Изобретение относится к области электрофизических и электрохимических методов обработки, преимущественно к прошивке отверстий в деталях из высокопрочных сталей и сплавов.
Известен способ электроэрозионно-химической размерной обработки металлов и сплавов в проточном электролите (А.с. СССР №233806/дополнительное к А.с. СССР №193877/ МКИ2 В23Р 1/06, опубл. 30.09.1978), при котором, с целью повышения точности обработки изделий на доводочных операциях, повышают частоту колебаний электрического тока, а амплитудное напряжение на электродах поддерживают несколько превышающим напряжение горения дуги. Таким образом, в этом способе обработки предусмотрено использование различных типов импульсов на стадии прошивки и стадии доводки.
Недостатком данного способа является то, что обработка отверстий не исключает инициирования электрических разрядов в боковом межэлектродном пространстве (МЭП) на доводочных операциях, что приводит к ухудшению качества поверхности отверстия, увеличивает износ электрода- инструмента (ЭИ). Также не содержится указаний по увеличению плотности тока для снижения шероховатости поверхности на доводочных операциях.
Известен способ электроэрозионно-химической прошивки отверстий малого диаметра и устройство для его осуществления (патент RU 2707672 С2, В23Н 9/14, В23Н 5/02, В23Н 7/30, опубл. 28.11.2019), включающий обработку заготовки в проточном электролите при движении электрода-инструмента в направлении заготовки и осуществление электроэрозионного и электрохимического съема материала заготовки путем периодической подачи на межэлектродный промежуток инициирующих импульсов и следующих за ними силовых импульсов, по которому при электроэрозионном съеме материала обеспечивают получение эрозионной лунки в заготовке, диаметр которой превышает диаметр рабочего торца электрода-инструмента, путем выбора значений амплитуды и длительности разрядного тока в инициирующем импульсе, определяемых из условий:
где dƒ - диаметр рабочего торца электрода-инструмента;
kƒ - коэффициент формы импульса тока;
IA - амплитуда импульса разрядного тока;
td - длительность разрядного тока в инициирующем импульсе;
km - эмпирический коэффициент, причем для электрода-инструмента из вольфрама и заготовке из хромоникелевой стали km=0,21⋅10-6 м2/А с0,5,
а электрохимический съем осуществляют с использованием силовых импульсов биполярного тока, причем перед каждым силовым импульсом прямого тока высокой плотности подают импульс обратного тока малой плотности. Таким образом, в заявляемом способе предлагается использование различных (оптимизированных для электроэрозионной химической обработки (ЭЭХО) или электрохимической обработки (ЭХО)) типов импульсов напряжения на различных стадиях обработки.
Данный способ является наиболее близким к заявляемому и принят в качестве ближайшего аналога.
Недостатком ближайшего аналога является то, что он не исключает возникновение электрических разрядов в боковом МЭП на стадии электрохимической доводки и не позволяет достигнуть высоких плотностей электрохимического тока в боковом МЭП, способствующим улучшению качества поверхности.
Таким образом, известные способы электроэрозионно-электрохимической обработки не могут обеспечить на стадии электрохимической доводки, высокопроизводительную электрохимическую обработку с высоким качеством обработанной поверхности (низкой шероховатостью, без дефектного слоя). Так как они не исключают инициирования электрических разрядов в боковом МЭП и не позволяют существенно повысить плотность тока по боковой поверхности.
Задачей, на решение которой направлено заявляемое изобретение, является повышение производительности обработки и качества обработанной поверхности отверстий при ЭЭХО.
Техническим результатом является обеспечение на стадии прошивки отверстий высокой производительности и на стадии доводки - высокого качества поверхности (финишная шероховатость Ra 0,2…0,8 мкм, отсутствие слоя с измененной структурой).
Поставленная задача решается, а технический результат достигается способом электроэрозионно-химической прошивки отверстий малого диаметра в проточном электролите при движении электрода - инструмента в направлении заготовки, при котором на межэлектродный промежуток подают различные типы импульсов на прошивочной и доводочной стадиях, по которому, согласно изобретению на первой стадии - электроэрозионно-химической прошивки отверстия, импульсы тока имеют пологий передний фронт, который выбирают таким образом, чтобы инициировать преимущественно низковольтные электрические разряды в торцевом межэлектродном промежутке, а импульсы тока на второй стадии электрохимической доводки боковой поверхности отверстия имеют крутой передний фронт, параметры которого выбирают таким образом, чтобы за время действия импульса тока электролит в боковом межэлектродном пространстве переходил в перегретое метастабильное перегретое состояние, позволяя увеличить проводимость электролита и в дальнейшем вскипал во всем его объеме, снижая вероятность возникновения низковольтного электрического пробоя.
