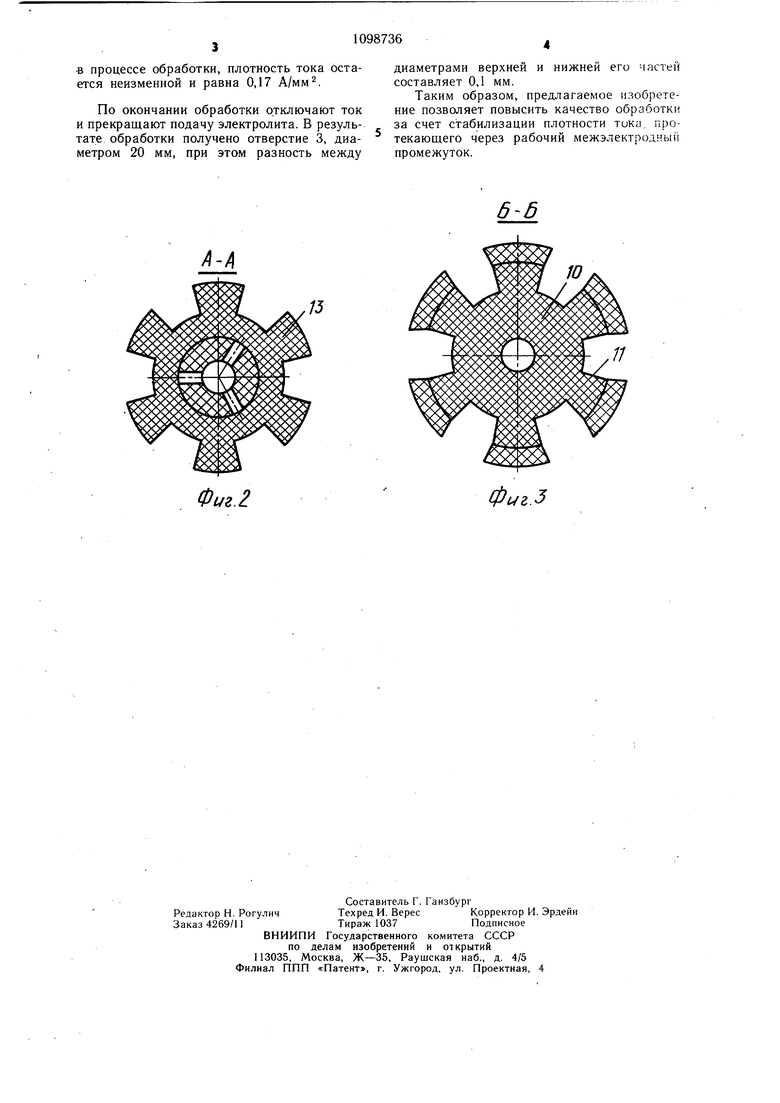
Изобретение относится к области электрофизических и электрохимических методов обработки и может быть использовано при электрохимической обработке деталей. Известен способ электрохимической обработки, при котором подачу технологического тока на рабочий межэлектродный промежуток осуществляют через последовательно подключенный дополнительный межэлектродный промежуток 1. Однако при этом рабочий межэлектродный промежуток в процессе обработки изменяется неравномерно ввиду инерционности следящей системы. В связи с этим происходит изменение плотности тока в зоне обработки, что приводит к снижению качества обработки. Целью изобретения является повышение качества обработки за счет стабилизации плотности тока, протекающего через рабочий межэлектродный промежуток. Поставленная цель достигается тем, что согласно способу электрохимической обработки, при котором подачу технологического тока на рабочий межэлектродный промежуток осуществляют через последовательно подключенный дополнительньш межэлектродный промежуток, в процессе обработки изменяют величину дополнительного межэлектродного -промежутка из условия поддержания постоянной суммы величин рабочего и дополнительного межэлектродного промежутка. Благодаря тому, что сумма величины рабочего и дополнительного межзлектродных промежутков поддерживается постоянной в процессе обработки, плотность тока в зоне обработки практически не меняется и не зависит от величины рабочего межэлектродного промежутка. В связи с этим повышается точность геометрии обрабатываемой поверхности детали и, следовательно, повышается качество обработки. Способ осуществляют следующим образом. Подают электролит в рабочий и дополнительный межэлектродные промежутки, подключают обрабатываемые детали к положительному, а обрабатывающий электрод - к отрицательному потенциалам. Обработку детали проводят с изменением величины рабочего и с одновременным изменением величины дополнительного межэлектродных промежутков, а отключение детали и электрода осуществляют от источника постоянного тока. Затем прекращают подачу электролита в рабочий и дополнительный межэлектродные промежутки. На фиг. 1 представлено устройство, реализующее предлагаемый способ; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Производят прошивку стального листа 1 толщиной 0,7 .