Изобретение относится к области строительства, в частности к высокопроизводительным способам изготовления строительных изделий, например панелей, повышенной пустотности с использованием разнородных смесей и образованием продольных внутренних каналов, а также к оборудованию для их производства.
Известен способ возведения сборно-монолитного каркаса многоэтажного здания, включающий поэтажный монтаж бесконсольных железобетонных колонн, размещение в пролетах на опорных стойках монтажных мостиков для установки предварительно изготовленных опорных элементов несущих сборно-монолитных поперечных ригелей обвязки бесконсольных колонн и опалубки для формирования железобетонных монолитных распорных продольных связевых ригелей обвязки, укладку на опорные части несущих сборно-монолитных поперечных ригелей в проектное положение для образования дисков поэтажного перекрытия многопустотных железобетонных плит, установку арматуры ригелей, одновременную укладку высокопрочного бетона по всему межэтажному перекрытию с формированием продольных распорных и несущих сборно-монолитных поперечных ригелей и замоноличенных с ними в единое целое посредством бетонных продольных швов, образующих диски ячеек поэтажного перекрытия смежных и опертых на каждый несущий сборно-монолитный поперечный ригель многопустотных железобетонных плит, выдержку бетона, распалубку поэтажного перекрытия после набора проектной прочности и перестановку монтажных мостиков на готовое распалубленное поэтажное перекрытие при возведении следующего перекрытия, при этом формирование каждого несущего сборно-монолитного поперечного ригеля обвязки производят в два этапа, на первом из которых устанавливают в проектное положение с опиранием на стойки монтажных мостиков их опорные элементы, в качестве которых используют железобетонную балку, образующую днище несъемной опалубки верхней монолитной части поперечного ригеля, а на втором этапе осуществляют образование вертикальных стенок несъемной опалубки и имеющих с ней общую рабочую полость ложа бетонных продольных швов и углублений для поперечных армированных шпоночных выступов верхней монолитной части поперечного ригеля, после установки в проектное положение на боковые ступенчатые выступы железобетонной балки образующих один из дисков межэтажного перекрытия смежных многопустотных железобетонных плит, контактирующих друг с другом и образующих ложе бетонных продольных швов расположенными в нижних частях их боковых поверхностей симметричными продольными с верхними профилированными поверхностями полками, и имеющими на верхней поверхности образующих вертикальные стенки несъемной опалубки торцов многопустотных железобетонных плит продольные углубления для образования при бетонировании поперечных армированных шпоночных выступов верхней литой части поперечного ригеля (см. патент на изобретение RU №2318099, Кл. E04B 1/20, оп. в 2008 г.). Известный достаточно сложный и трудоемкий способ монолитного домостроения предусматривает возведение монолитного каркаса здания, состоящего из стоек и перекрытий, пространство между которыми далее заполняется либо блоками, либо кирпичом, либо панелями (не выполняемых монолитными с каркасом).
Известен способ возведения монолитно-каркасного здания, включающий заливку фундамента, вязку арматурной конструкции первого этажа, заливку стен первого этажа с помощью съемных опалубок, установку арматуры ригелей и заливку перекрытий и ригелей, вязку арматурной конструкции второго и последующих этажей с заливкой стен, установкой арматур ригелей и заливкой перекрытий и ригелей последующих этажей и возведение крыши, при этом при заливке фундамента в него предварительно закладывают выставленные вертикально арматурные закладки и крепежные упоры для съемных стеновых опалубок, а при заливке перекрытий вяжут арматурные закладки к арматуре стен нижнего этажа и закладывают крепежные упоры для съемных стеновых опалубок, причем арматурную конструкцию стен вяжут к арматурным закладкам, оставляя вертикальные проемы для окон и дверей, затем сверху на арматурную конструкцию стен вертикально опускают съемные стеновые опалубки, состоящие из полой крышки и поддона с находящейся в нем изготовленной в заводских условиях стеновой заготовкой, включающей не менее чем один декоративный и не менее чем один теплоизоляционный слои, связанные арматурными элементами между собой, расположенные декоративным слоем наружу, а в полой крышке съемной стеновой опалубки располагают арматурную конструкцию несущего слоя стен, затем фиксируют съемные стеновые опалубки в крепежных упорах фундамента крепежными растяжками и заливают бетоном пустоты вокруг арматуры внутри полых крышек съемных стеновых опалубок, формируя несущий бетонный слой стены здания и оставляя незаполненной бетоном верхнюю зону съемной стеновой опалубки, примыкающую к теплоизоляционному слою стеновой заготовки, причем после снятия съемных стеновых опалубок на несущем бетонном слое стены в незаполненной бетоном верхней зоне располагают ригельные опалубки, примыкающие к стеновой заготовке, при этом перед заливкой перекрытия последнего этажа в него закладывают крепежные элементы для каркаса крыши (см. патент на изобретение RU №2421580, Кл. E04B 1/20, оп. в 2011 г.). Этот способ позволяет возводить монолитно-каркасные дома с заводской наружной отделкой и высоким качеством внутренних стен, однако он требует выполнения значительного количества бетонных работ в условиях строительной площадки, что сужает область его применения.
Известен агрегат для формования изделий из полусухих строительных смесей, содержащий станину из соединенных в единое целое центральной, правой и левой секций, на которых смонтированы соответственно вибростол в виде неподвижной рамы и опертой на последнюю посредством симметричных относительно вертикальной оси матрицы и связанных с источником сжатого воздуха регулируемых по высоте и жесткости пневмоопор, вертикально подвижной рамы со смонтированными на ней возбудителями круговых колебаний, контактирующей в крайне верхнем положении с технологическим поддоном, размещенные оппозитно вдоль продольной оси станины правый и левый направляющие столы соответственно с основным и дополнительным раздаточными устройствами для строительных смесей основного и отделочных слоев в виде расходных бункеров и размещенных под ними ящичных питателей, кинематически связанных с приводами их горизонтальных возвратно-поступательных перемещений, расположенные симметрично поперечной оси станины горизонтальные направляющие, передние и задние концы которых закреплены соответственно на центральной секции станины и задней вертикальной опоре, установленную на горизонтальных направляющих приводную каретку с расположенными симметрично ее продольной оси направляющими втулками, охватывающими верхние и нижние вертикальные скалки, на нижних конца которых закреплены связанные с синхронизатором параллельности их вертикальных относительно друг друга перемещений бездонная матрица с образующим ее рабочую полость вкладышем и пуансон, шарнирно связанные со штоками установленных на каретке силовых цилиндров приводов их перемещений, размещенный вдоль поперечной оси станины магазин технологических поддонов с расположенным вдоль вертикальной оси над находящимися в нем поддонами вертикально подвижным захватом, подвешенным на штоке силового цилиндра, закрепленного посредством кронштейна на центральной секции станины, отличающийся тем, что он снабжен закрепленным на вертикальной задней опоре горизонтальных направляющих вдоль поперечной оси станины вспомогательным магазином транспортных поддонов с расположенным вдоль вертикальной оси над находящимися в нем поддонами вертикально подвижным вспомогательным захватом, подвешенным на штоке силового цилиндра его перемещений, установленного посредством кронштейна на задней опоре горизонтальных направляющих, основной и вспомогательный захваты - концентрично расположенными относительно их вертикальной оси притяжными постоянными магнитами, контактирующими с расположенными под ними поддонами, каретка - оппозитно расположенными передним и задним манипуляторами горизонтальных перемещений технологических и транспортных поддонов, закрепленными соответственно на ее переднем и заднем поперечных торцах, образующий рабочую полость бездонной матрицы вкладыш выполнен со смонтированными по периметру на его нижнем торце фиксаторами положения технологического поддона в виде контактирующих с его поверхностью притяжных постоянных магнитов, основной и вспомогательный манипуляторы - в виде соединенных поперечиной параллельных L-образных консолей с закрепленными на их горизонтальных частях притяжных электромагнитов, контактирующих соответственно с поверхностями технологического и транспортного поддонов, задняя вертикальная опора горизонтальных направляющих выполнена с окном для прохода транспортного поддона, причем толщина S технологического поддона и величины усилий сцепления основного или вспомогательного захвата или образующего рабочую полость бездонной матрицы вкладыша с технологическим поддоном меньше толщины S1 транспортного поддона и величины усилия сцепления каждого из манипуляторов с поддоном соответственно в 3,5-6,5 и 1,2-1,5 раза, а расстояние T между вертикальными осями основного и вспомогательного магазинов технологических и транспортных поддонов превышает расстояние T1 между вертикальными осями притяжных электромагнитов переднего и заднего манипуляторов приводной каретки в 1,3-1,8 раза (см. патент на изобретение RU №2280557, Кл. B28B 1/087, оп. в 2006 г.). Этот агрегат предназначен для формования строительных панелей из сухих смесей, что приводит к неравномерному увлажнению засыпанных смесей и образованию в них пузырьков воздуха, при этом снижается качество панелей.
Известен агрегат для формования изделий из полусухих строительных смесей, содержащий станину из соединенных в единое целое центральной, правой и левой секций, на которых смонтированы соответственно вибростол в виде неподвижной рамы и опертой на последнюю посредством симметричных относительно вертикальной оси матрицы и связанных с источником сжатого воздуха регулируемых по высоте и жесткости пневмоопор, вертикально подвижной рамы со смонтированными на ней возбудителями круговых колебаний, контактирующей в крайне верхнем положении с технологическим поддоном, размещенные оппозитно вдоль продольной оси станины правый и левый направляющие столы соответственно с основным и дополнительным раздаточными устройствами для строительных смесей основного и отделочных слоев в виде расходных бункеров и размещенных под ними ящичных питателей, кинематически связанных с приводами их горизонтальных возвратно поступательных перемещений, расположенные симметрично поперечной оси станины горизонтальные направляющие, передние и задние концы которых закреплены соответственно на центральной секции станины и задней вертикальной опоре, установленную на горизонтальных направляющих приводную каретку с расположенными симметрично ее продольной оси направляющими втулками, охватывающими верхние и нижние вертикальные скалки, на нижних концах которых закреплены связанные с синхронизатором параллельности их вертикальных относительно друг друга перемещений, бездонная матрица с образующим ее рабочую полость вкладышем и пуансон, шарнирно связанные со штоками установленных на каретке силовых цилиндров приводов их перемещений, размещенный вдоль поперечной оси станины магазин технологических поддонов с расположенным над находящимися в нем поддонами приводным вертикально подвижным захватом, установленным посредством кронштейна на центральной секции станины, отличающийся тем, что он снабжен расположенным оппозитно основному магазину технологических поддонов и смонтированным на вертикальной задней опоре горизонтальных направляющих дополнительным магазином транспортных поддонов с расположенным над находящимися в нем поддонами приводным вертикально подвижным дополнительным захватом, приводными ворошителями, рабочие органы которых размещены в полостях ящичных питателей, и закрепленными оппозитно на передней и задней по ходу движения стенках каждого ящичного питателя шиберными заслонками, основной и дополнительный захваты - концентрично расположенными относительно их вертикальной оси притяжными постоянными магнитами, контактирующими с размещенными под ними поддонами, каретка - оппозитно расположенными передним и задними манипуляторами горизонтальных перемещений технологических и транспортных поддонов, закрепленными соответственно на ее переднем и заднем по ходу движения торцах, образующий рабочую полость бездонной матрицы вкладыш, смонтированными по периметру на его нижнем торце фиксаторами положения технологического поддона в виде контактирующих с его поверхностью притяжных постоянных магнитов, основной и вспомогательный манипуляторы выполнены в виде соединенных поперечиной параллельных L-образных консолей с закрепленными на их горизонтальных частях притяжными электромагнитами, контактирующими соответственно с поверхностями технологического и транспортного поддонов, рабочий орган каждого ворошителя - в виде размещенной в рабочей полости ящичного питателя с зазором относительно внутренней поверхности его стенок решетки из параллельных продольным стенкам ящичного питателя пластин, закрепленных на пропущенных через окна в продольных стенках ящичного питателя горизонтально подвижных ударниках с закрепленными на их торцах наковальнями, и контактирующих с последними в рабочем положении подпружиненного упора и кинематически связанных с приводом ворошителей подпружиненных толкателей, установленных на переднем и заднем торцах каретки симметрично продольной оси ящичных питателей, причем толщина S технологического поддона и величины усилий сцепления основного и дополнительного захватов и образующего рабочую полость бездонной матрицы вкладыша с технологическим поддоном меньше толщины S(транспортного поддона и величины усилия сцепления каждого из манипуляторов с поддоном соответственно в 3,5-6,5 и 1,2-1,5 раза, а расстояние T между вертикальными осями основного и дополнительного магазинов технологических и транспортных поддонов превышает расстояние T1 между вертикальными осями притяжных электромагнитов переднего и заднего манипуляторов приводной каретки в 1,3-1,8 раза, при этом расстояние T2 между смежными параллельными пластинами рабочего органа приводного ворошителя и высота Н ящичного питателя превышают толщину S2 пластин рабочего органа приводного ворошителя и расстояние h от осей горизонтально подвижных ударников до нижнего торца ящичных питателей соответственно в 1,2-6,5 и 1,5-3,5 раз (см. патент на изобретение RU №2279974, Кл. B28B 1/087, оп. в 2006 г.). Этот агрегат также предназначен для формования строительных панелей из сухих смесей, что приводит к неравномерному увлажнению засыпанных смесей и образованию в них пузырьков воздуха, при этом снижается качество панелей.
Известна строительная панель преимущественно из бетона, включающая образованные в ней продольные каналы, стержневую и охватывающую ее спирально расположенную арматуру, отличающаяся тем, что каждый виток спирально расположенной арматуры выполнен в виде шестиугольника, при этом витки каждой из смежных спиралей расположены между витками другой спирали с образованием между их смежными параллельными сторонами зазоров, не превышающих по величине диаметра расположенной в них стержневой арматуры (см. патент на изобретение RU №2033507, Кл. E04C 5/06, оп. в 1995 г.). Эта панель обладает достаточной прочностью при облегченном варианте исполнения за счет формирования в ней продольных каналов. Однако такая панель не может быть использована в монолитно-каркасном домостроении, предполагающем заливку несущего монолита на строительном объекте.
Известна установка для прессования изделий из строительных смесей, содержащая подвижную раму с дебалансными вибраторами, установленную посредством упругих опор на станине с направляющими колоннами, соединенными в верхней части поперечиной, имеющей установленный на ней силовой цилиндр, связанный при помощи штока со смонтированной на направляющих колоннах верхней подвижной траверсой, к которой при помощи упругих элементов прикреплен пуансон, соосный с размещенной под ним на охватывающей направляющие колонны и связанной со штоками силовых цилиндров нижней траверсе бездонной матрицей, контактирующей через сменный поддон с подвижной рамой, раздаточное приспособление в виде расходного бункера, ящичного питателя, связанного с приводным силовым цилиндром, и механизм подачи сменных поддонов, которая снабжена вспомогательным раздаточным приспособлением, расположенным оппозитно основному раздаточному приспособлению, дополнительной подвижной рамой и дополнительным силовым цилиндром, дебалансные вибраторы выполнены сблокированными попарно, при этом дополнительный силовой цилиндр установлен на поперечине относительно вертикальной оси станины симметрично основному силовому цилиндру (см. патент на изобретение RU №2112643, Кл. B28B 3/04, оп. в 1998 г.). Эта установка позволяет получать вибропрессованные панели с продольными каналами с использованием сухих смесей, однако ее достаточно сложная конструкция не позволяет значительно увеличить производительность установки, а использование сухих смесей приводит к неравномерности влажностной обработки сформованной панели и недостаточному качеству ее изготовления.
Наиболее близким техническим решением является способ изготовления бетонных изделий, включающий раздельную подачу в форму сыпучего инертного материала и бетонной смеси, формование и распалубку изделий, в котором перед подачей сыпучего инертного материала в форме размещают вертикальные перегородки, образующие с ее стенками замкнутые по периметру ячейки, которые заполняют с чередованием ячеек сухим сыпучим инертным материалом или сухой бетонной смесью, причем увлажнение последней осуществляют после извлечения вертикальных перегородок (см. патент на изобретение RU №2106244, Кл. B28B 1/00, оп. в 1998 г.). Этот способ позволяет получать вибропрессованные панели с продольными каналами повышенной пустотности, однако использование сухих строительных смесей с постепенным увлажнением усложняет и удлиняет процесс изготовления панелей, требующий виброуплотнения смесей после их засыпки в форму. При этом сухие смеси могут содержать много воздуха, которые при застывании бетона будут способствовать образованию крупных воздушных пузырьков. Что особенно нежелательно в приграничных зонах панели, т.к. наличие пузырьков воздуха приводит к разломам и трещинам панели. А циркуляция жидкости при подаче ее к сухим смесям может вызывать вымывание цемента, что приводит к снижению марочности бетона в нижних зонах панели.
Настоящее изобретение направлено на решение технической задачи повышения производительности технологической линии, упрощения изготовления крупных облегченных строительных панелей повышенной пустотности с продольными каналами при повышении их качества, а также прочностных и технологических характеристик для возведения здания с монолитным каркасом, заливаемым на строительной площадке.