Кроме того, согласно изобретению после окончания стадии электроэрозионно-химической прошивки и полного вскрытия отверстия, могут выключать движение подачи электрода - инструмента, при этом отключать подачу импульсов с пологим передним фронтом и подавать в течение заданного интервала времени только импульсы тока с крутым передним фронтом, осуществляющие электрохимическое анодное растворение слоя с измененной структурой на боковой поверхности отверстия после первой стадии и снижение ее шероховатости.
Существо изобретения поясняется чертежами.
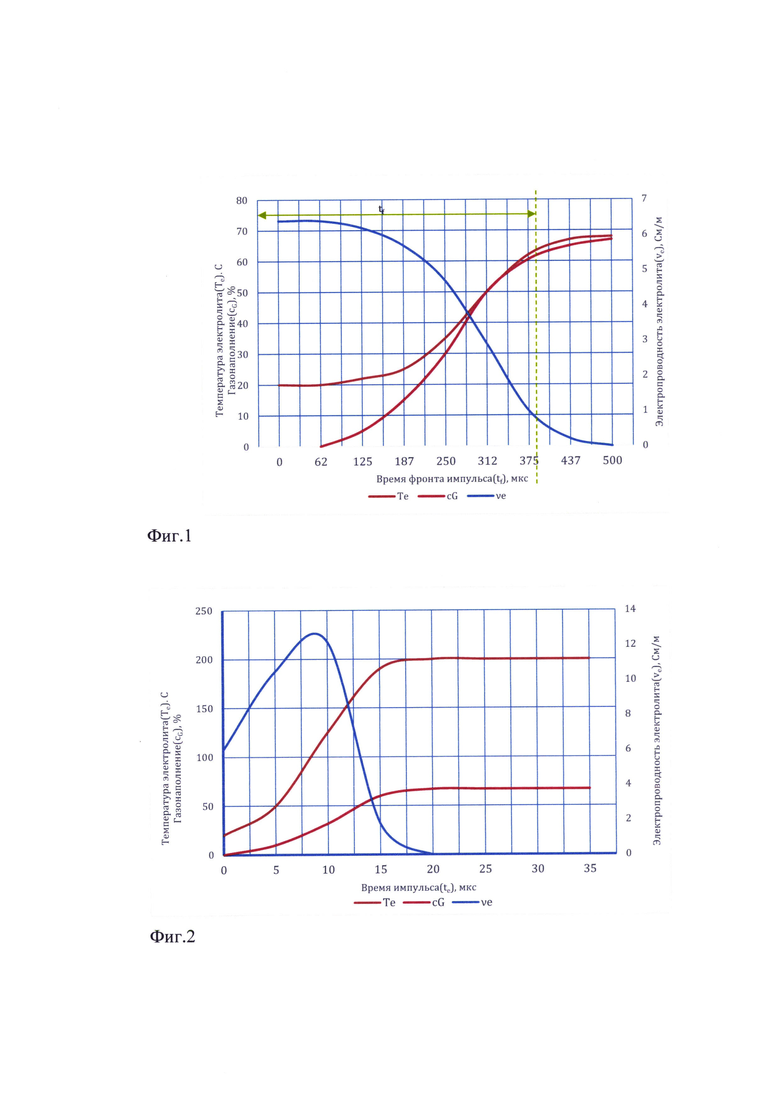
На фиг. 1. представлены результаты расчетов параметров физико-химических процессов в МЭП при прохождении через него импульса тока с пологим фронтом и при малой напряженности электрического поля.
На фиг. 2. представлено изменение во времени температуры Те, относительного газонаполнения cG и удельной электропроводности электролита при использовании импульсов с крутым передним фронтом.