мм, с предварительно выполненным отверстием 2 диаметром 13,5 мм. Прошивают отверстие 3 диаметром 20 мм, коаксиально отверстию 2. Устройство ДЛЯ прошивки содержит обрабатываюш,ий электрод, выполненный в виде втулки 4, высотой 30 мм, с наружным 20 мм и внутренним 13 мм диаметрами. Верхний торец втулки 4 выполнен из танталового листа 5 толш,иной 0,7 мм. Втулка 4 по наружному диаметру покрыта диэлектрическим слоем 6 - пластмассой АСТТ, толщиной в 1 мм. При этом торец 7 покрытия выступает над обрабатывающим торцом 8 втулки 4 на 0,3 мм. Рабочий межэлектродный промежуток между нижним концом втулки 4 и листом I перед началом обработки составляет 0,3 мм. Внутрь втулки 4 введена с возможностью вертикального перемещения втулка 9 из диэлектрического материала - оргстекла, с толщиной стенки, равной .2 мм. К нижнему торцу втулки 9 примыкает щайба 10 из лавсанового листа толщиной 0,3 мм, с наружным 20 мм, внутренним 9 мм диаметрами и с прямоугольной перфорацией 11 по периферии на глубину 3,5 мм. Верхняя часть втулки 9 введена в токоподвод, выполненный в виде металлической втулки 12 с наружным 20 мм и внутренним 13 мм диаметрами. К нижнему торцу втулки 12 примыкает шайба 13, выполненная аналогично шайбе 10. Втулка 9 закреплена во втулке 12 неподвижно таким образом, что дополнительный межэлектродный- промежуток между шайбой 13 втулки 12 и верхним торцом втулки 4 составляет 1 мм. Устройство установлено на прошиваемый лист 1 коаксиально отверстию 2. Пример. В рабочий и дополнительный межэлектродные промежутки подают электролит, представляющий собой 15%шый водный раствор ЫаНоз с температурой 20°С под давлением 1 атм. Затем к листу 1 подводят положительный, а к втулке 12 - отрицательный потенциалы с помощью скользящего контакта от источника постоянного тока ВАКГ-12/06 (не показан). При этом напряжение равно 19,5 В, а ток - 30 А. Прошивку листа 1 проводят в течение 4 мин. При этом втулка 12 вращается вместе со втулкой 9 и закрепленной на ней щайбой 10, которая по мере обработки с увеличением рабочего межэлектродного промежутка опускается вниз вместе со втулками 9 и 12. В результате этого уменьщается величина дополнительного межэлектродного промежутка на величину, соответствующую увеличению рабочего межэлектродного промежутка, и, следовательно, сумма величин обоих промежутков сохраняется постоянной, равной 1,3 мм. Так как сумма величин обоих промежутков поддерживается постоянной
в процессе обработки, плотность тока остается неизменной и равна 0,17 А/мм.
По окончании обработки отключают ток и прекращают подачу электролита. В результате обработки получено отверстие 3, диаметром 20 мм, при этом разность между
диаметрами верхней и нижней его частей составляет 0,1 мм.
