1
Изобретение относится к обработке металлических деталей и может быть использовано при электрохимической прошивке сложнопрофильных отверстий и полостей.
Цепью изобретения является упрощение системы слежения за промежутком при прошивании отверстий и выемок сложной формы.
Поставленная цель достигается тем, что согласно способу прошивку ведут одновременно обрабатывающим и вспомогательным электродами, при этом вспомогательным вращаклцимся электродом прошивают однородный с обрабатываемой деталью материал, а межэлектродный промежуток (МЭП) между обрабатывающим электродом и деталью поддерживают посредством диэлектрических элементов, располагаемых на тррце вспомогательного электрода.
Синхронная прошивка обрабатывающим электродом детали, а вращающимся электродом однородного с обрабатываемой деталью материала с поддержанием МЭП между обрабатывающим электродом и деталью посредством диэлектрических элементов вспомогательного электрода позволяет производить прошивку отверстий и полосте сложной формы.
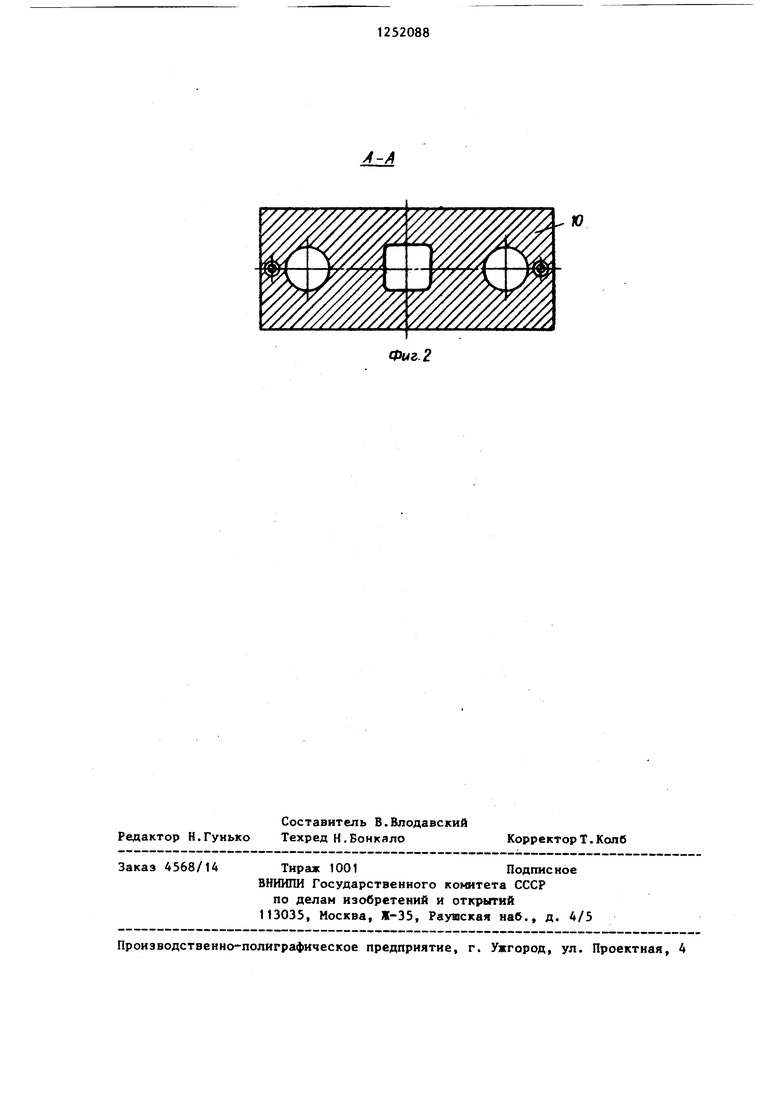
На фиг. 1 схематически изображено устройство для реализации способа; на фиг. 2 - сечение А-А на фиг. 1 (видна конфигурация прошиваемых отверстий).
Устройство содержит обрабатывающий (фиг. 1) электрод-инструмент 1 и вспомогательные электроды-инструменты 2. Электрод 1 выполнен квадратного сечения со стороной квадрата 8 мм, вспомогательные электроды 2-е круглой рабочей частью диаметром 10 мм. На торцах электродов 2 расположено по четыре диэлектрических элемента 3, выступаняцих на 0,4 мм. Электроды 1 и 2 укреплены на основании 4, причем электроды 2 через ремень 5 свяэаны с приводом вращения (не показан). В основании 4 и в электродах 1 и 2 выполнены каналы 6 для подачи электролита.
Верхняя часть устройства предста ляет собой токоподвод 7 положительного потенциала, на котором посредством направляющих колонн 8 прикреплена подвижная траверса 9 для креп252088J
ления обрабатываемой детали 10. Между траверсой 9 и токоподвОдом 7 установлена мягкая резина 11. Траверса 9 связана с токоподводом 7 5 с помощью гибкого токоподвода 12.
Нижняя часть устройства закреплена на столе 13 станка ЭХУЗ-2 (не показан), а верхняя укреплена в пи- нольном зажиме 14 станка. 10 Пример. Прошивают деталь
10, представляющую собой прямоугольную медную пластину 12040, Толщиной 5 мм.