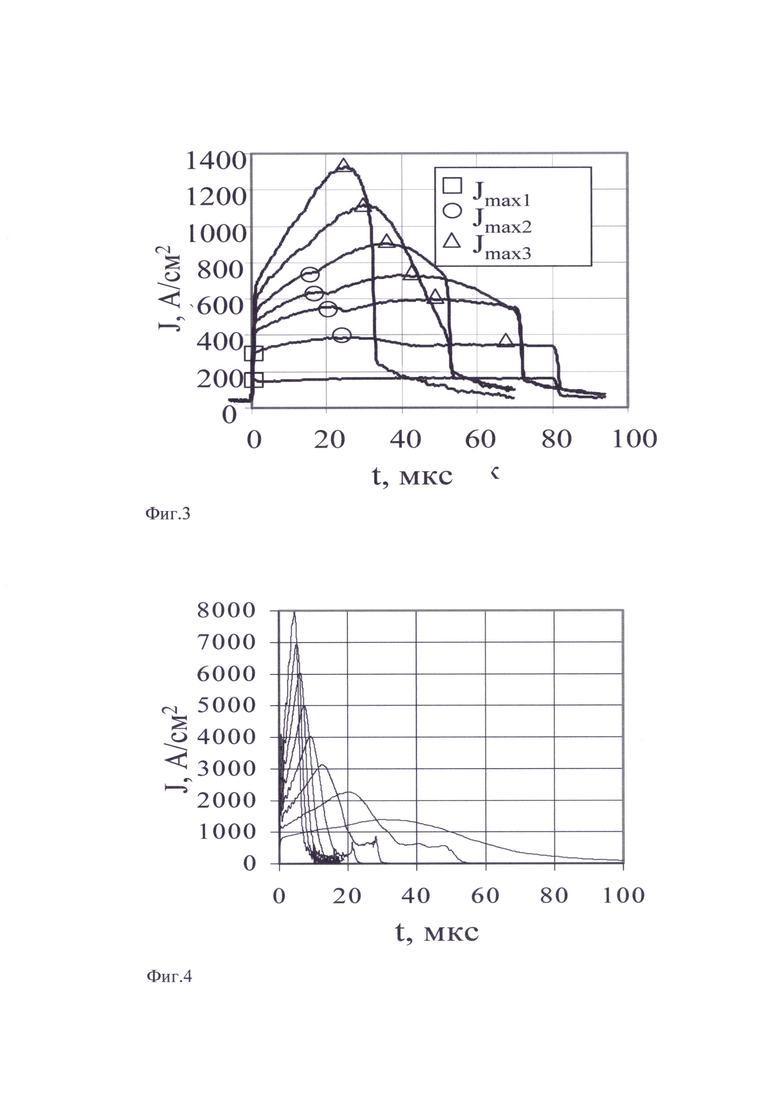
На фиг. 3. показаны осциллограммы плотности тока J для малых величин напряженности поля: электролит 5.5% NaCl, sf=30 мкм, Ре=3 бар, UA=10…90 В.
На фиг. 4. показаны осциллограммы осциллограммы плотности тока J для высоких величинах напряженности поля: электролит 5.5% NaCl, sf=30 мкм, Ре=3 бар, UA=10…90 В.
На фиг. 5 приведен пример смазочного отверстия, полученного по предлагаемому способу ЭЭХО в наружном кольце роликового подшипника качения из стали марки ШХ15: скорость прошивки составляет 120 мм/мин; время калибровки в режиме ЭХО составило 40 с; шероховатость поверхности отверстий после калибровки Ra=0,8 мкм; погрешность обработки 0,1 мм, ЭИ диаметром 0,8 мм, электролит - 5% NaNO3 + 1% NaNO2, давление электролита - 8 Бар.
Сущность способа состоит в следующем
При использовании импульсов тока с пологим» передним фронтом, скорость нарастания тока невелика, и катодное газовыделение становится основным фактором, определяющим электропроводность межэлектродной среды (фиг. 1). Сразу после начала импульса электропроводность начинает снижаться и достигает нуля, т.е. наступает фазовое запирание. Температура электролита в данном случае не достигает точки кипения. В указанных условиях электрохимической обработки движение электролита должно оказывать большое влияние на формирование миллисекундного (относительно длинного) импульса и суммарное сопротивление МЭП будет определяться скоростью прокачки электролита. Электрический пробой в этой ситуации рассматривается как низковольтный и развивается вследствие создания пробойной напряженности на тонкой катодной газовой(водородной) прослойке.