Решение поставленной технической задачи достигается тем, что в скоростном способе изготовления строительных изделий повышенной пустотности с объемной вертикальной формовкой из разнородных смесей, включающем последовательную подачу разнородных смесей в разные ячейки разделенной перегородками формы для изготовления изделий, изготовление строительных изделий путем заполнения части ячеек многокомпонентной бетонной смесью и заполнение оставшихся ячеек нейтральной бесцементной смесью, извлечение перегородок, образование продольных пустот и сушку изделий, производят объемную вертикальную формовку строительных изделий при раздельном заполнении ячеек разнородными смесями с поочередным использованием лопастных миксеров со щелевыми шиберами, при этом отверстия щелевого шибера одного миксера выполняют совпадающими с соответствующими ячейками форм с перегородками и перекрытием других ячеек, а отверстия щелевого шибера другого миксера выполняют совпадающими с другими ячейками форм с перегородками, причем ячейки, предназначенные для образования продольных пустот, временно заполняют нейтральной бесцементной смесью в виде пульпы, а ячейки, предназначенные для формирования изделий, заполняют жидкой многокомпонентной бетонной смесью, причем заполнение всех ячеек производят принудительно путем продавливания многокомпонентной бетонной смеси или пульпы через отверстия щелевых шиберов соответствующих миксеров, а во время извлечения перегородок из формы придают им высокочастотные колебания, направленные вертикально, причем после сушки изделий из них вымывают пульпу. Жидкую многокомпонентную бетонную смесь изготавливают с добавлением легких наполнителей, таких как керамзит, пемза, вермикулит и других. Пульпу готовят из мелкодисперсных материалов, близких по объемной массе к цементному раствору, таких как глина, суглинок, переработанный гипс, торф, чернозем и других. Пульпу готовят с добавлением легких наполнителей, таких как керамзит, пемза, вермикулит и других, таким образом, чтобы наполнитель пульпы соответствовал своей объемной массой наполнителю жидкой многокомпонентной бетонной смеси. В изделиях образуют не менее чем один продольный канал, причем эти каналы предназначены для последующих либо формирования путем заливки в них несущих бетонных колонн монолитного каркаса здания, либо размещения в них заранее изготовленных на этаже несущих бетонных колонн монолитного каркаса здания. Формируют двухслойное изделие с использованием третьего лопастного миксера со щелевым шибером для изготовления наружного упрочненного слоя, при этом предназначенные для формирования упрочненного слоя ячейки заполняют жидкой многокомпонентной бетонной смесью с повышенным содержанием цемента. Упрочненный слой выполняют декоративным, например, с добавлением мраморной или гранитной крошки, белого цемента, красителей, пластификатора и других компонентов, определяющих внешний вид изделий. Производят безтемпературную сушку изделий. Одновременно в одной форме формуют несколько строительных изделий, например стеновые панели. После заполнения ячеек производят вакуумирование строительного изделия для удаления воздушных пузырьков. Использованную пульпу направляют на рециркуляцию. Изделия изготавливают с запасом по длине и после окончательной сушки обрезают с обеих сторон. С внутренней стороны изделия в его торцевой зоне формируют опорную площадку в виде ступени на всю ширину изделия.