Пластину укрепляют на траверсе 9 15 н поджимают с резиной 11 к токопод- воду 7. При этом диэлектрические элементы 3 электродов 2 упираются в пластину,благодаря.чему между пластиной и обрабатывающим электро- 20 дом 1 образовывается межзлектродный промежуток 15, равный 0,4 мм.
В каналы 6 под давлением 1,8 кгс/см подают электролит (15%-ный раствор NaNO,) при 20°С, 25 с плотностью 1,1.
Вспомогательные электроды 2 приводят по вращение. На обрабатываемую деталь 10 подают положительный потенциал от источника постоянного 30 тока БАКГ-12/6 (не показан), а на электроды 1 и 2 - отрицательньй.
Суммарный ток обработки 180 А, напряжение 18В.
Прошивку проводят в течение 80 с. В процессе пропмвки величина тока возрастает до 220 А. Диэлектрические элементы 3 поддерживают ЮП 15 постоянным и равным 0,4 мм.
По окончании проожвки отключают jj ток, прекращают подачу электролита и снимают деталь.
В результате на пластине tO (фиг. 2) получают квадратное отверстие со стороной квадрата, равной j 9,8 мм, от обрабатывающего электрода 1 и два круглых отверстия от вспомогательных электродов 2.
Синхронная прошивка обрабатывающим электродом детати, а вращающимся вспомогательным электродом - однородного с деталью материала с обеспечением постоянного межэлектродного промежутка между деталью и обрабатывающим электродом посред-. ством диэлектрических элементов вспомогательного электрода позволит производить прошивку отверстий и выемок любой сложной формы.
35
50
55
Ю
Редактор Н.Гуиько
Составитель В.Влодавский Техред К.Бонкйло
Заказ 4568/14
Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 2
Корректор Т. Колб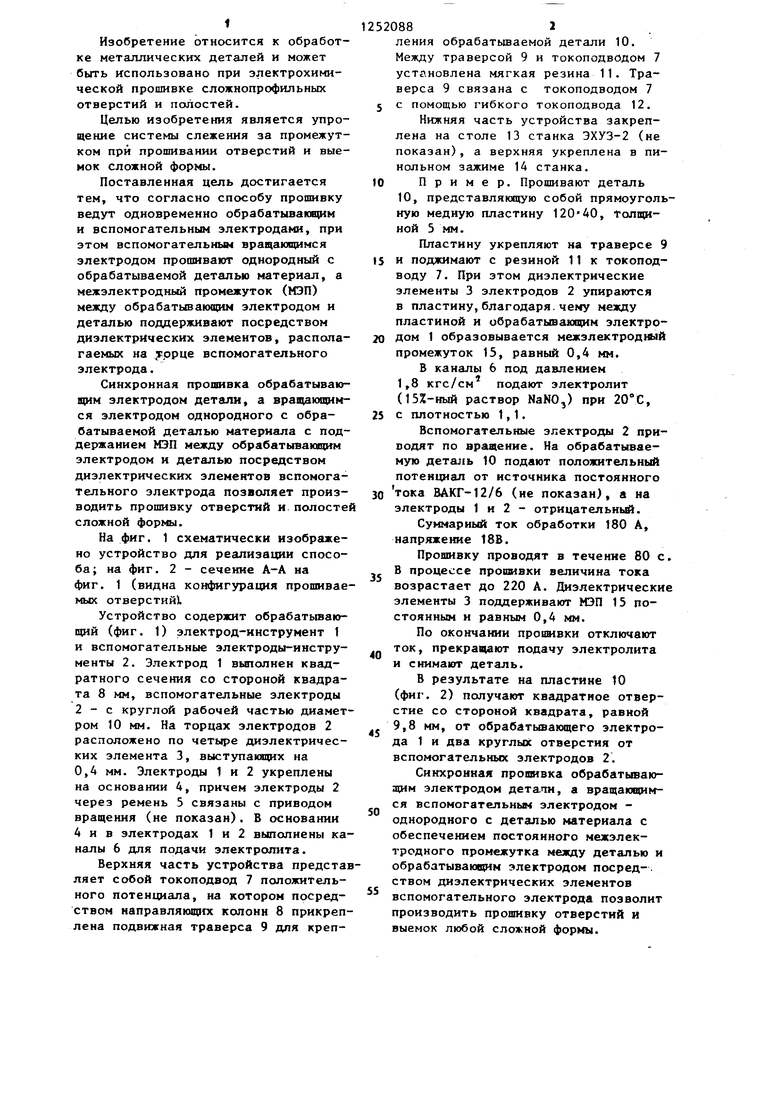
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| Способ электрохимической обработки | 1983 |
|
SU1098736A1 |
| Способ электрохимического прошивания отверстий | 1987 |
|
SU1440637A2 |
| Устройство для электрохимической прошивки | 1985 |
|
SU1364419A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| Устройство для электрохимической перфорации отверстий | 1980 |
|
SU925613A1 |
| СПОСОБ ДВУХСТАДИЙНОЙ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2023 |
|
RU2809818C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ РЕЖУЩИХ КРОМОК ИНСТРУМЕНТОВ | 2007 |
|
RU2355524C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2012 |
|
RU2522864C2 |
| Устройство для электрохимической трепанации отверстий | 1976 |
|
SU601108A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