При использовании импульсов с крутым передним фронтом и при высокой напряженности электрического поля удельная мощность, рассеиваемая в электролите, составляет ~ 107 Вт/см3. Поэтому основным фактором, определяющим электропроводность, является температура электролита (фиг. 2), которая в течение действия импульса тока может превысить температуру кипения в нормальных условиях. Так как импульс тока относительно короткий, то за время его действия электролит находится под повышенным давлением в перегретом, метастабильном состоянии, способствуя протеканию токов высокой плотности. Если длительность импульса возрастет, то при вскипании электролита, электрический пробой МЭП маловероятен, так как электролит превращается в пар во всем объеме МЭП и приложенного напряжения недостаточно для создания пробойной напряженности.
Анализ показывает, что после начала импульса эффективная электропроводность среды начинает увеличиваться (в 1,5…3 раза в зависимости от приложенного напряжения), при этом фазовое запирание наступает быстрее, чем при импульсах с пологим фронтом. При этом имеется возможность достижения особо высоких плотностей тока на электрохимической стадии импульса. Она может составлять 103…104 А/см2, что подтверждается экспериментом (фиг. 3, фиг. 4).
Увеличение плотности тока в электрохимическом импульсе на стадии доводки позволяет существенно снизить шероховатость обработанной поверхности и эффективно удалить измененный слой, созданный предшествующей тепловой эрозией на стадии ЭЭХО прошивки.
Таким образом, изменение длительности переднего фронта импульса может быть эффективным средством управления процессом на стадиях ЭЭХО прошивки и электрохимической доводки. Так, на стадии прошивки целесообразно использовать импульсы с пологим фронтом, способствующими созданию газопаровых прослоек на катоде и последующему низковольтному разряду. На стадии электрохимической калибровки целесообразно использование импульсов с коротким передним фронтом, так как это снизит вероятность низковольтного пробоя электролита в боковом МЭП по уже сформированной поверхности детали, а также существенно повысит плотность тока, способствуя снижению шероховатости обработанной поверхности отверстия.
Технологически обработка по предлагаемому способу осуществляется в проточном электролите при движении электрода - инструмента в направлении заготовки. При этом заготовка подключена к положительному полюсу импульсного источника питания, а ЭИ - к отрицательному.
Периодически на межэлектродный промежуток подают импульсы напряжения прямой полярности с пологим передним фронтом, осуществляющие создание на поверхности катода (торца электрода - инструмента) газопаровой поверхностной пленки, т.е. необходимых условий для низковольтного электрического пробоя электролита. Они инициируют электрический пробой в межэлектродном пространстве (МЭП) с последующим искродуговым разрядом, сопровождающимся электроэрозионным съемом.
Для гарантированного удаления измененного дефектного слоя и снижения шероховатости поверхности, после окончания стадии электроэрозионно-химической прошивки, выключают движение подачи электрода-инструмента, при этом отключают импульсы с пологим фронтом и на определенное время подают на МЭП импульсы тока с крутым передним фронтом, осуществляющие высокопроизводительное анодное электрохимическое растворение с минимальной вероятностью электрических разрядов в боковом МЭП.
Также на стадии электроэрозионно-химической прошивки, с целью повышения производительности, для каждой пары следующих друг за другом импульсов напряжения периодически измеряют значение длительности предпробойной части каждого предшествующего и последующего импульса, сравнивают эти времена и регулируют паузу между импульсами таким образом, чтобы эти времена были одинаковы.
Пример конкретной реализации Предлагаемый способ электроэрозионно-химической прошивки отверстий малого диаметра может быть продемонстрирован на операциях прошивки смазочных отверстий в наружных кольцах подшипников качения. Геометрические параметры смазочных отверстий: do=0,5…2 мм при отношении глубины отверстия к его диаметру ho/do<10 (фиг. 5).
Диапазон изменения параметров электрического и гидродинамического режимов ЭЭХО: Рэ=5…15 Бар; UAu=80…150 В; IA=250…500 А; ƒ=300…1000 Гц; tИ=100…500 мкс. Электролит: водные растворы кислородосодержащих минеральных солей (как правило NaNO3) с удельной электропроводностью 4-16 См/м с пассивирующими добавками. Обработка производится под слоем электролита толщиной 20…30 мм, что позволяет снизить шум, стабилизировать процесс ЭЭХО и устранить разбрызгивание электролита. Схема подачи электролита: через сопло концентрично расположенное вокруг цилиндричного вольфрамового электрод-инструмента без боковой изоляции.