А также тем, что строительное изделие повышенной пустотности, выполненное в виде стеновой панели, включающее продольные пустоты, снабжено не менее чем одним каналом, предназначенным либо для заливки бетонной колонны монолитного каркаса здания, либо для размещения в нем готовой бетонной колонны, и выполнено с упорами на боковых стенках для формирования оконных проемов. А также снабжено опорной площадкой в торцевой зоне, выполненной в виде ступени, обращенной к внутренней стороне изделия, предназначенной для формирования перекрытия здания. Канал для заливки или размещения бетонной колонны монолитного каркаса здания выполнен в сечении либо круглой, либо квадратной, либо прямоугольной формы. Каналы для заливки или размещения бетонных колонн монолитного каркаса здания расположены по краям панели, а продольные пустоты расположены между ними. Изделие снабжено наружным упрочненным слоем.
А также тем, что в технологической линии для изготовления строительных изделий повышенной пустотности с объемной вертикальной формовкой из разнородных смесей, содержащей участок подготовки смесей, связанный с бункерами для разнородных смесей участка формирования изделий, включающий расположенные на подающем устройстве формы для изготовления изделий, подвижные в горизонтальном направлении питатели, связанные с бункерами, и механизм вертикального перемещения перегородок, участок обработки изделий, участок сушки изделий и транспортирующие устройства, питатели участка формирования изделий снабжены лопастными миксерами со щелевыми шиберами, предназначенные для объемной вертикальной формовки строительных изделий, причем отверстия щелевого шибера одного из миксеров выполнены совпадающими с соответствующими ячейками форм с перегородками и перекрытием других ячеек, а отверстия щелевого шибера другого миксера выполнены совпадающими с другими ячейками форм с перегородками, при этом перегородки связаны в единую матрицу, а механизм вертикального перемещения матрицы дополнительно снабжен высокочастотными вибраторами с вертикальными возвратно-поступательными колебаниями. Лопастные миксеры снабжены оппозитно расположенными горизонтальными направляющими, при этом каждый миксер выполнен с заливной горловиной, а один из питателей связан с бункером многокомпонентной бетонной смеси посредством шнекового транспортера, причем разгрузочный конец этого шнекового транспортера расположен над зоной рабочего положения заливной горловины миксера, предназначенного для заливки многокомпонентной бетонной смеси, при этом питатель другого миксера шнековым транспортером связан с системой подачи пульпы, а разгрузочный конец этого шнекового транспортера расположен над зоной рабочего положения заливной горловины соответствующего миксера. Участок формирования строительных изделий снабжен дополнительным лопастным миксером, предназначенным для формирования упрочненного слоя, с дополнительными горизонтальными направляющими, расположенными перпендикулярно к основным направляющим, при этом питатель снабжен дополнительным шнековым транспортером, разгрузочный конец которого расположен в рабочей зоне заливной горловины дополнительного миксера. Единая матрица с перегородками и щелевые шиберы лопастных миксеров выполнены с возможностью формирования нескольких изделий одновременно. Линия снабжена участком обрезки готовых изделий и участком смыва пульпы из строительных изделий после их сушки и участком рециркуляции пульпы, включающим зону сбора и отстаивания использованной пульпы, связанным с системой подачи пульпы к участку формирования изделий. Линия снабжена механизмом кантования готовых строительных изделий, включающим расположенную на рельсовых направляющих каретку, связанную с поворотной траверсой, снабженной вакуумными присосками. Единая матрица с перегородками выполнена в виде закрепленной на раме оболочки с внешним контуром, повторяющим контуры изделий, при этом перегородки расположены внутри оболочки матрицы с образованием бездонных ячеек для заливки разнородных смесей. Формы для изготовления строительных изделий выполнены либо разъемными, либо открывающимися с боковой стороны и снабжены днищем с открывающимися створками.
