Способы напряженного армирования при центрифугированном изготовлении железобетонных изделий известны. Особенностью изобретения является то, что арматуру натягивают на отдельном устройстве и затем закрепляют на металлической форме.
Устройство для осуществления способа состоит из двух оголовков к разъемным формам и стенда, по концам которого установлены два кронштейна с захватами для крепления оголовков. Для обеспечения установки нижней части формы после навески арматуры на стенде имеются роликовые опоры.
С целью обеспечения передачи усилия от натяжения продольной арматуры со стенда на форму и при распалубке с формы на изделие, на вершинном оголовке установлены упорные винты.
Кроме указанного выше, для изготовления струнно-бетонных опор используется оборудование, применяемое для опор с ненапряженной арматурой (центрифуга трехрольного типа, самоходные бетоноукладчики и разъемные инвентарные формы). Дополнительно к этому оборудованию требуется цриспособление для изготовления из проволоки арматурного каркаса.
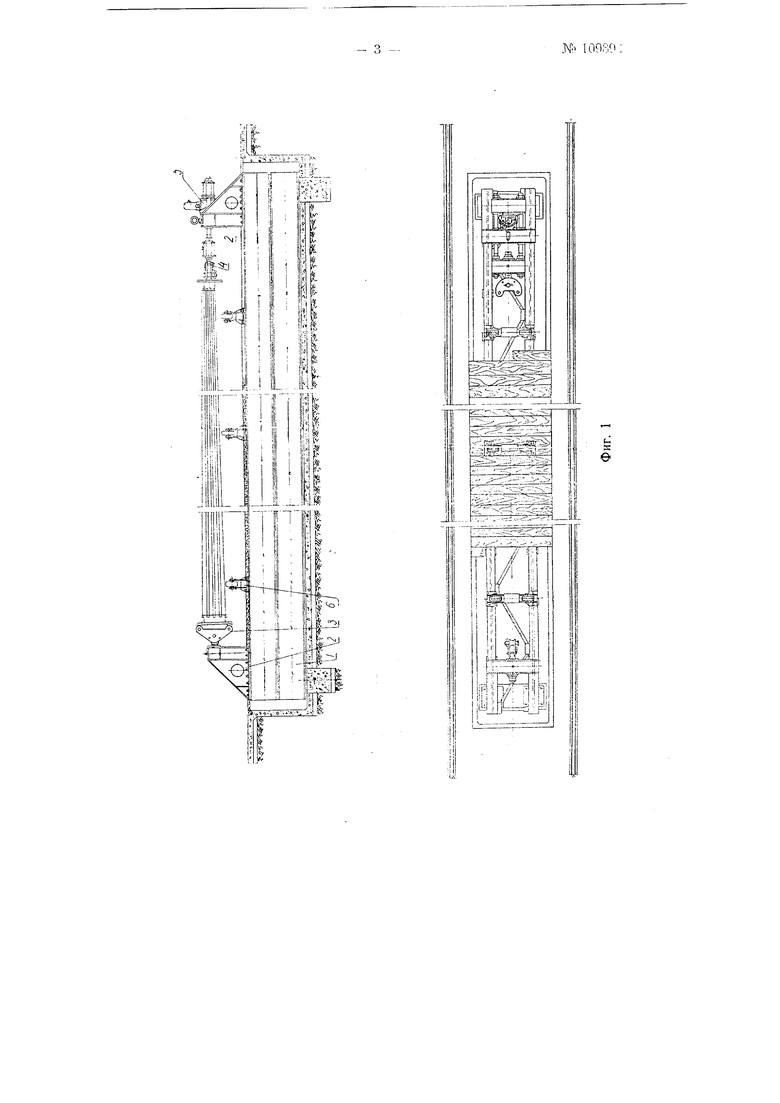
На фиг. 1 изображен стенд для натяжения арматуры в двух проекциях; на фиг. 2-форма, оснащенная съемными оголовками; на фиг. 3- стенд с установленными на нем оголовками (а), стенд после навески арматуры и натяжения ее (б), стенд после установки нижней полуформы на бандажи (в), стенд после кантования полуформы и загрузки ее бетонс) (г) и стенд носле установки верхней полуформы передачи натяжения на форму (д).
Л 109890
Стенд состоит из балки /, по коЕ{цам которой установлены два кронштейна 2, на одном кронштейне установлен комлевой захват 5 и на втором вершинный захват 4. Комлевой захват служит для присоединения комлевого оголовка формы к стенду.
Вершинный захват соединен с гидравлическим домкратом 5, с помощью которого создается усилие, передаваемое на продольные струны каркаса.
Двухроликовые опоры стенда 6 служат для поворота нижней половины формы из верхнего в нижнее положение после присоединения ее к съемным полубандажам, устанавливаемым для этой цели на двух роликовых опорах. Кроме того, двухроликовые опоры служат для опирания на них нижней половины формы при загрузке ее бетоном. Конические формы оснаш;ены оголовками.
Ого.ювки имеют по восемь колков для навески петель продольной арматуры каркаса и по два уха 7 для присоединения к захватам стенда с помощью закладных пальцев. Кроме этого, фланец вершинного оголовка Л снабжен четырьмя упорными винтами 9 для передачи усилия на форм}.
Предмет изобретения
1.Способ изготовления полых цилиндрических или конических предварительно-напряженных железобетонных изделий (например оболочек или опор электролиний) методом центрифугирования в разъемной металлической форме, отличающийся тем, что, с целью экономии метал.ча путем осуществления технологического процесса без стержней (кассет), служащих для натяжения напряженной арматуры, последнюю натягивак)Т на отдельном устройстве и затем закрепляют на металлической форме.
2.Устройство для осуществления способа по п. 1, отличаюшесс я тем, что оно состоит из оголовков к разъемным формам и стенда, по концам которого установлены два кронштейна с захватами для крепления оголовков.
3.Форма выполнения устройства по п. 2, отличающаяся тем, что, с целью обеспечения установки нижней части формы после навески арматуры, на стенде имеются роликовые опоры.
4.Форма выполнения устройства по пп. 2иЗ, отличающаяся тем, что, с целью обеспечения передачи усилия от натяжения продольной арматуры со стенда на форму и при распалубке с формы на изделие, на оголовке установлены упорные винты.
(
с
t4