Электрод-инструменты диаметром dэ=0,5…2 мм изготавливаются из вольфрамовых прутков марок ВМ, ВРН и не имеют боковой изоляции.
Операция электроэрозионно-химической прошивки смазочных отверстий осуществляется последовательно за два перехода/стадии: электроэрозионно-химическая прошивка и электрохимическая доводка поверхности, с целью снижения шероховатости и удаления дефектного слоя, созданного тепловой эрозией на стадии ЭЭХО прошивки.
Электроэрозионно-химическая прошивка осуществляется с использованием импульсов с пологим (tf>20 мкс) передним фронтом.
Электрохимическая доводка осуществляется в режиме импульсной ЭХО при использовании импульсов тока с крутым (tf<10 мкс) передним фронтом при неподвижном ЭИ.
Для обеспечения стабильных гидродинамических условий со стороны выхода ЭИ, на расстоянии 2…3 мм от поверхности детали устанавливают технологический экран из неэлектропроводного материала для отражения струи электролита.
Операция электроэрозионно-химической прошивки смазочных отверстий в наружных кольцах подшипников качения применена взамен операций сверления и слесарной (снятие заусенцев и притупление острых кромок), проводимых до термообработки и ультразвукового удаления окалины с внутренних поверхностей отверстий после термообработки.
Конкретный пример прошивки отверстий (см. фиг. 5).
При изготовлении отверстий диаметром do=1,5 мм глубиной ho=10 мм в кольцах подшипников из стали ШХ-15 электрод-инструментом диаметром - 1 мм, на режиме: Рэ=10 Бар; Ua=120 В с передним фронтом 50 мкс,; IA=250 A; ƒ=300 Гц; tИ=500 мкс. Электролит: водные раствор NaNO3 с удельной электропроводностью 10 См/м с пассивирующими добавками 0,5% NaNO2, достигалась точность обработки в партии деталей - 0,1 мм, шероховатость поверхности Ra 1,25…2,5 мкм, скорость подачи составляла V=50 мм/мин, относительный линейный износ ЭИ из вольфрамового сплава марки ВМ составил 3%, дефектный слой после стадии электрохимической доводки длительностью 20 секунд при напряжении силовых импульсов прямой полярности UA=120 В с передним фронтом 10 мкс, длительностью tИс=500 мкс, и полностью отсутствует.
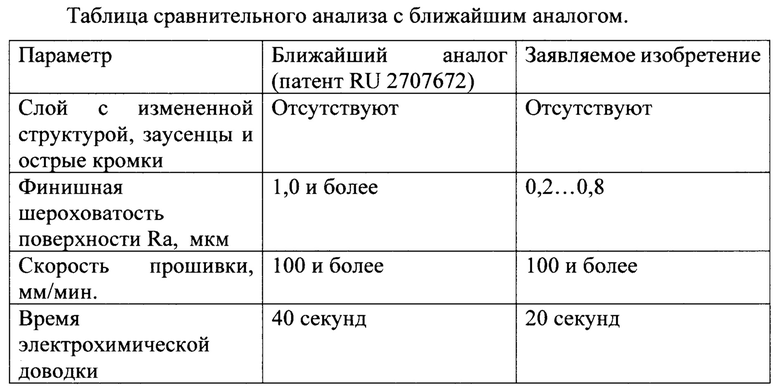
Итак, заявляемое изобретение позволяет повысить производительность обработки и качество обработанной поверхности отверстий малого диаметра, а также обеспечить при прошивке отверстий малого диаметра высокое качество (отсутствие слоя с измененной структурой, заусенцев и острых кромок при финишной шероховатости Ra 0,2…0,8 мкм) поверхности отверстий при высокой скорости прошивки 100 мм/мин и более.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| Способ электроэрозионнохимической обработки | 1980 |
|
SU884924A1 |
| Способ размерной электроэрозионно-химической обработки | 1981 |
|
SU1013183A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2456138C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТВЕРДЫХ WC-Co СПЛАВОВ | 2011 |
|