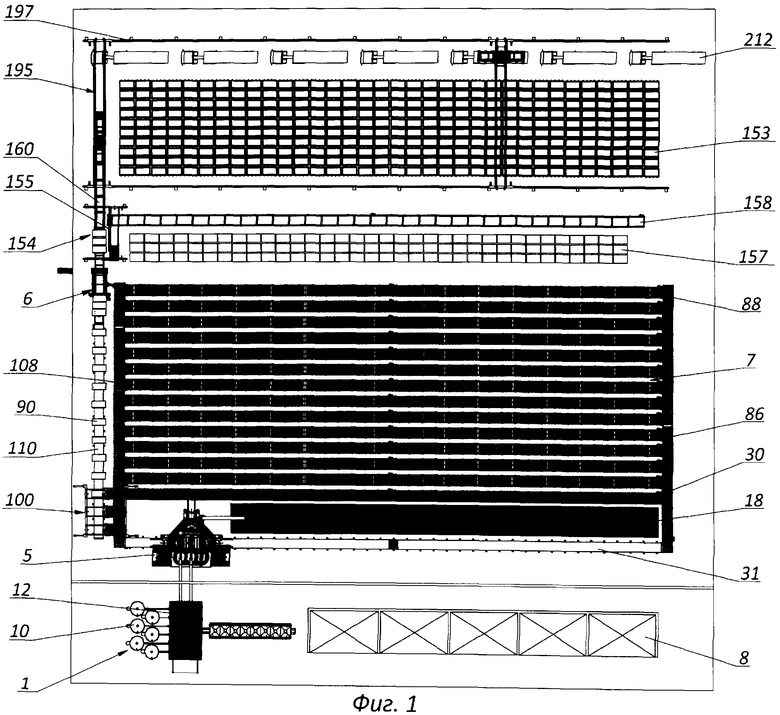
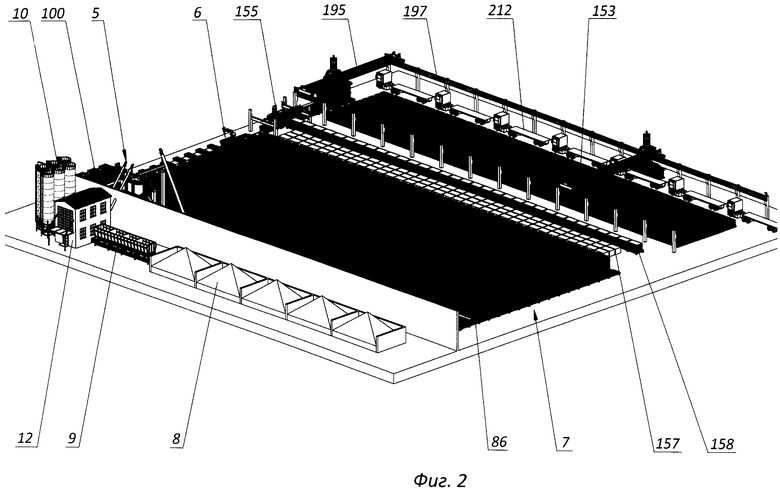
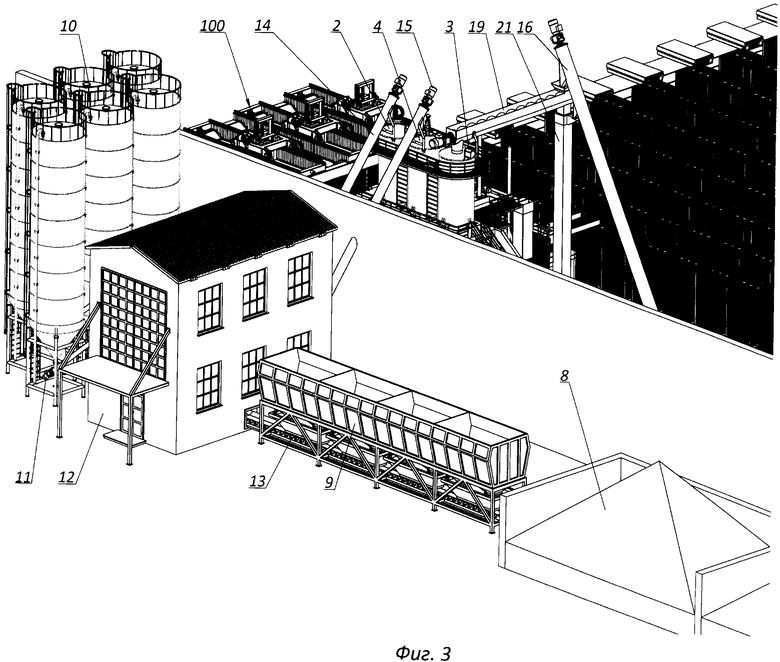
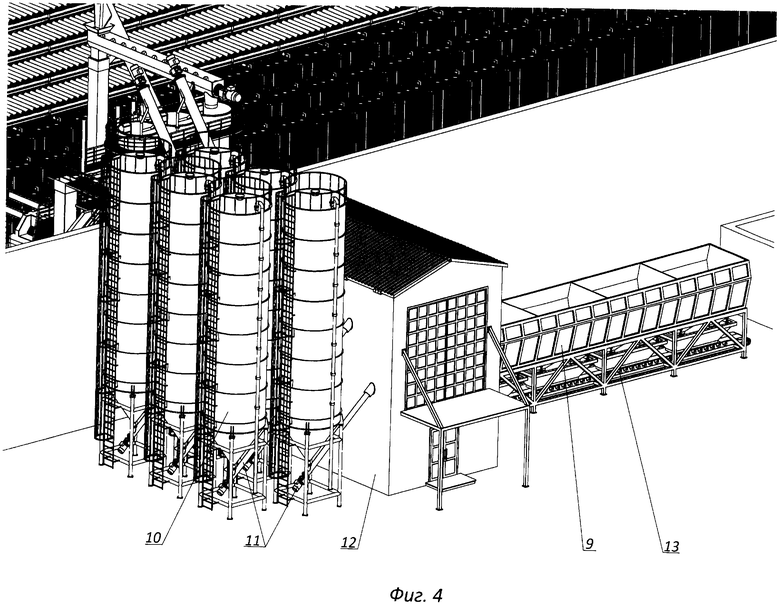
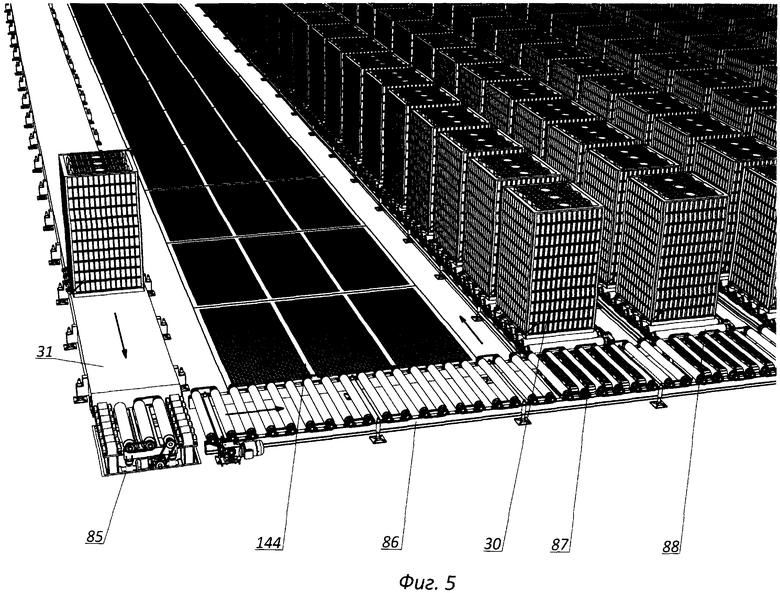
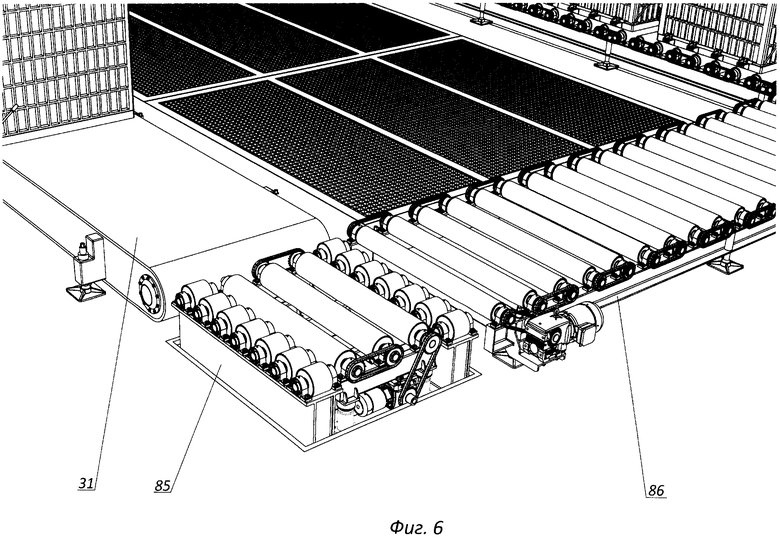
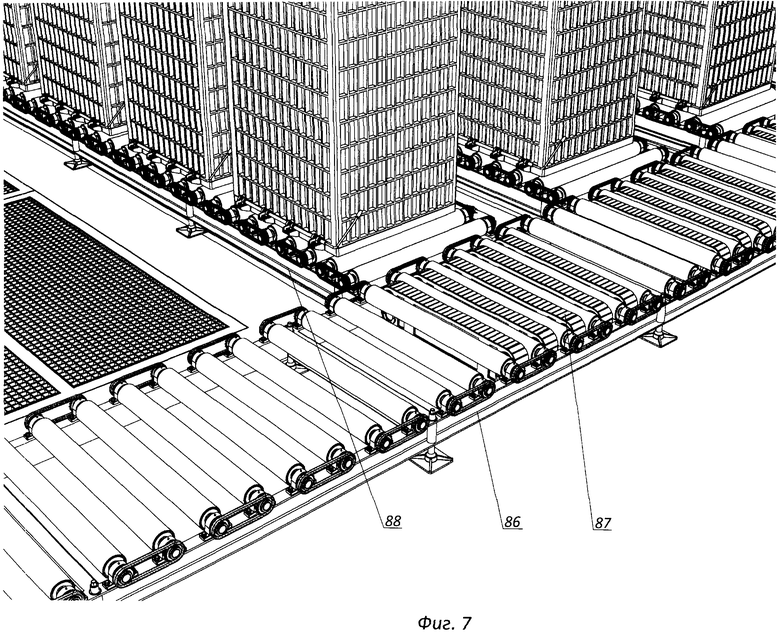
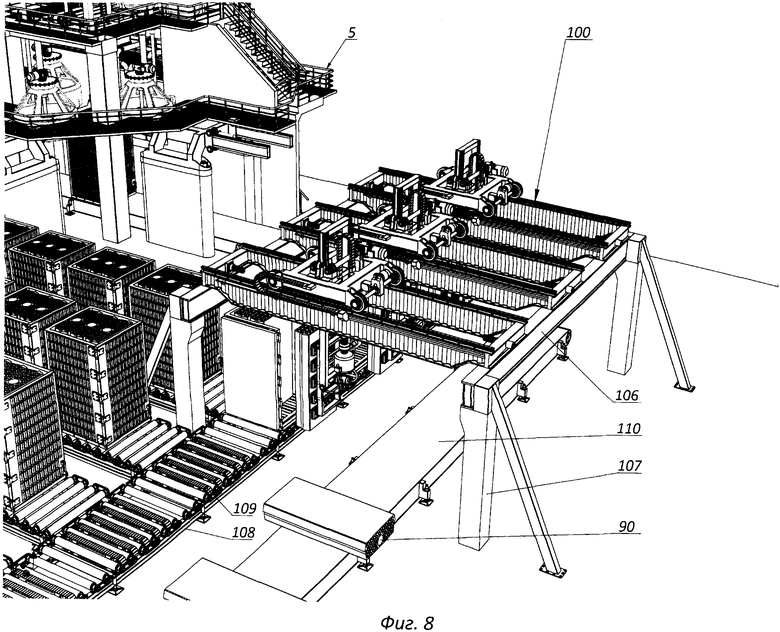
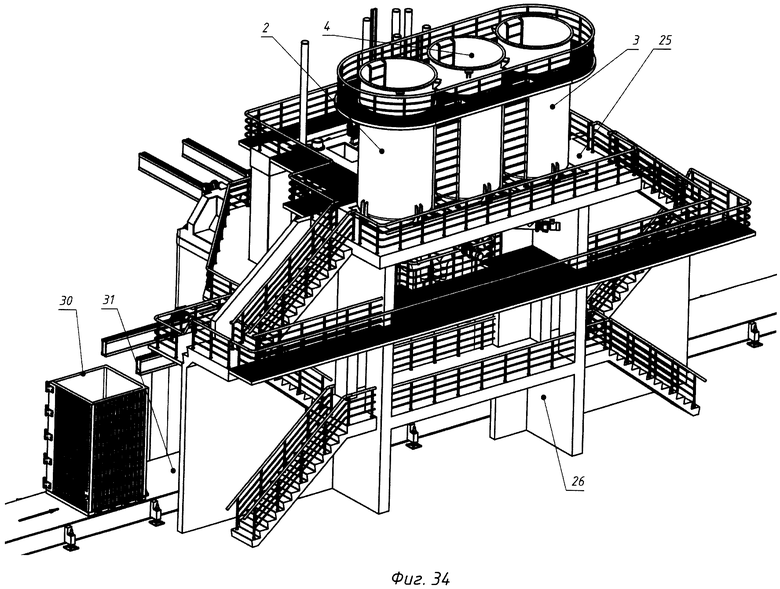
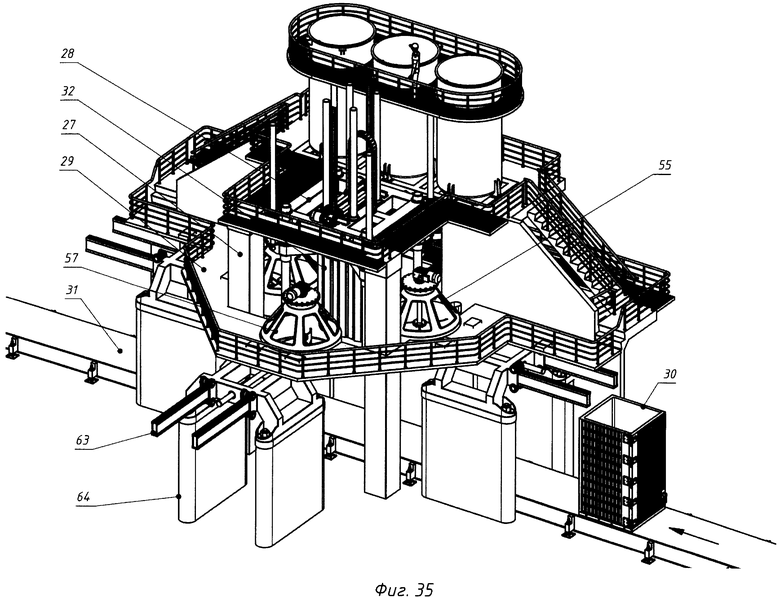
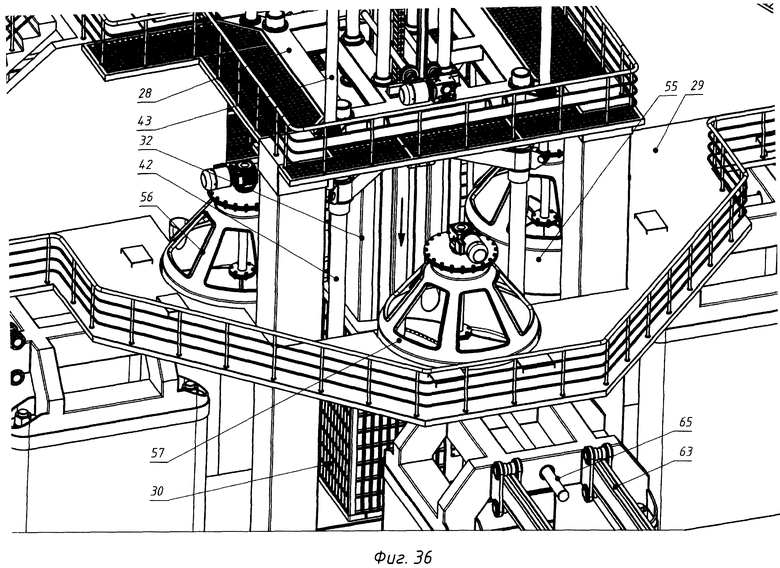
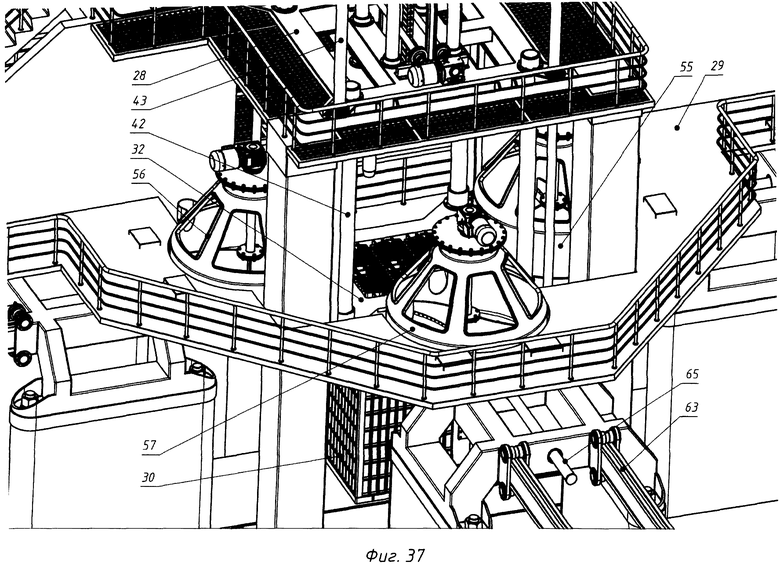
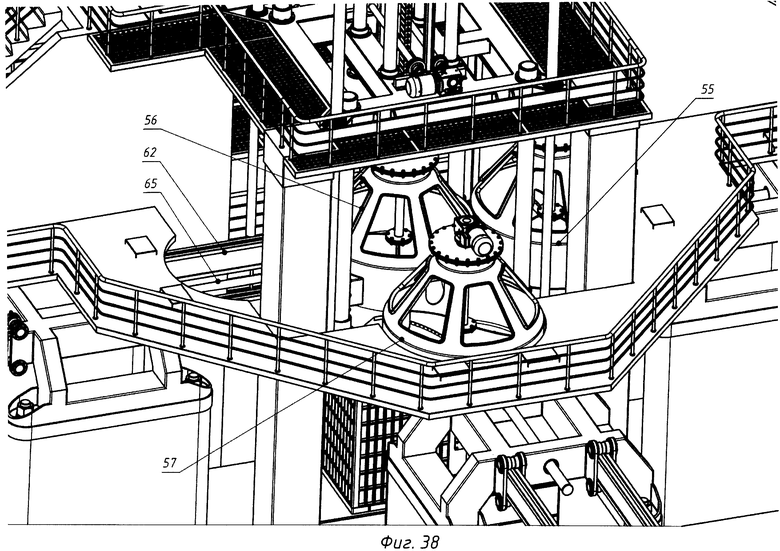
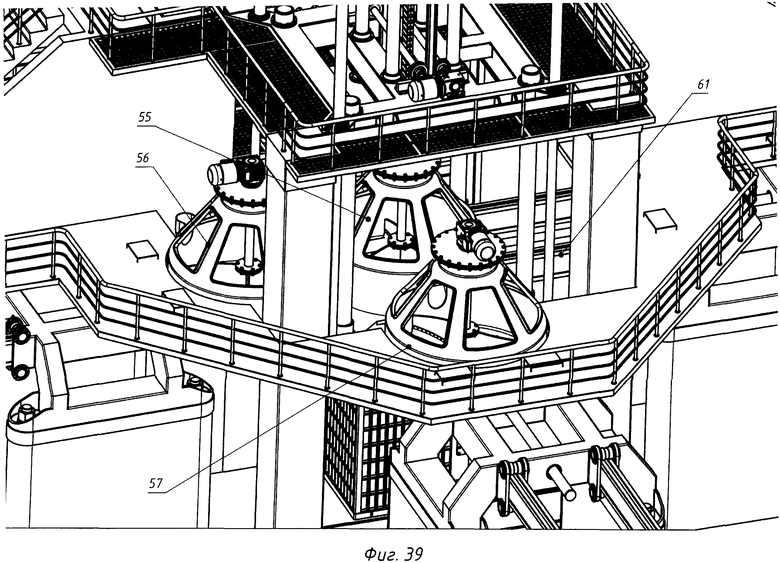
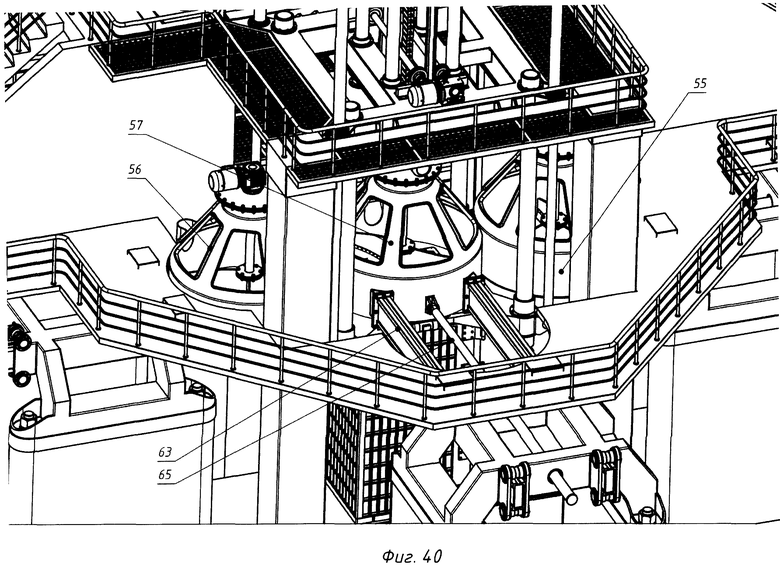
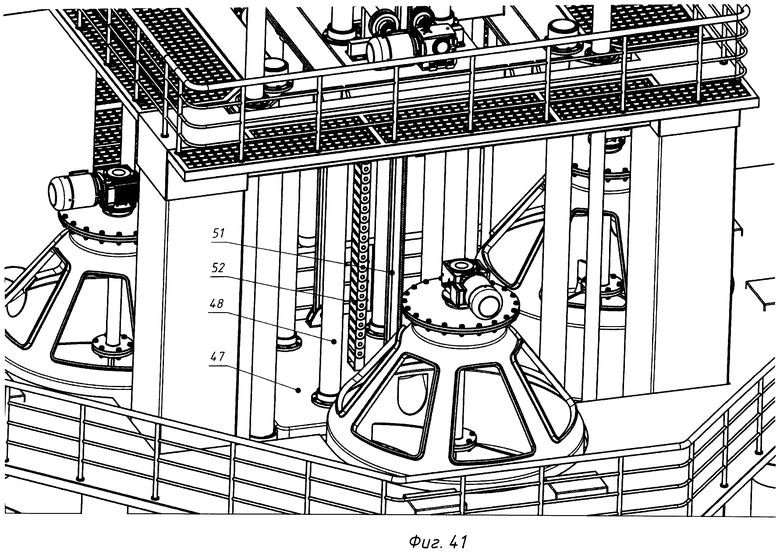
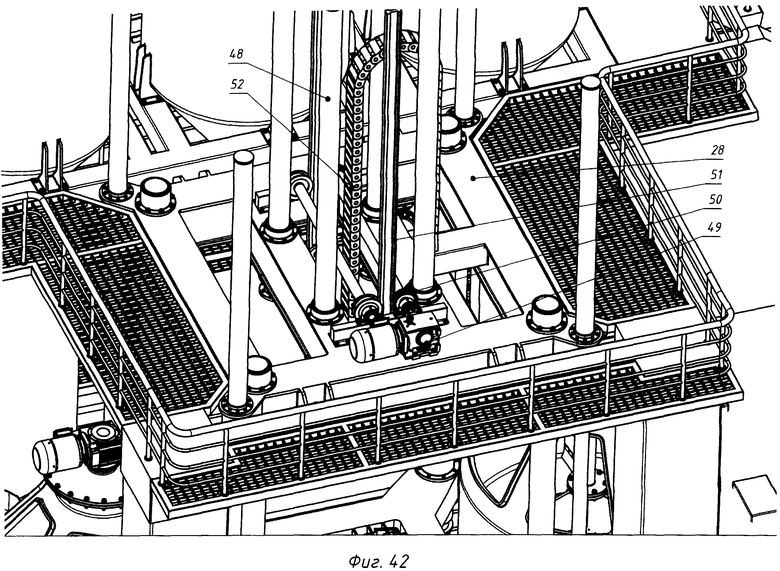
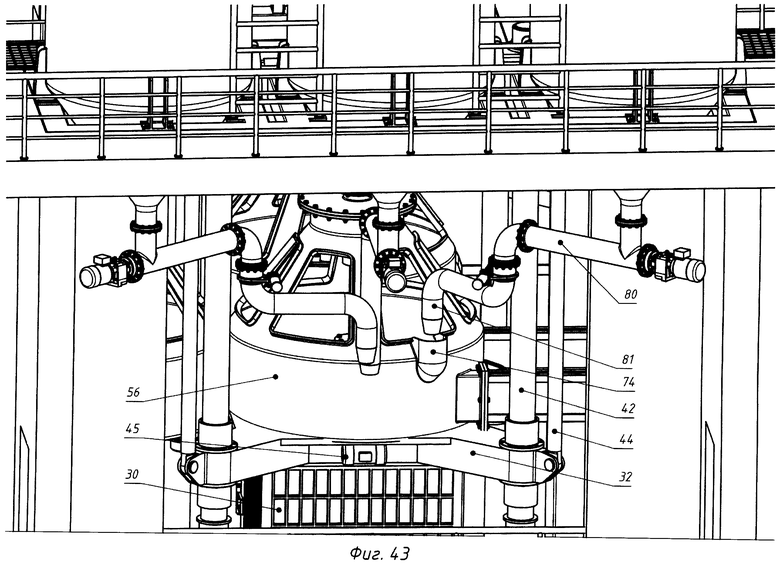
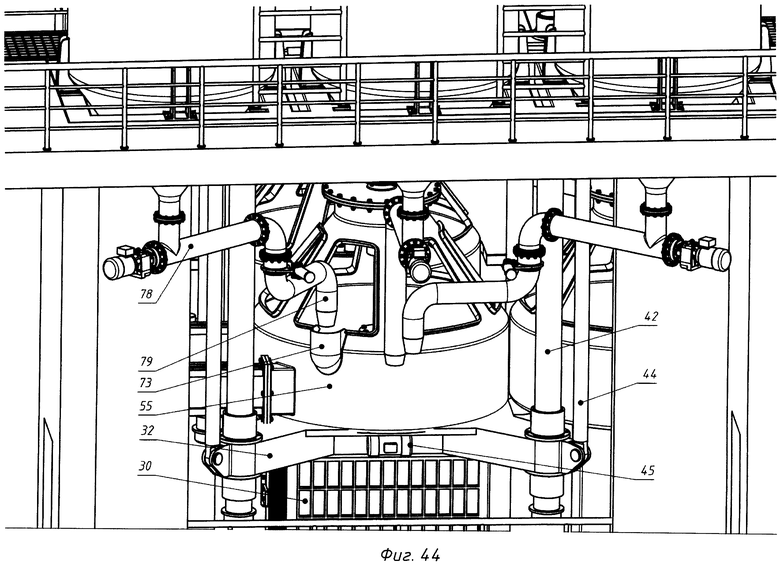
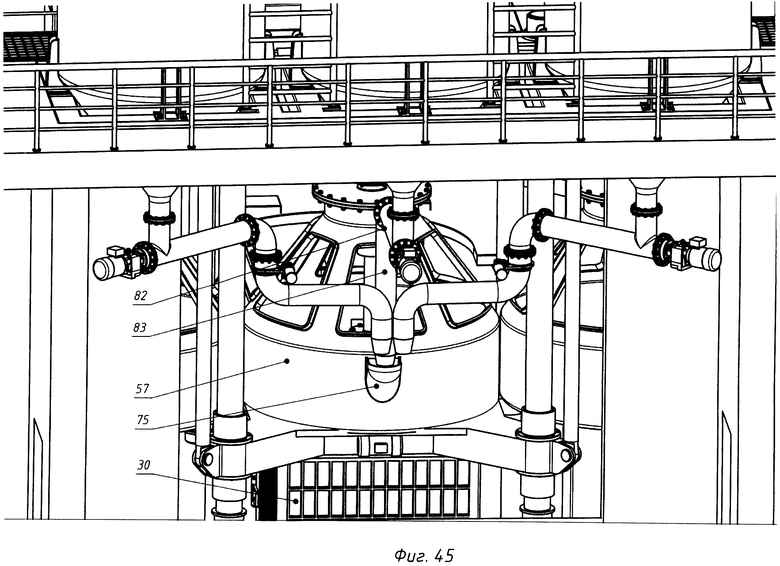
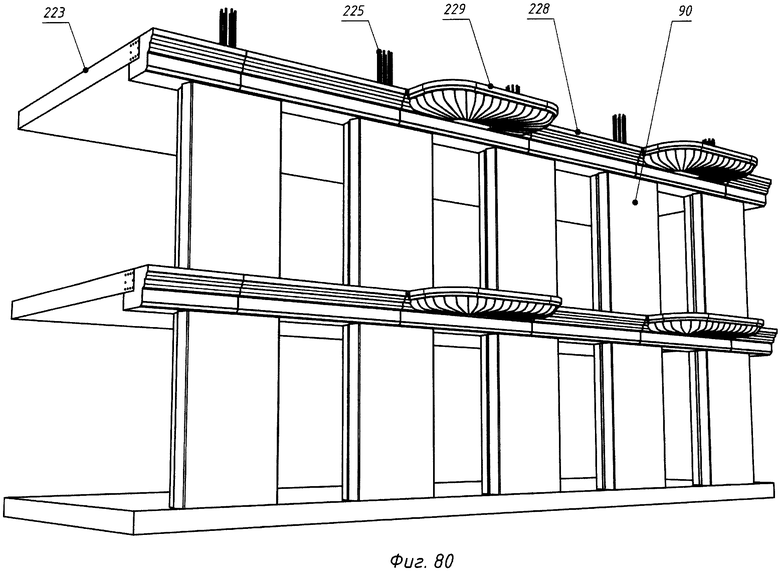
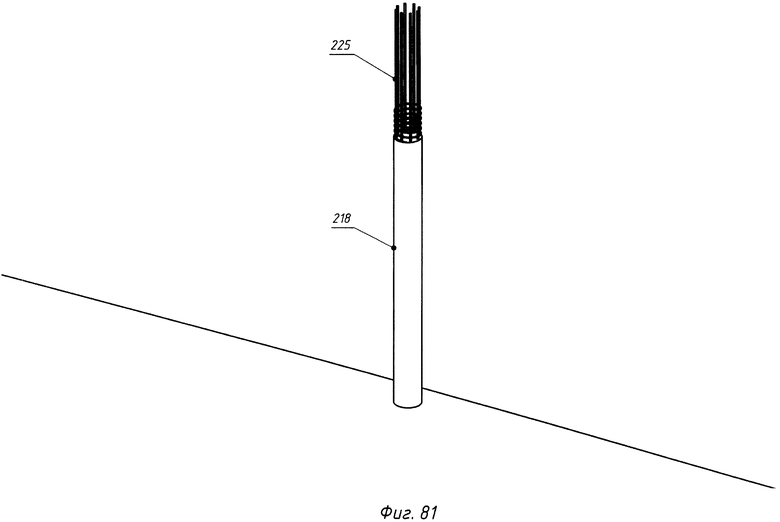
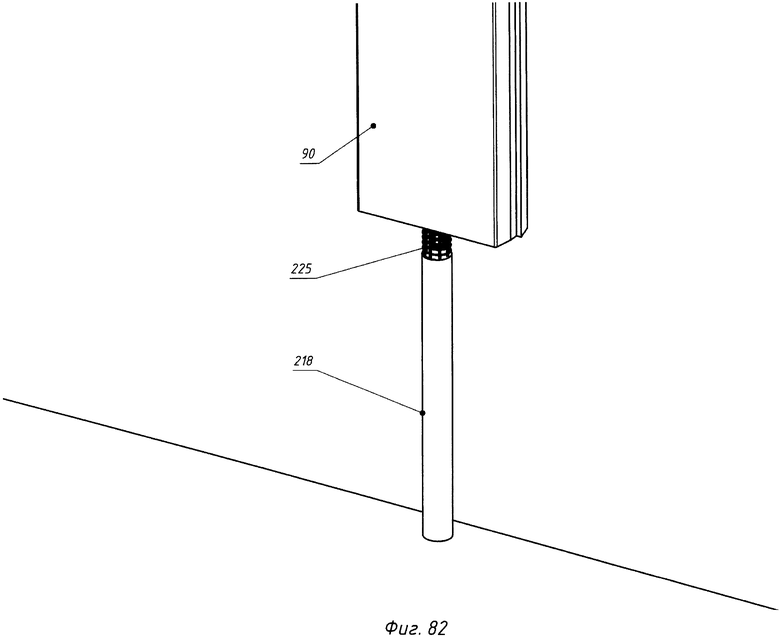
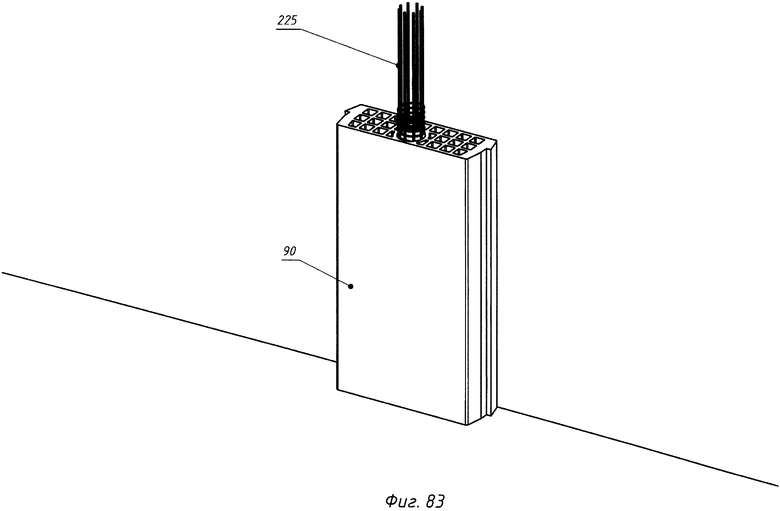
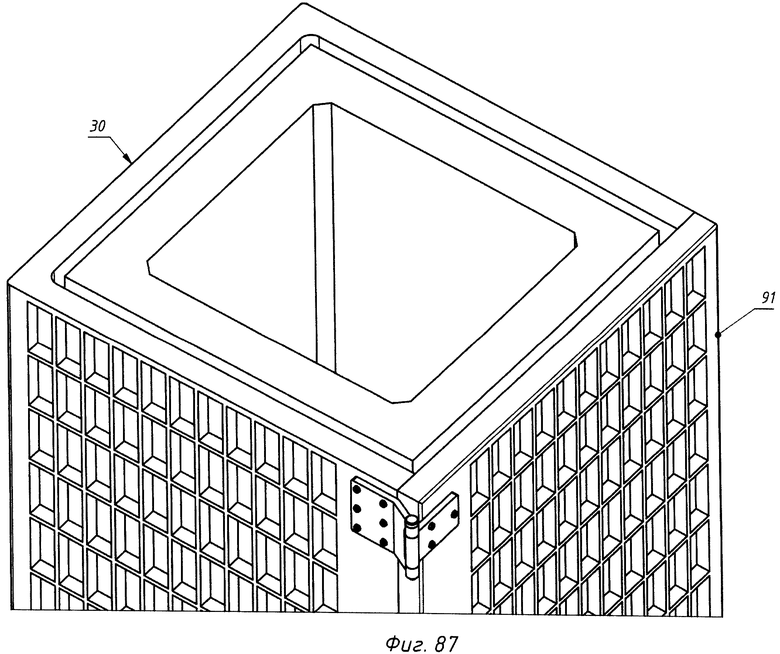
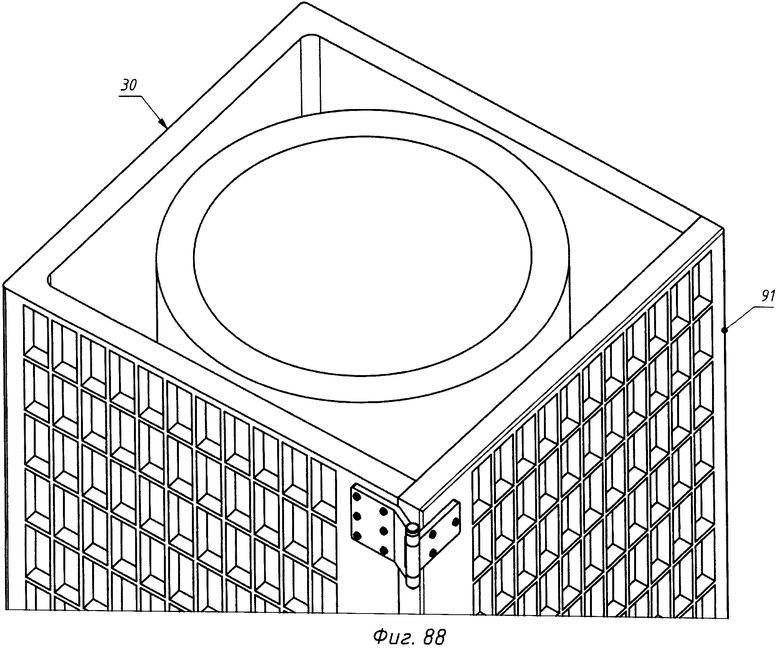
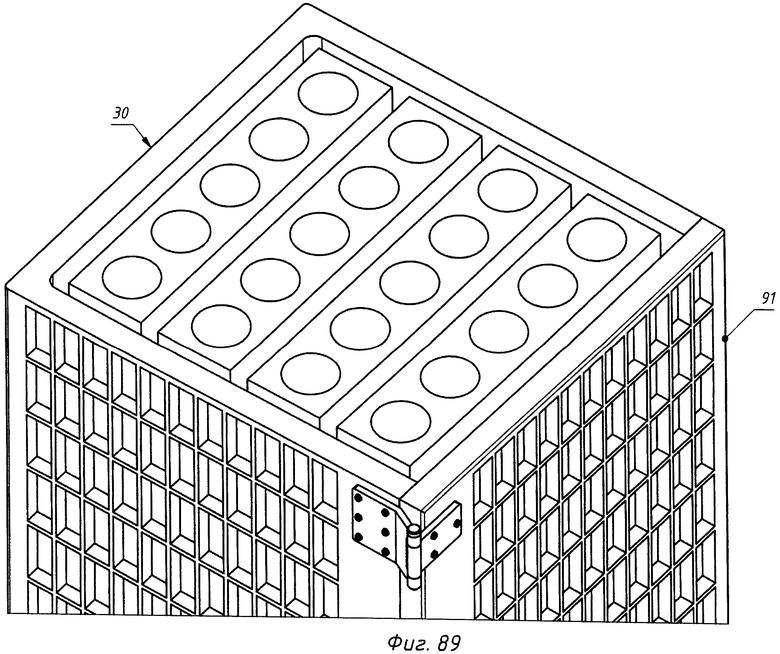
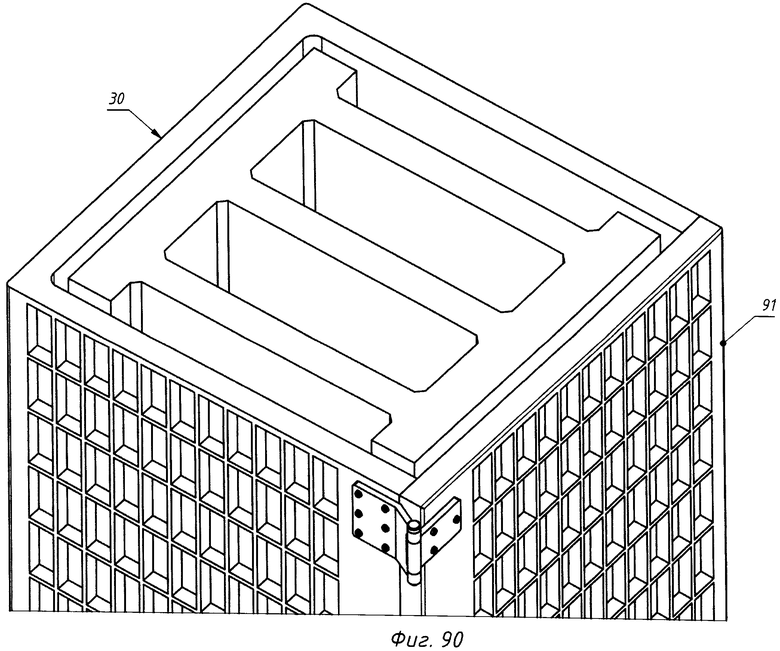
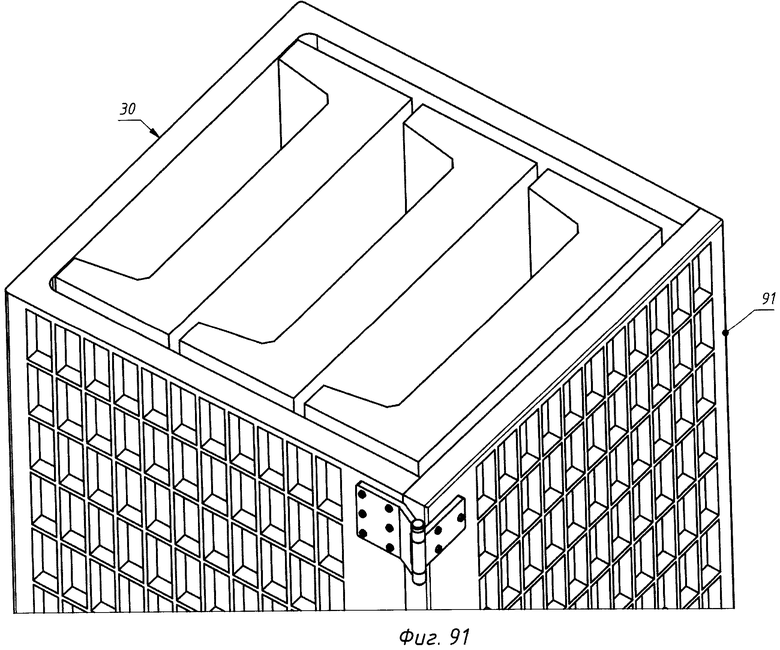
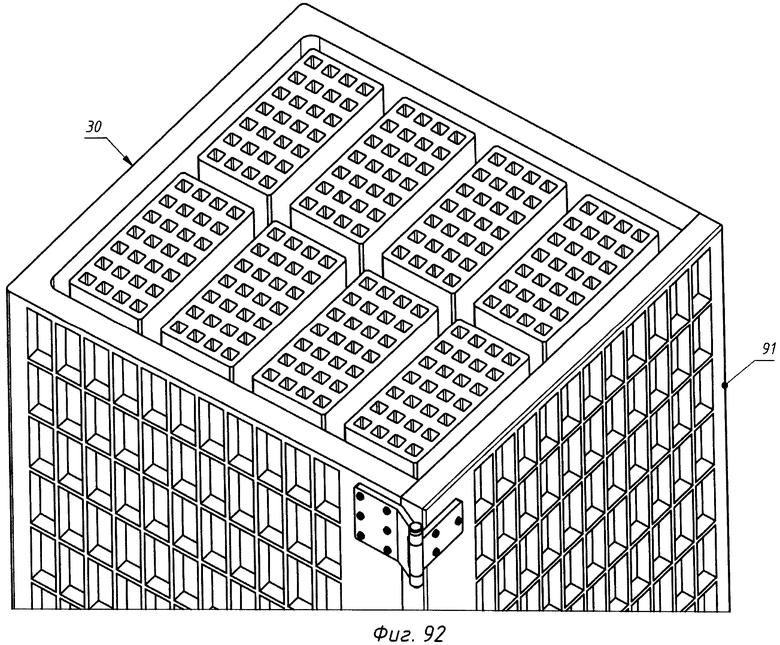
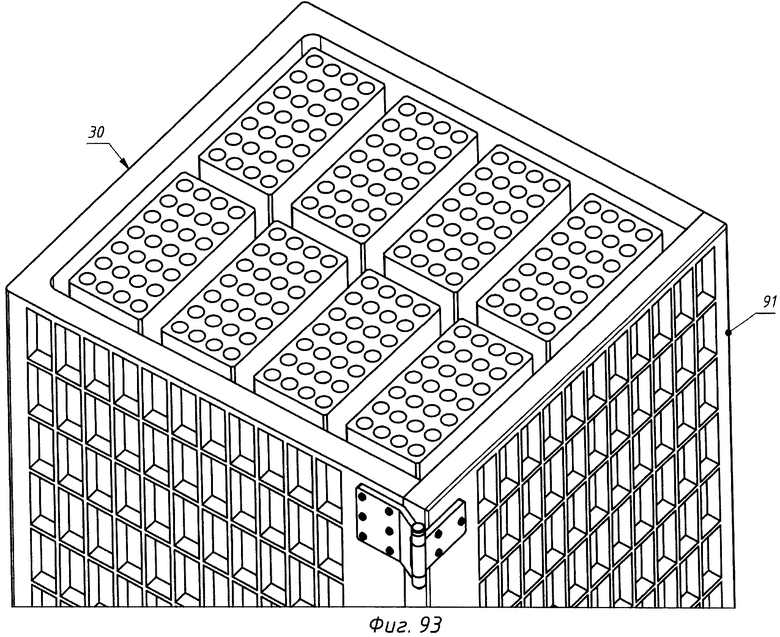
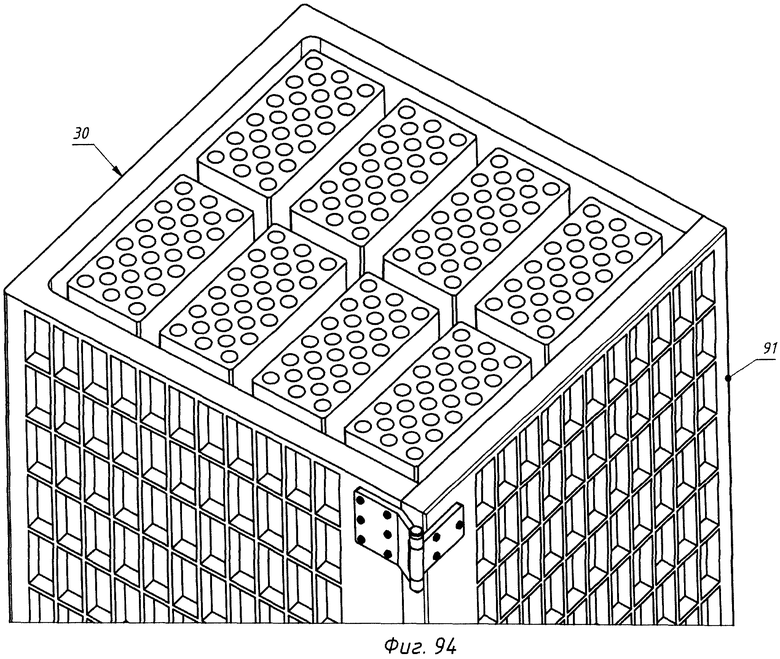
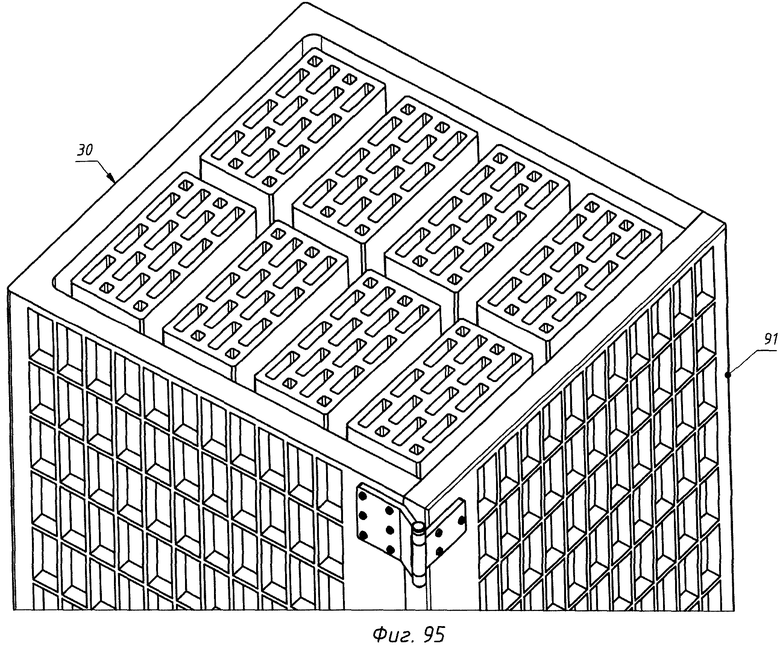
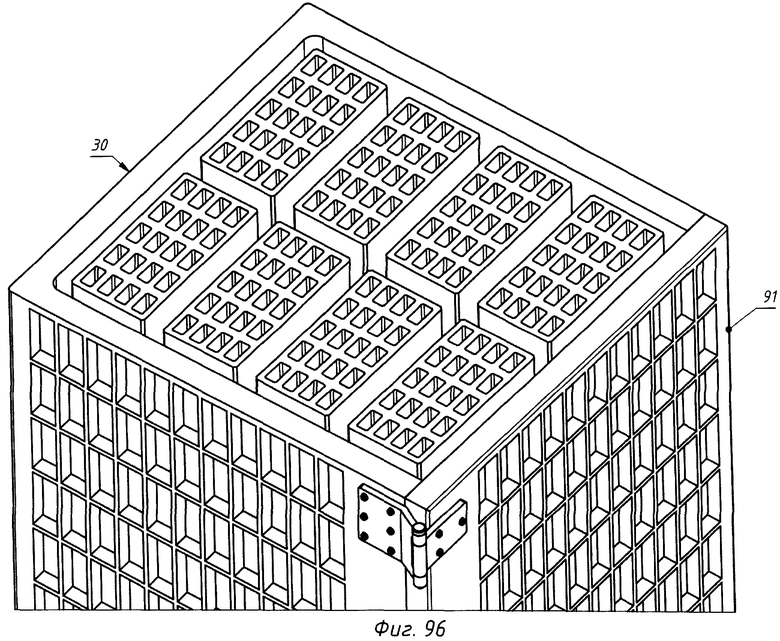
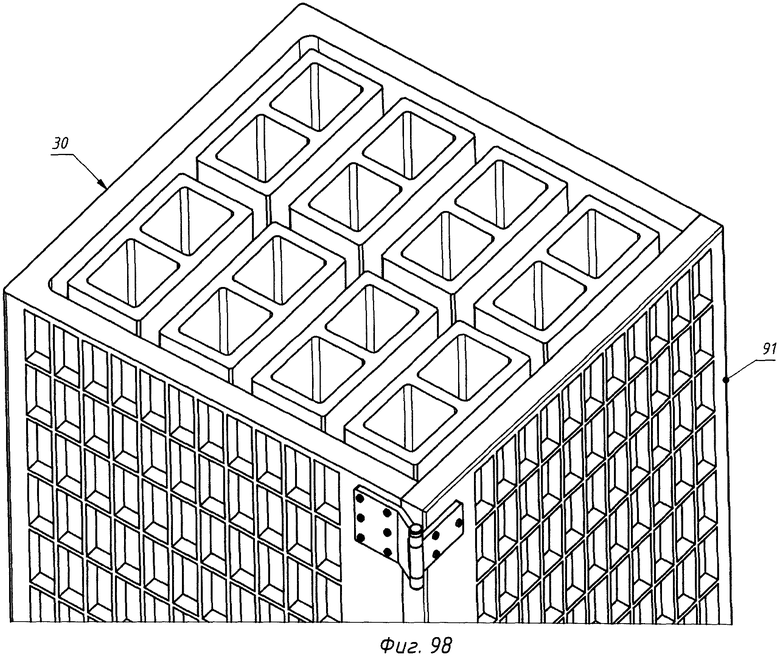
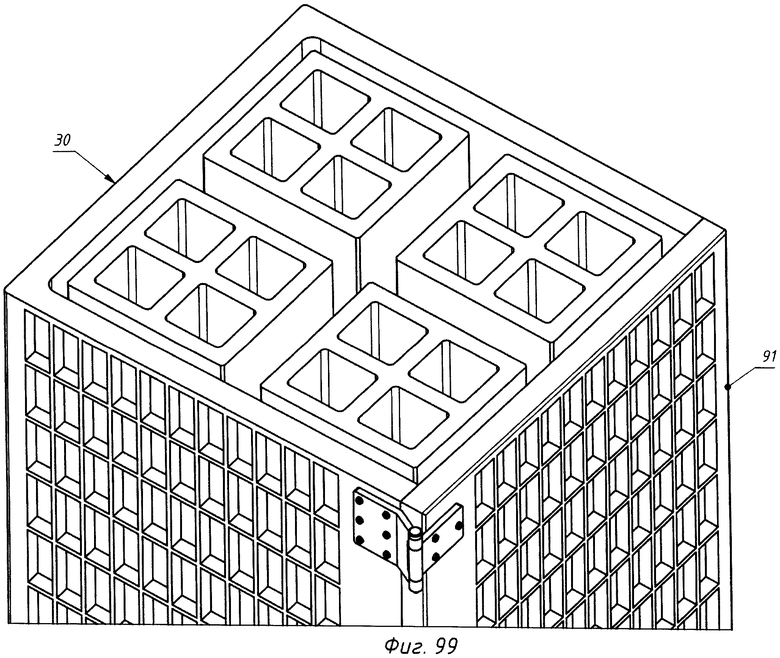
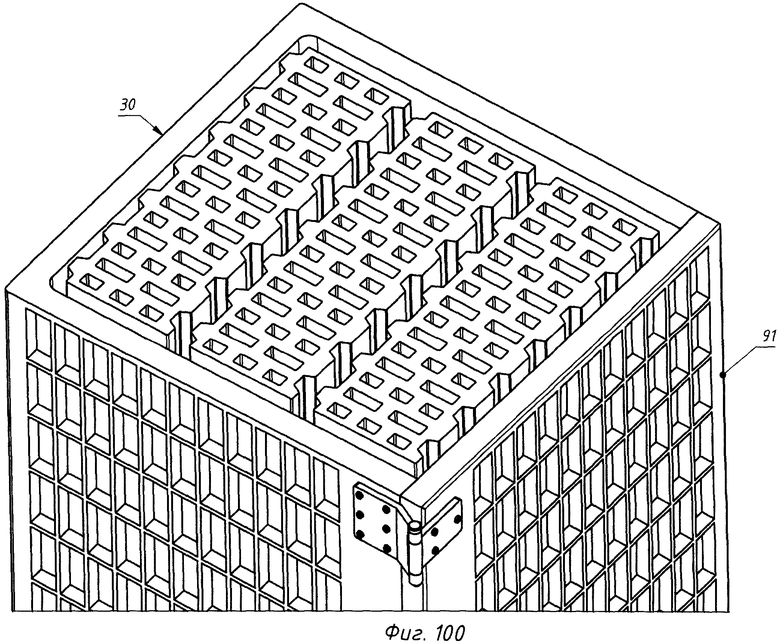
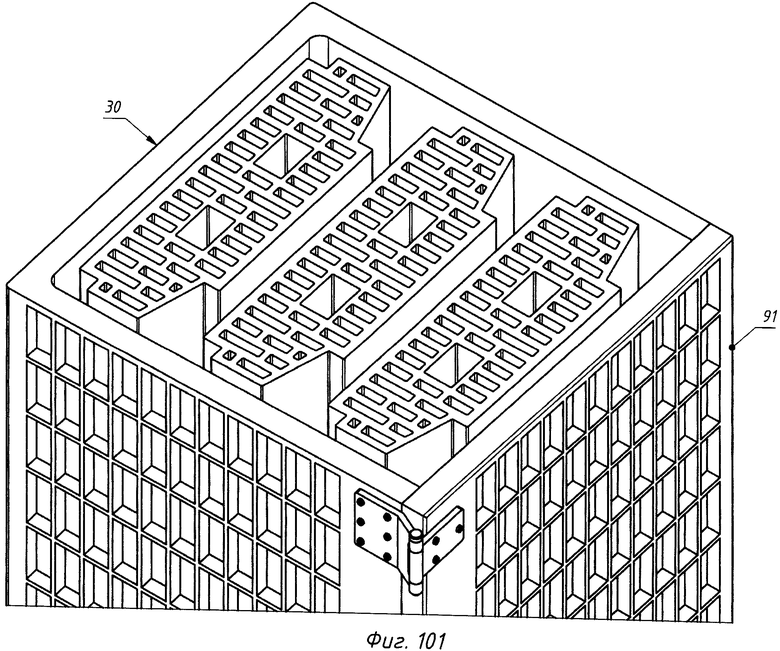
Изобретение поясняется чертежами. На фиг.1 схематически изображена технологическая линия для изготовления строительных панелей с внутренними пустотами (каналами), вид в плане. На фиг.2 - то же, в изометрии. На фиг.3 - участок подготовки многокомпонентных бетонных смесей, в изометрии. На фиг.4 - то же, емкости для бетонных смесей - силосы, в изометрии. На фиг.5 - участок сушки и хранения залитых форм с разворотным (перенаправляющим) рольгангом, в изометрии. На фиг.6 - то же, разворотный (перенаправляющий) рольганг для залитых форм, в изометрии. На фиг.7 - то же, продольный и поперечный рольганги для залитых форм, в изометрии. На фиг.8 - участок распалубки форм и кантования готовых панелей, в изометрии. На фиг.9 - участок распалубки форм и кантования готовых панелей, вид сбоку в изометрии. На фиг.10 - то же, механизм кантования готовых панелей, в изометрии. Фиг.11 - установка для формовки строительных панелей с продольными каналами (пустотами). На фиг.12 - то же, шнековые транспортеры. На фиг.13 - то же, миксеры. На фиг.14 - то же, вид сверху. На фиг.15 - то же, вид с торца. На фиг.16 - участок обрезки готовых панелей. На фиг.17 - то же, вид сверху. На фиг.18 - участок подачи поддонов. На фиг.19 - участок штабелирования готовых панелей на поддоны. На фиг.20 - склад готовых панелей. На фиг.21 - то же, участок перегрузки штабелей. На фиг.22 - то же, вид с торца. На фиг.23 - то же, участок загрузки автомобилей. На фиг.24 изображена готовая строительная панель, внутренняя сторона. На фиг.25 - то же, наружная сторона. На фиг.26 - то же, вид с нижнего торца. На фиг.27 изображена форма для изготовления трех панелей одновременно. На фиг.28 - то же, с открытой дверью. На фиг.29 - то же, механизм открывания створок днища формы, отверстия открыты. На фиг.30 - то же, механизм открывания створок днища формы, створки закрыты. На фиг.31 - то же, вертикальное сечение формы, створки открыты. На фиг.32 - то же, вертикальное сечение формы, створки закрыты. На фиг.33 - то же, вид снизу на днище. На фиг.34 - установка для формовки строительных панелей, вид сзади. На фиг.35 - то же, вид спереди. На фиг.36 - то же, в момент опускания единой матрицы в форму. На фиг.37 - то же, матрица опущена. На фиг.38 - то же, первый миксер расположен над формой. На фиг.39 - то же, второй миксер расположен над формой. На фиг.40 - то же, третий миксер расположен над формой. На фиг.41 - то же, матрица в верхнем положении. На фиг.42 - то же, механизм вертикального перемещения матрицы. На фиг.43 - то же, первый миксер. На фиг.44 - то же, второй миксер. На фиг.45 - то же, третий миксер. На фиг.46 - то же, миксеры расположены в нерабочем положении. На фиг.47 - то же, первый миксер расположен над формой. На фиг.48 - то же, второй миксер расположен над формой. На фиг.49 - то же, третий миксер расположен над формой. На фиг.50 изображена матрица в изометрии, верхняя часть. На фиг.51 - то же, вид снизу. На фиг.52 - то же, вид сверху. На фиг.53 изображена конструкция миксера в изометрии. На фиг.54 - то же, вид снизу. На фиг.55 изображен механизм кантования готовых панелей, в изометрии, в момент захвата панели. На фиг.56 - то же, в горизонтальном положении панели. На фиг.57 - то же, каретка механизма кантования готовых панелей. Н фиг.58 - то же, подъемный механизм. На фиг.59 - то же, траверса. На фиг.60 изображена тележка для подачи панелей на обрезку. На фиг.61 - то же, с панелями. На фиг.62 - то же, панели зафиксированы зажимами. На фиг.63 - то же, вид с торца. На фиг.64 - то же, перед обрезкой панелей. На фиг.65 - то же, в обработке первая панель. На фиг.66 - то же, после обрезки панелей. На фиг.67 изображена установка штабелирования готовых панелей на поддоны. На фиг.68 - то же, траверса. На фиг.69 - то же, рельсовые пути. На фиг.70 - то же, механизм подъема. На фиг.71 изображен участок сбора пульпы. На фиг.72 - то же, в продольном сечении. На фиг.73 изображена строительная площадка, формирование арматуры под панели. На фиг.74 - то же, панели надеты на арматуру. На фиг.75 - то же, установка карнизов и ригелей перекрытия второго этажа. На фиг.76 - то же, с перекрытием второго этажа. На фиг.77 - то же, установка панелей на втором этаже. На фиг.78 - то же, установка ригелей перекрытия третьего этажа. На фиг.79 - то же, перекрытие третьего этажа. На фиг.80 - то же, вид на фасад. На фиг.81 изображено строящееся здание, предварительное формирование бетонной колонны круглого сечения. На фиг.82 - то же, стеновую панель надевают на бетонную колонну. На фиг.83 - то же, стеновая панель надета на бетонную колонну. На фиг.84 изображено строящееся здание, предварительное формирование бетонной колонны сечением в виде параллелепипеда. На фиг.85 - то же, стеновую панель надевают на бетонную колонну. На фиг.86 - то же, стеновая панель надета на бетонную колонну. На фиг.87 изображена форма с панелью трубчатого вида квадратного сечения. На фиг.88 - форма с панелью трубчатого вида круглого сечения. На фиг.89 - форма с четырьмя плоскими панелями. На фиг.90 - форма с панелью сложного сечения. На фиг.91 - форма с тремя панелями таврового типа. На фиг.92 - форма с восемью панелями уменьшенного типа с пустотностью квадратного сечения. На фиг.93 - форма с восемью панелями уменьшенного типа с пустотностью круглого сечения. На фиг.94 - форма с восемью панелями уменьшенного типа с пустотностью квадратного сечения, расположенной в шахматном порядке. На фиг.95 - форма с восемью панелями уменьшенного типа с пустотностью продолговатого сечения. На фиг.96 - форма с восемью панелями уменьшенного типа с пустотностью прямоугольного сечения. На фиг.97 - форма с восемью панелями уменьшенного типа с крупной пустотностью прямоугольного сечения. На фиг.98 - форма с восемью панелями уменьшенного типа с крупной пустотностью квадратного сечения. На фиг.99 - форма с четырьмя панелями с крупной пустотностью квадратного сечения. На фиг.100 - форма с тремя ребристыми пустотными панелями. На фиг.101 - форма с тремя панелями сложного сечения и пустотностью сложного типа.