Таким образом, предлагаемое изобретение позволяет повысить качество обработки за счет стабилизации плотности тока, протекающего через рабочий межэлектродный промежуток.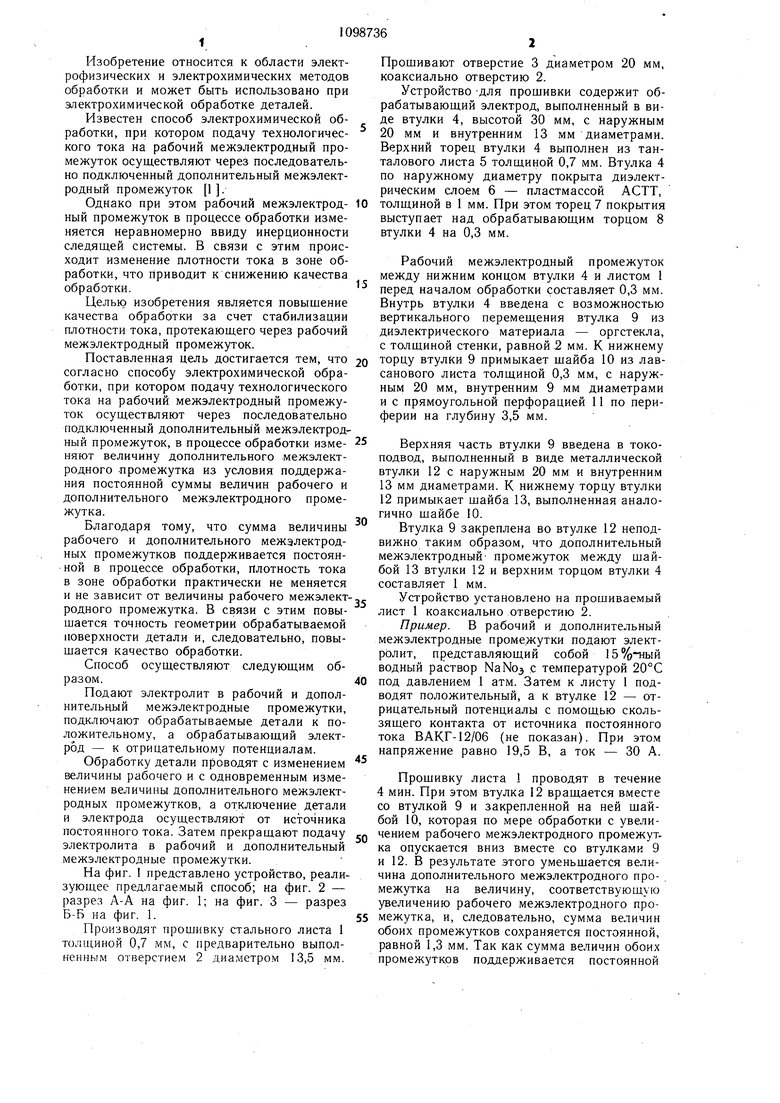
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимического прошивания отверстий | 1985 |
|
SU1252088A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| СПОСОБ ДВУХСТАДИЙНОЙ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2023 |
|
RU2809818C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| УСТРОЙСТВО ДЛЯ ПРОШИВКИ ГЛУБОКИХ ОТВЕРСТИЙ В МЕТАЛЛИЧЕСКИХ ЗАГОТОВКАХ И СПОСОБ С ЕГО ПРИМЕНЕНИЕМ | 2013 |
|
RU2538456C2 |
| Способ электроэрозионного прошивания глубоких отверстий | 1984 |
|
SU1407711A1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774193C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2578895C2 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2017 |
|
RU2663789C1 |
СПОСОБ ЭЛЕКТРОХИМИЧЕС. KOFI ОБРАБОТКИ, при котором подачу SU,... 1098736 А 3C5D В23Р1/04 v..,,. ... технологического тока на рабочий межэлектродный промежуток осуществляют через последовательно подключенный дополнительный межэлектродный промежуток, отличающийся тем, что, с целью повышения качества обработки за счет стабилизации плотности тока, протекающего через рабочий межэлектродный промежуток, в процессе обработки изменяют величину дополнительного межэлектродного промежутка из условия поддержания постоянной суммы величин рабочего и дополнительного межэлектродного промежутка. с: о со с ОО а 
6-5
Фиг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для защиты от короткого замыкания при размерной электрохимической обработке | 1980 |
|
SU908561A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