RU2465993C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2177391C1 |

Изобретение относится к области электрофизических и электрохимических методов обработки, в частности к прошивке отверстий в деталях из высокопрочных сталей и сплавов. В способе на межэлектродный промежуток подают импульсы тока на прошивочной и доводочной стадиях. На первой стадии прошивки отверстий импульсы тока имеют пологий передний фронт с tf>20 мкс, который выбирают таким образом, чтобы инициировать преимущественно низковольтные электрические разряды в торцевом межэлектродном промежутке. На второй стадии доводки боковой поверхности отверстия импульсы тока имеют крутой передний фронт с tf<10 мкс, параметры которого выбирают таким образом, чтобы за время действия импульса тока электролит в боковом межэлектродном пространстве переходил в перегретое метастабильное перегретое состояние, позволяя увеличить проводимость электролита, и в дальнейшем вскипал во всем его объеме, снижая вероятность возникновения низковольтного электрического пробоя. При высокой скорости прошивки обеспечивается получение отверстий малого диаметра высокого качества за счет отсутствия слоя с измененной структурой, заусенцев и острых кромок при финишной шероховатости Ra 0,2-0,8 мкм. 5 ил., 1 табл., 1 пр.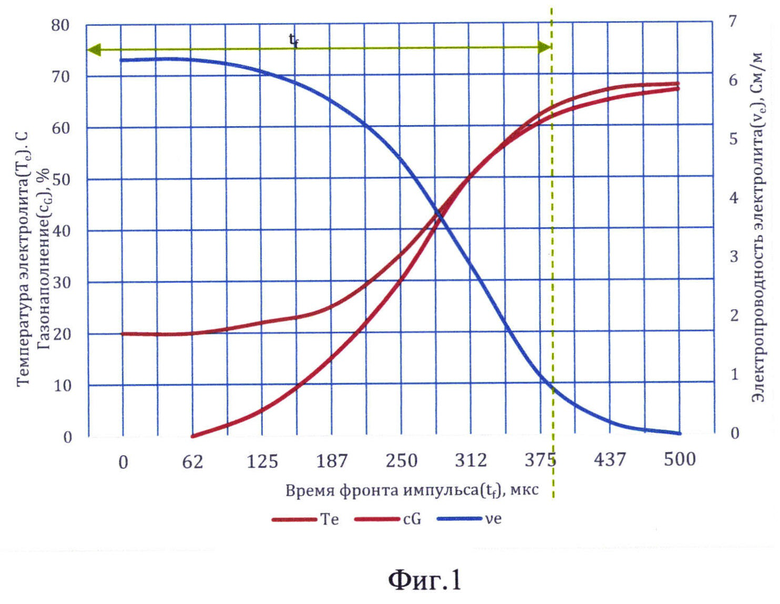
Способ электроэрозионно-химической прошивки отверстий малого диаметра в проточном электролите при движении электрода-инструмента в направлении заготовки, при котором на межэлектродный промежуток подают импульсы тока на прошивочной и доводочной стадиях, отличающийся тем, что на первой стадии – электроэрозионно-химической прошивки отверстия, импульсы тока имеют пологий передний фронт с tf>20 мкс, который выбирают таким образом, чтобы инициировать преимущественно низковольтные электрические разряды в торцевом межэлектродном промежутке, а импульсы тока на второй стадии электрохимической доводки боковой поверхности отверстия имеют крутой передний фронт с tf<10 мкс, параметры которого выбирают таким образом, чтобы за время действия импульса тока электролит в боковом межэлектродном пространстве переходил в перегретое метастабильное перегретое состояние, позволяя увеличить проводимость электролита, и в дальнейшем вскипал во всем его объеме, снижая вероятность возникновения низковольтного электрического пробоя.
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| CN 111618384 A, 04.09.2020 | |||
| DE 19917963 A1, 09.11.2000 | |||
| Способ электроэрозионно-электрохимической размерной обработки металлов и сплавов в проточном электролите | 1965 |
|
SU193877A1 |
| АБОТКЙ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 0 |
|
SU342747A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЭЛЕКТРОЭРОЗИОННО-ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 0 |
|
SU309789A1 |
| US 6231748 B1, 15.05.2001 | |||
| US 7947918 B2, 24.05.2011. | |||