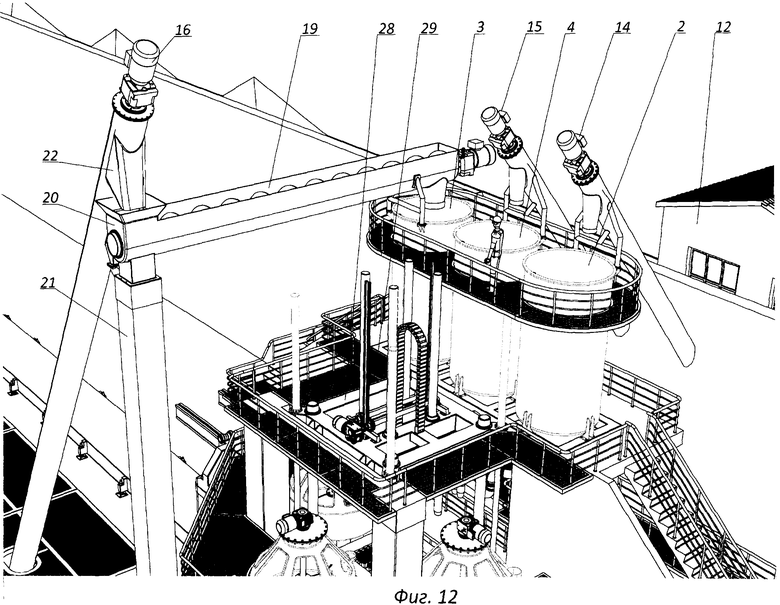
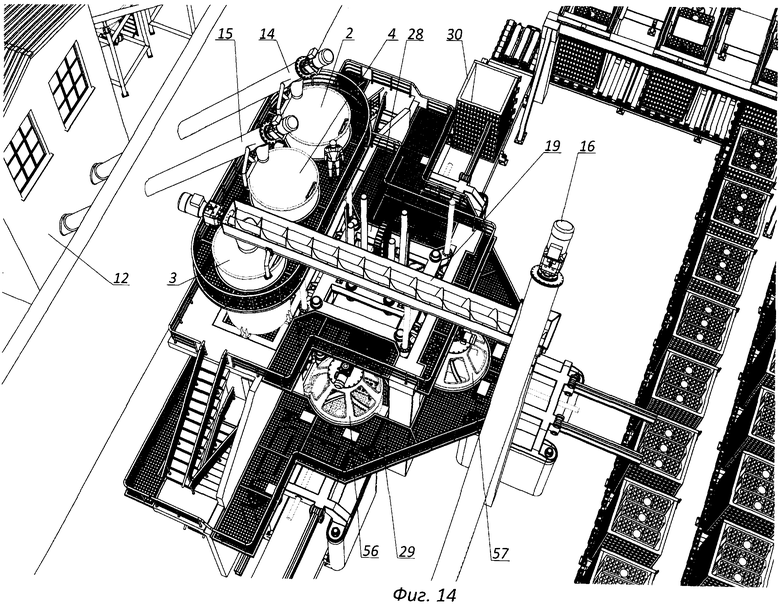
Скоростной способ изготовления строительных изделий повышенной пустотности с объемной вертикальной формовкой из разнородных смесей может быть реализован посредством технологической линии, изображенной на фиг.1-23, 34-72. Такая линия включает участок 1 подготовки разнородных смесей, связанный с бункером 2 для жидкой многокомпонентной бетонной смеси, с бункером 3 для пульпы и бункером 4 для жидкой многокомпонентной бетонной смеси с повышенным содержанием цемента участка 5 формирования строительных изделий с применением метода объемной вертикальной формовки, участок 6 обработки изделий, участок 7 сушки залитых изделий и различные транспортирующие устройства. Участок 1 включает склад 8 инертных материалов, весовой дозатор 9 инертных материалов, силосы 10 (вертикальные емкости) для цемента, связанные шнековыми транспортерами 11 с бетонно-смесительным узлом 12. Дозатор 9 связан с бетонно-смесительным узлом 12 посредством транспортера 13. Шнековый транспортер 14 узла 12 связан с бункером 2 для жидкой многокомпонентной бетонной смеси участка 5. Шнековый транспортер 15 узла 12 связан с бункером 4 для жидкой многокомпонентной бетонной смеси с повышенным содержанием цемента участка 5. Участок 5 формирования строительных изделий связан посредством шнекового транспортера 16 для пульпы с заборной воронкой 17 отстойника 18 пульпы. Транспортер 16 связан с бункером 3 для пульпы с помощью горизонтального шнекового транспортера 19, входной конец 20 которого опирается на колонну 21 и расположен под выходным концом 22 транспортера 16.
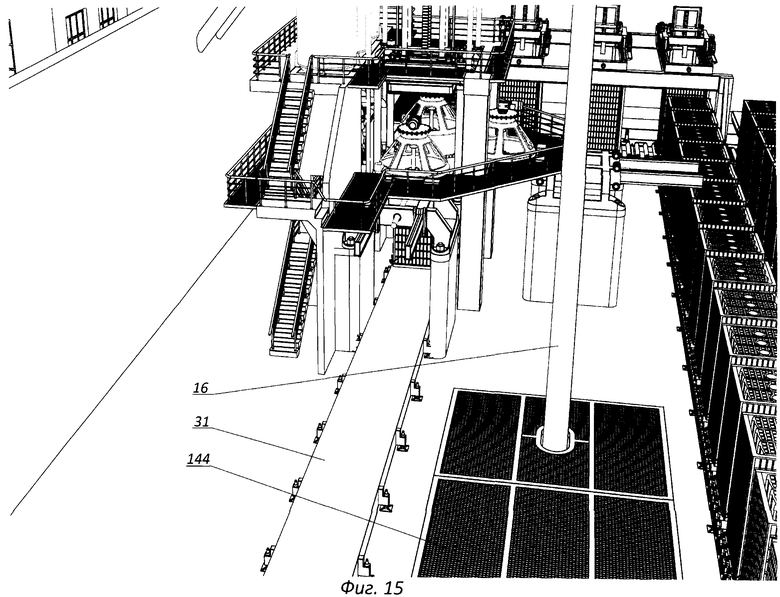
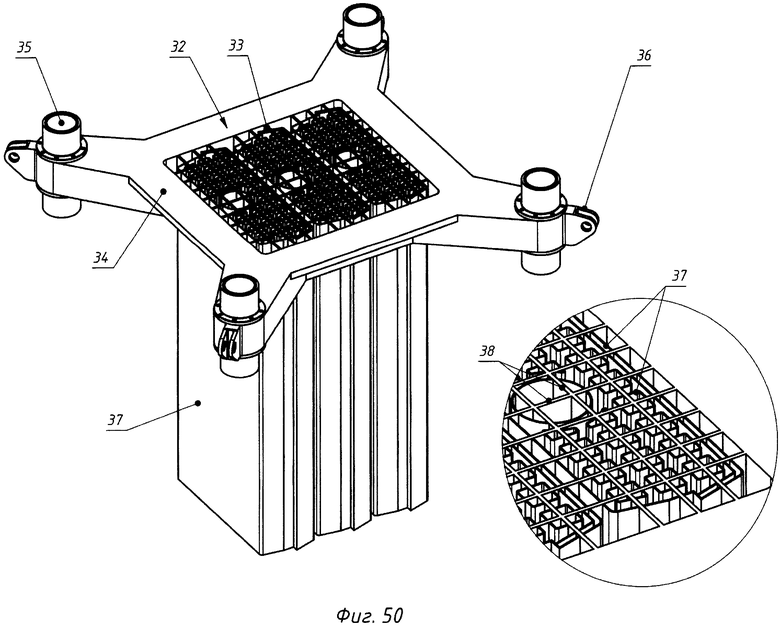
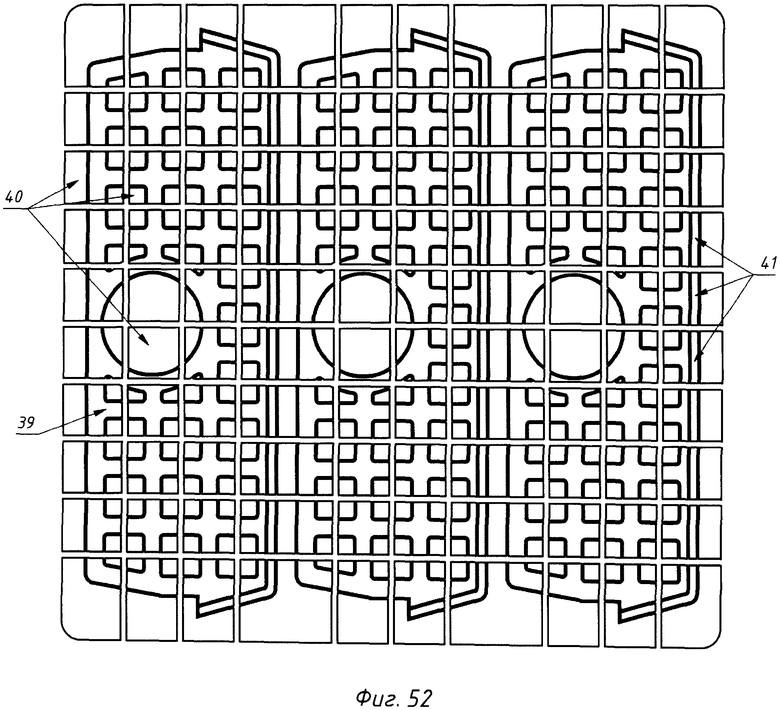
Бункеры 2, 3 и 4 расположены на верхней площадке 25 участка 5. Каркас участка 5 сформирован из железобетонных стен 26 и опорных колонн 27 с верхней площадкой 25, верхней рамой 28 и нижней эстакадой 29. Формы 30 для заливки разнородных смесей расположены на подающем устройстве - конвейере 31, предназначенном для их подачи к участку 5. Участок 5 снабжен единой матрицей 32 с перегородками 33, которые образуют внутренние бездонные ячейки (см. фиг.50 и 51). Единая матрица 32 с перегородками 33 закреплена на раме 34 с втулками 35 и кронштейнами 36 и имеет оболочку 37 с внешним контуром, повторяющим контур строительных изделий. Оболочка 37 и перегородки 33 связаны с рамой 34 посредством ребер 38 жесткости. На фиг.52 изображено назначение ячеек (полостей) матрицы 32, образованных перегородками 33. Полость 39 предназначена для заливки многокомпонентной бетонной смеси, полость 40 - для заливки пульпы, а полость 41 - для заливки многокомпонентной бетонной смеси с повышенным содержанием цемента, предназначенной для формирования наружного упрочненного слоя. Матрица 32 выполнена подвижной в вертикальной плоскости относительно направляющих колонн 42, расположенных во втулках 35, посредством механизма 43 со штоками 44, связанными с кронштейнами 36 матрицы 32. Матрица 32 снабжена высокочастотными вибромоторами (вибраторами) 45, установленными на раме 34 для обеспечения ее высокочастотных вертикальных возвратно-поступательных колебаний при поднятии матрицы 32 из залитой разнородными смесями формы 30. Участок 5 снабжен вакуумным колпаком 47 с возможностью вертикального перемещения относительно направляющих стоек 48 посредством привода 49 с шестернями 50 и рейками 51. Вакуумный колпак 47 посредством вакуумпровода 52 связан с аспирационным насосом (не показано).
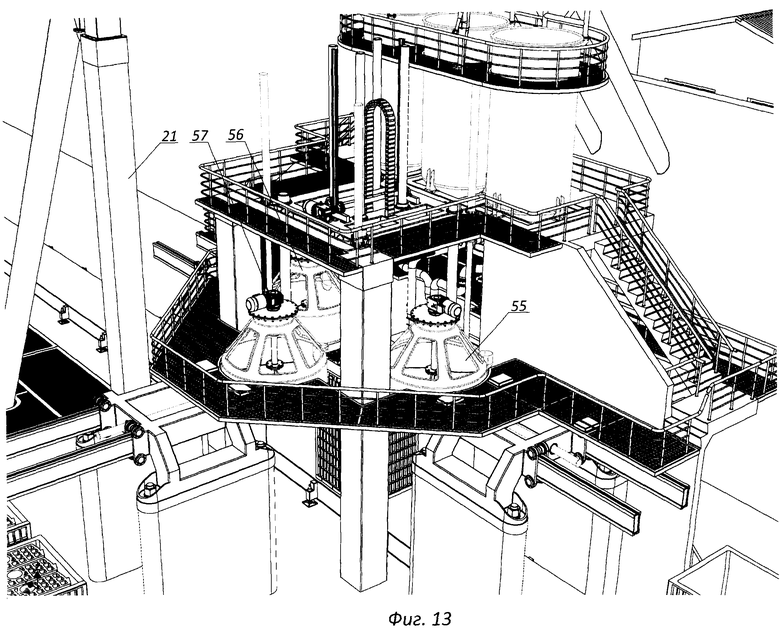
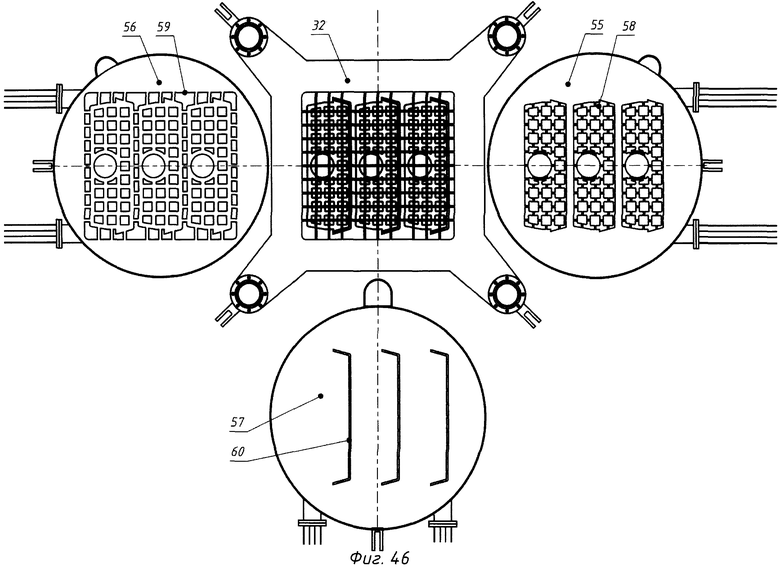
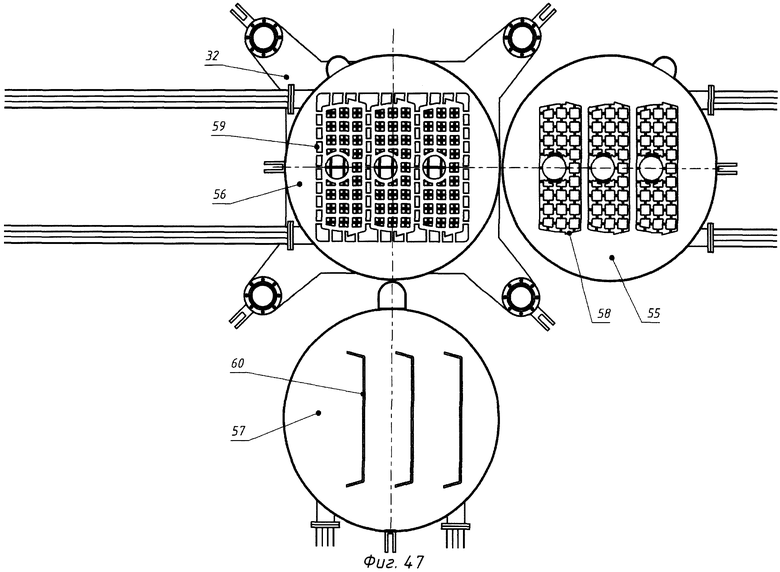
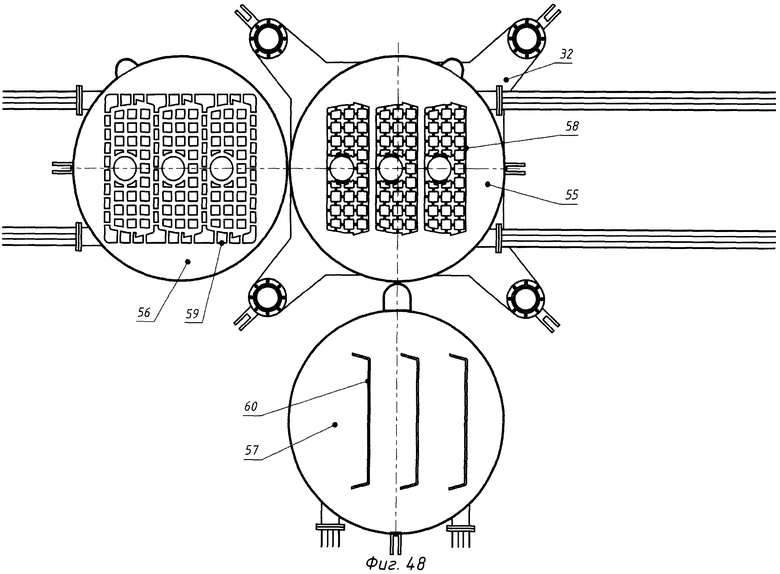
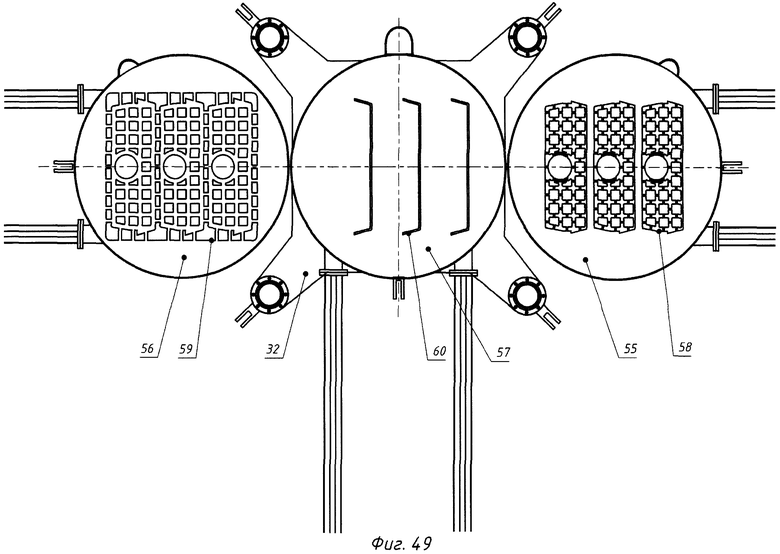
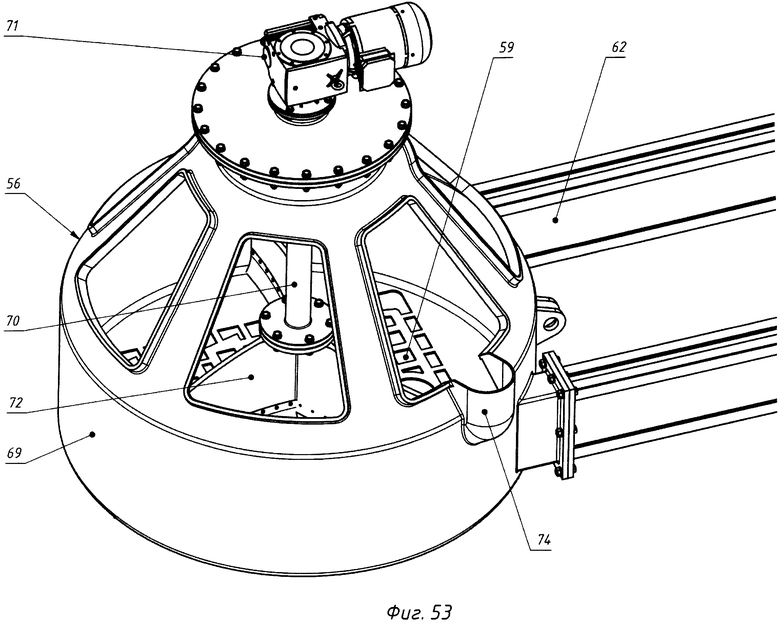
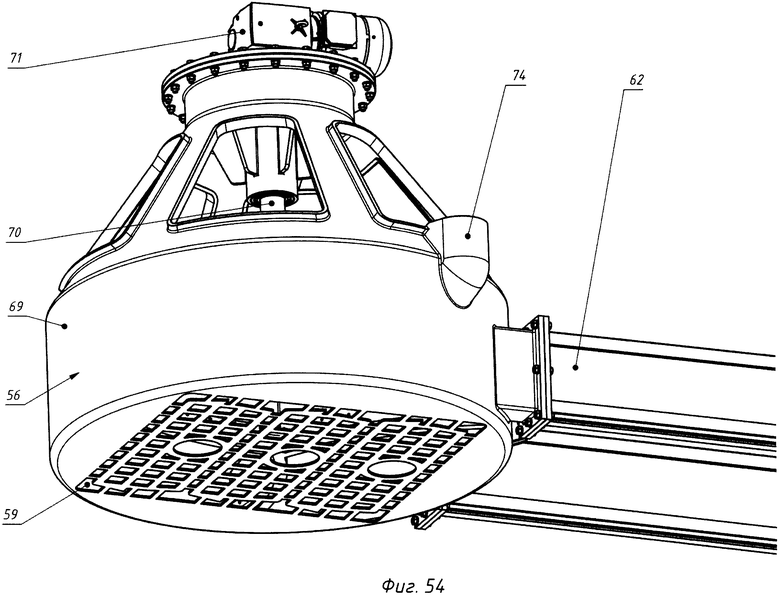
Участок 5 снабжен несколькими питателями, выполненными в виде лопастного миксера 55 для подачи к форме 30 с матрицей 32 жидкой многокомпонентной бетонной смеси, лопастного миксера 56 для подачи пульпы и дополнительного лопастного миксера 57 для подачи жидкой многокомпонентной бетонной смеси с повышенным содержанием цемента. Лопастной миксер 55 имеет щелевой шибер 58, отверстия которого совпадают с расположением полостей 39 матрицы 32 с формой 30. Лопастной миксер 56 имеет щелевой шибер 59, отверстия которого совпадают с расположением полостей 40 матрицы 32 с формой 30. Лопастной миксер 57 имеет щелевой шибер 60, отверстия которого совпадают с расположением полостей 41 матрицы 32 с формой 30. Когда отверстия щелевых шиберов 58, 59 и 60 совпадают с соответствующими ячейками (полостями) матрицы 32 с формой 30, то другие ячейки (полости) в это время перекрывают теми зонами шиберов 58, 59, 60, где отверстия отсутствуют. Для горизонтального перемещения миксера 55 предназначены направляющие 61, выполненные в виде выдвижных кронштейнов, миксера 56 - направляющие 62, миксера 57 - направляющие 63, установленные на фундаментных опорах 64. Направляющие 61 и 62 расположены оппозитно (напротив друг друга с разных сторон матрицы 32), а направляющие 63 расположены к ним перпендикулярно. Направляющие 61, 62 и 63 снабжены приводами 65 горизонтального перемещения миксеров 55, 56 и 57. Лопастной миксер 55 имеет корпус 69 и установленные на валу 70 с приводом 71 лопатки 72, расположенные над щелевым шибером 58, предназначенные для продавливания жидкой многокомпонентной бетонной смеси через отверстия шибера 58, совпадающие с расположением полостей 39 матрицы 32 с формой 30. Края лопаток 72 можно покрывать полиуретаном, повышая их износостойкость. Лопастной миксер 56 имеет корпус 69 и установленные на валу 70 с приводом 71 лопатки 72, расположенные над щелевым шибером 59 и предназначенные для продавливания пульпы через отверстия шибера 59, совпадающие с расположением полостей 40 матрицы 32 с формой 30. Дополнительный лопастной миксер 57 имеет корпус 69 и установленные на валу 70 с приводом 71 лопатки 72, расположенные над щелевым шибером 58 и предназначенные для продавливания жидкой многокомпонентной бетонной смеси с повышенным содержанием цемента через отверстия шибера 60, совпадающие с расположением полостей 41 матрицы 32 с формой 30. Миксер 55 снабжен заливной горловиной 73, миксер 56 - заливной горловиной 74, миксер 57 - заливной горловиной 75. Конструкция миксеров показана на фиг.53 и 54. Единая матрица 32 с формой 30 и щелевыми шиберами 58, 59 и 60 лопастных миксеров 55 - 57 выполнены с возможностью формирования нескольких изделий одновременно.
Бункер 2 жидкой многокомпонентной бетонной смеси посредством шнекового транспортера 78 с разгрузочным концом 79 связан с рабочей зоной заливки форм 30 таким образом, что при выдвижении миксера 55 в рабочее положение его заливная горловина 73 расположена в зоне разгрузочного конца 79 (см. фиг.44). Бункер 3 для пульпы посредством шнекового транспортера 80 с разгрузочным концом 81 связан с рабочей зоной заливки форм 30 таким образом, что при выдвижении миксера 56 в рабочее положение его заливная горловина 74 расположена в зоне разгрузочного конца 81 (см. фиг.43). Бункер 4 жидкой многокомпонентной бетонной смеси с повышенным содержанием цемента посредством шнекового транспортера 82 с разгрузочным концом 83 связан с рабочей зоной заливки форм 30 таким образом, что при выдвижении дополнительного миксера 57 в рабочее положение его заливная горловина 75 расположена в зоне разгрузочного конца 83 (см. фиг.45).
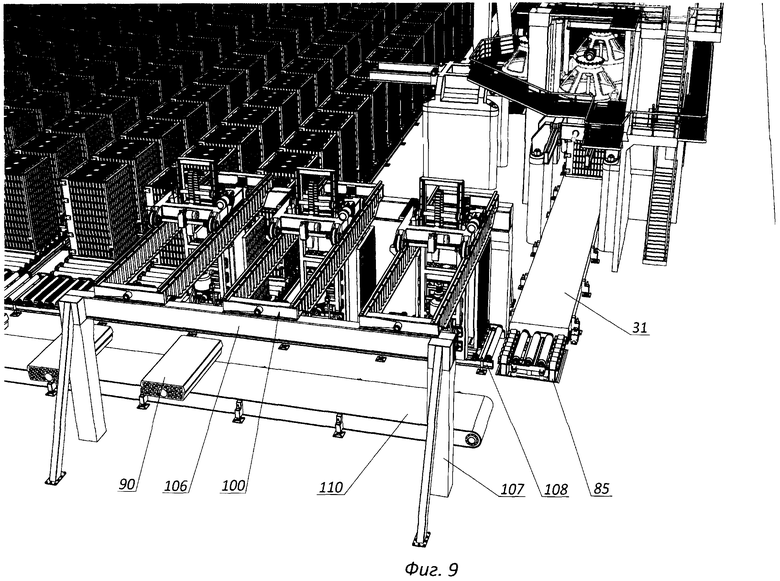
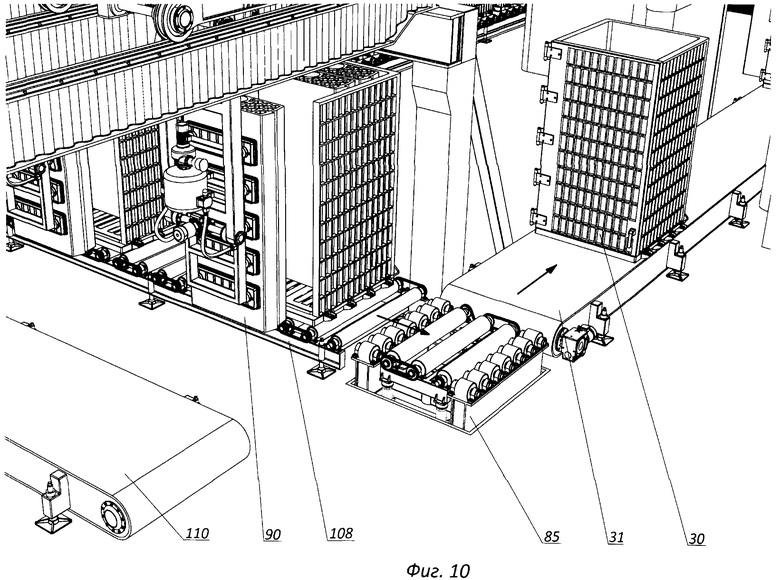
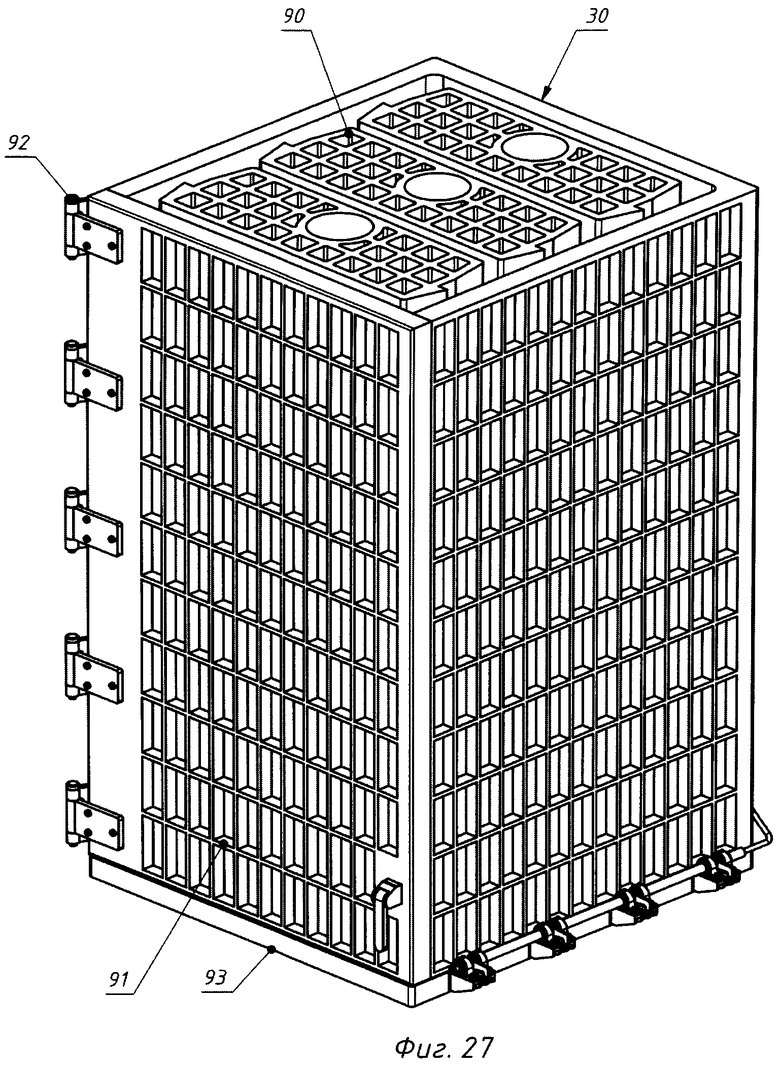
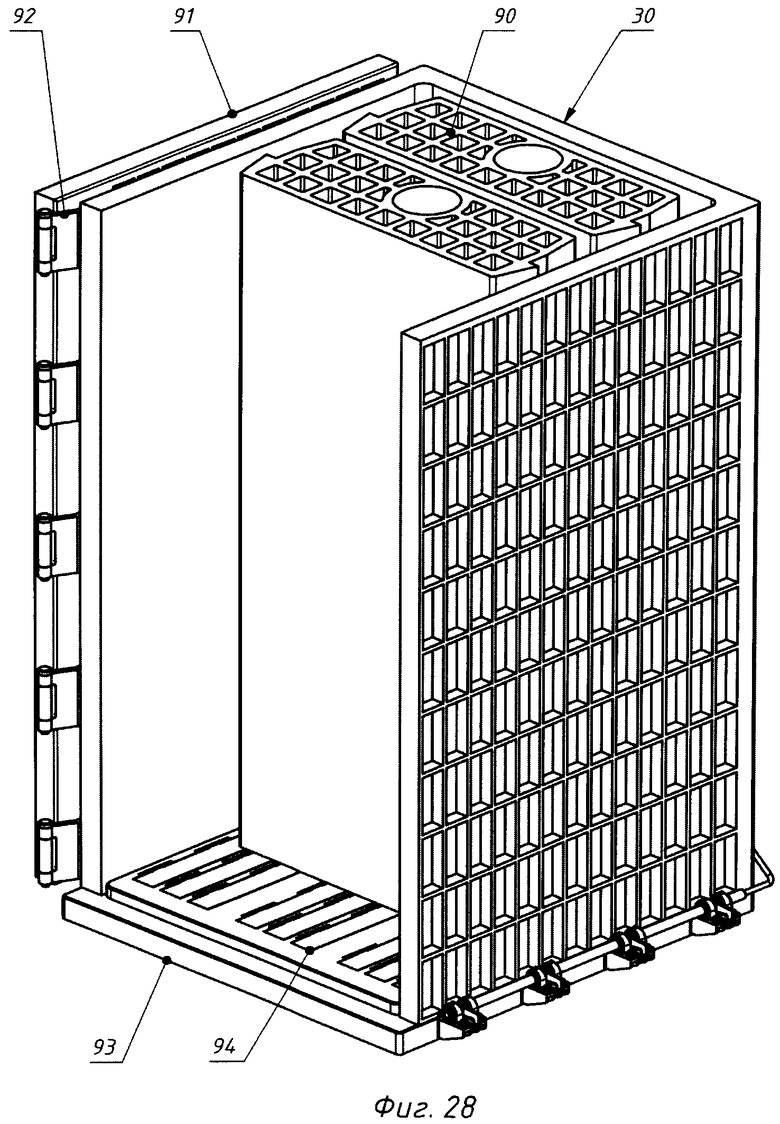
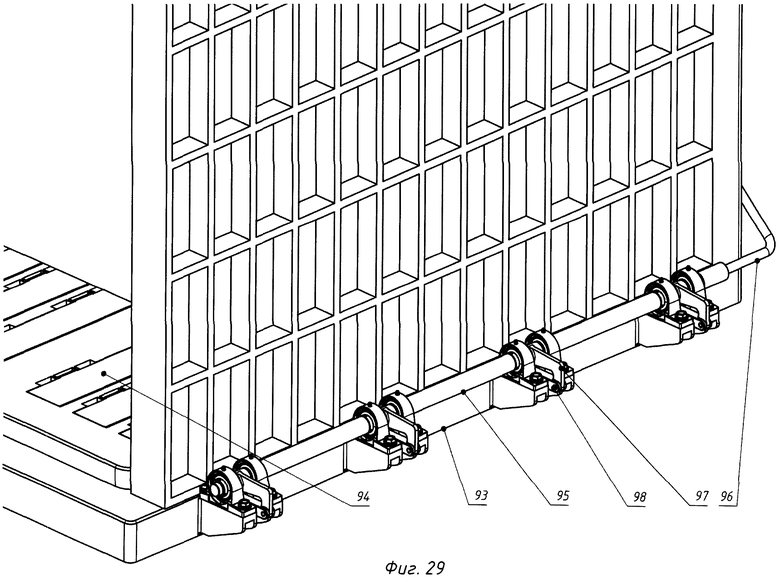
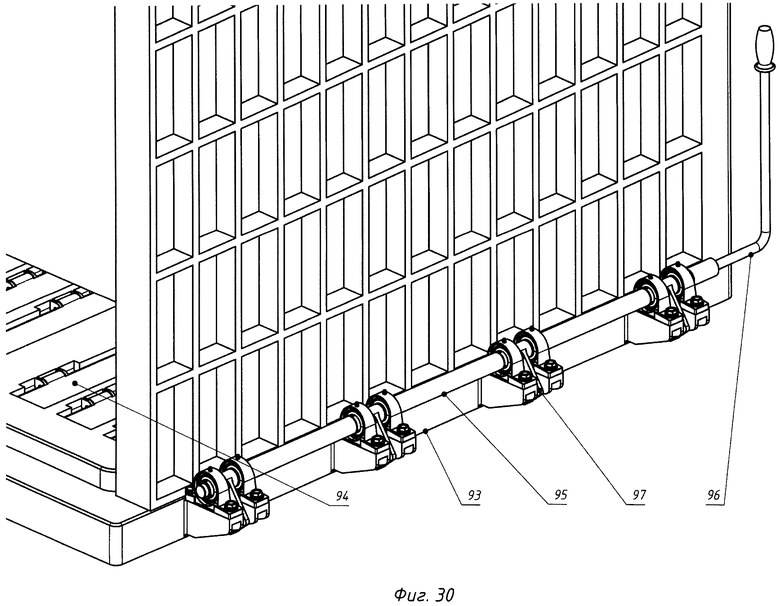
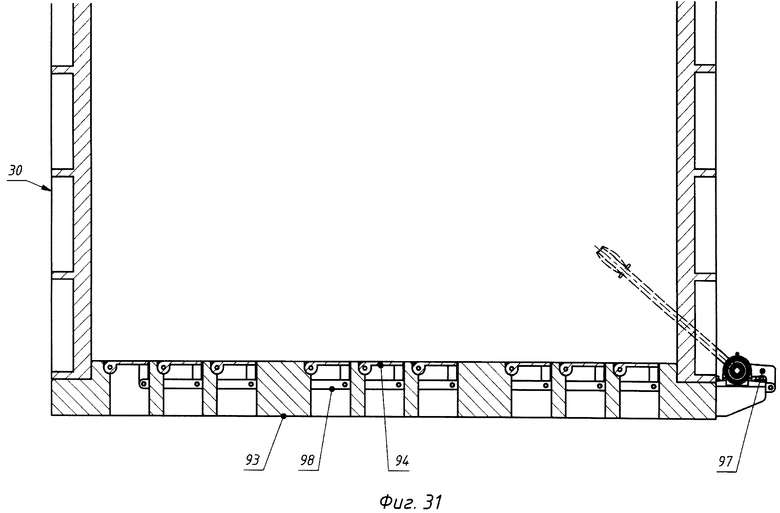
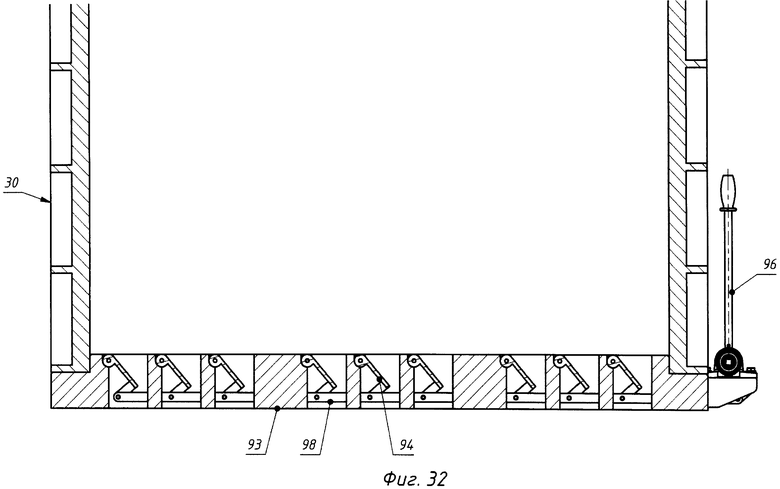
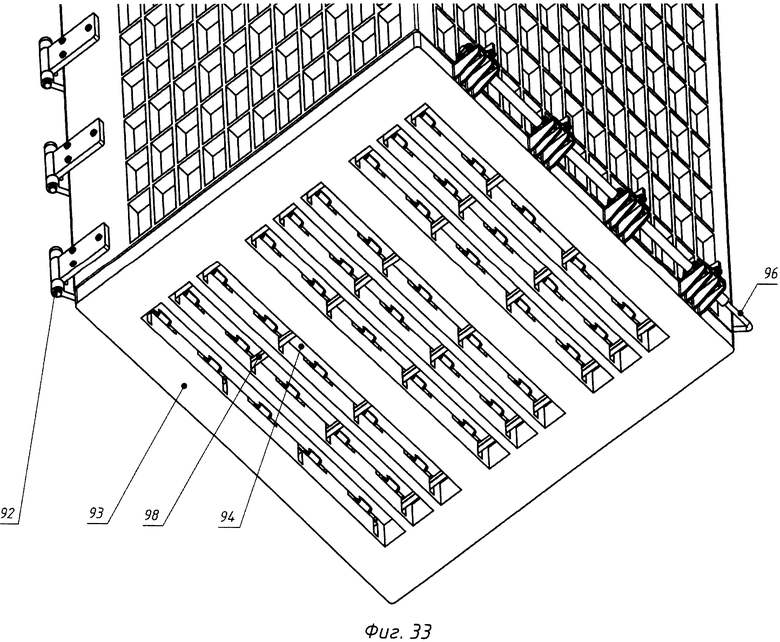
Конвейер 31 предназначен для транспортировки залитых форм 30 посредством перенаправляющего рольганга 85, поперечного рольганга 86 и перенаправляющих транспортеров 87 к участку 7 сушки залитых изделий. Участок 7 включает параллельные линии роликовых транспортеров 88, предназначенных для поочередной подачи форм 30 на распалубку, кантование и подачу готовых изделий, в данном случае панелей 90, к участку 6 на обработку. Формы 30 для изготовления изделий выполнены либо разъемными (не показано), либо открывающимися с боковой стороны (см. фиг.28), например, при помощи двери 91, установленной на петлях 92, и снабжены днищем 93 с открывающимися створками 94 (см. фиг.32). Устройство для открывания створок 94 включает шарнирно установленную ось 95 с поворотной ручкой 96. Ось 95 посредством рычагов 97 связана с тягами 98, предназначенными для открывания створок 94 днища 93.
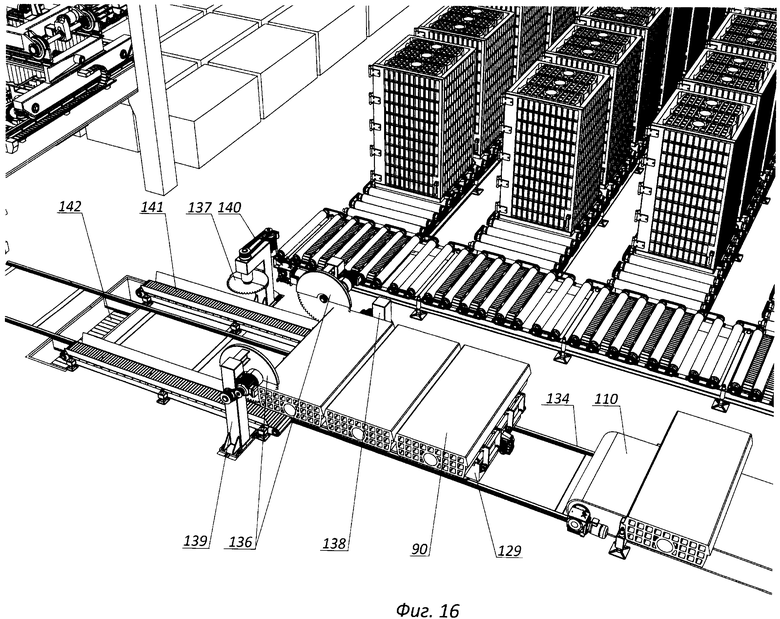
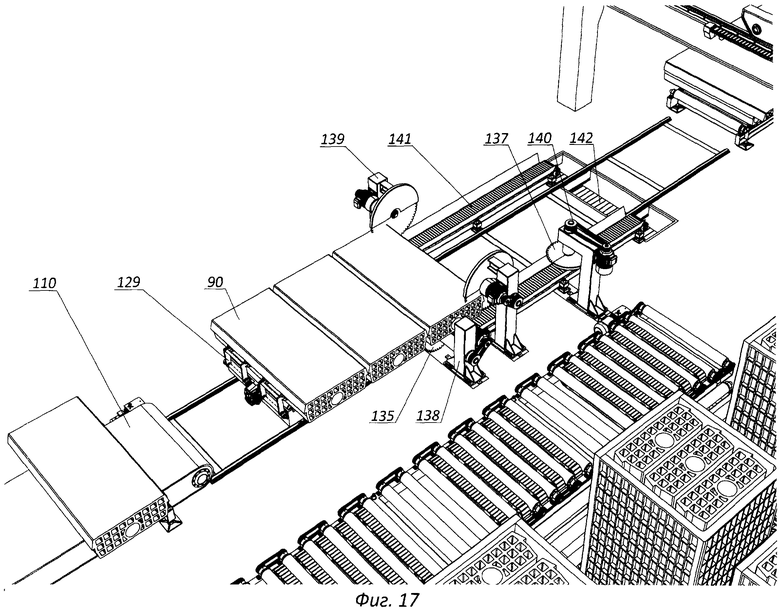
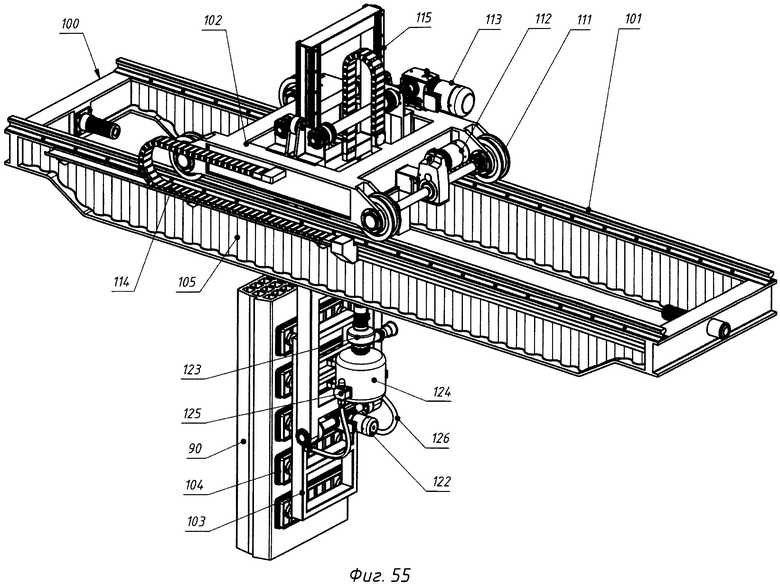
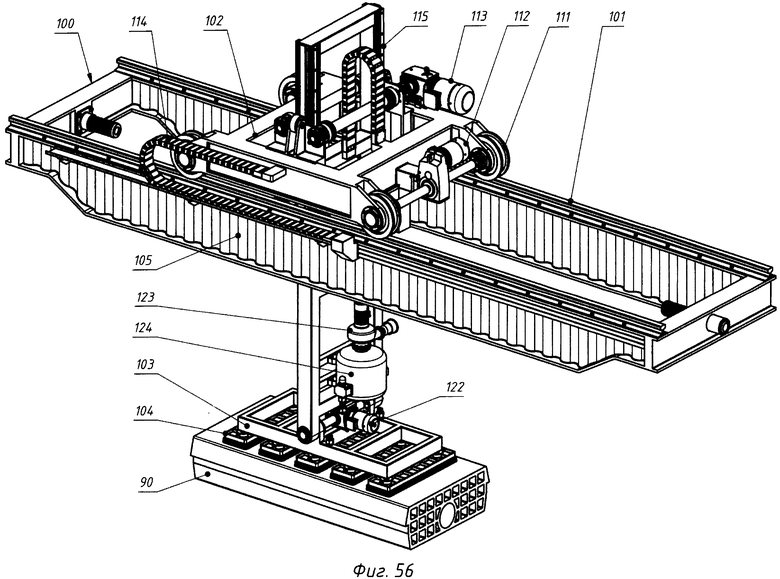
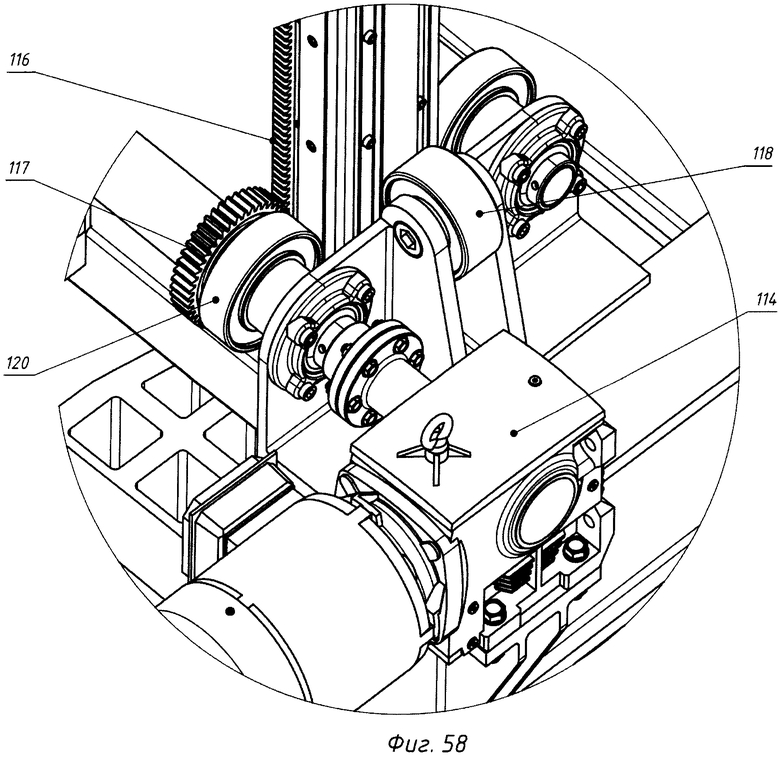
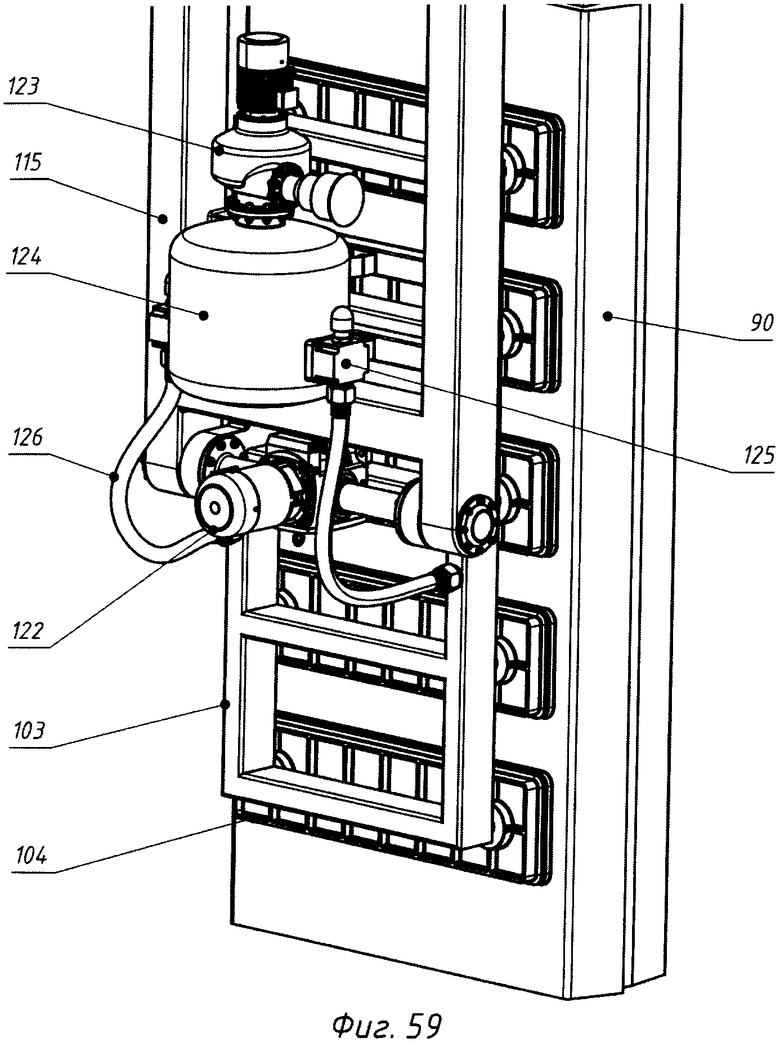
Механизм 100 кантования готовых изделий (см. фиг.55-59), например панелей 90, включает расположенную на парных рельсовых направляющих 101 каретку 102, связанную с поворотной траверсой 103, снабженной вакуумными присосками 104. Параллельно может быть установлено несколько механизмов 100 кантования панелей 90 в зависимости от производительности технологической линии. Парные рельсовые направляющие 101 закреплены на фермах 105, опирающихся на балки 106 с опорными колоннами 107. Параллельные линии роликовых транспортеров 88 участка 7 сушки изделий в формах 30 связаны с механизмами 100 кантования посредством рольганга 108 с перенаправляющими транспортерами 109, предназначенными для транспортировки форм с высушенными панелями 90 к механизму 100. Параллельно рольгангу 108 расположен конвейер 110 для панелей 90. Рольганг 108 и конвейер 110 расположены между опорными колоннами 107 в зоне действия траверс 103 с вакуумными присосками 104 (см. фиг.8-10). Каретка 102 снабжена колесами 111 с приводом 112 горизонтального перемещения по рельсовым направляющим 101, приводом 113 подъема траверсы 103, кабелеукладчиком 114 и рамой 115 траверсы 103. Рама 115 оснащена зубчатыми рейками 116 для взаимодействия с шестернями 117 привода 113. Боковые упорные ролики 118 взаимодействуют с накладками 119 рамы 115 и обеспечивают ее боковую устойчивость, а упорные ролики 120 взаимодействуют с накладками 121 и защищают раму 115 от фронтальных отклонений. В зоне установки траверсы 103 рама 115 снабжена приводом 122 поворота траверсы 103, вакуумным насосом 123 с ресивером 124, связанным через регуляторы 125 давления и вакуумные шланги 126 с вакуумными присосками 104.
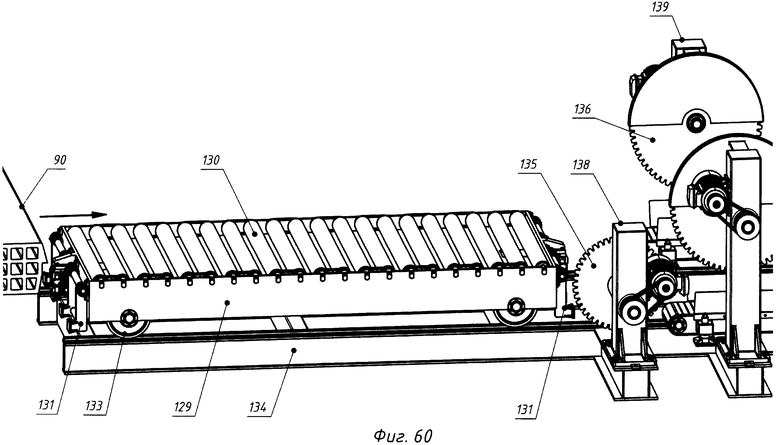
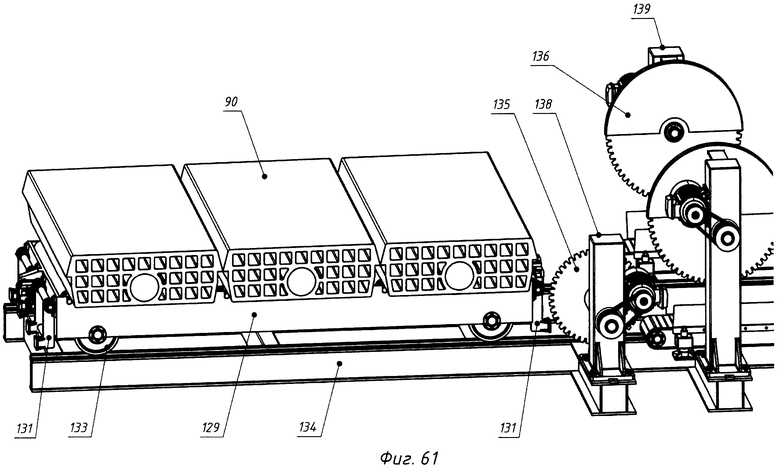
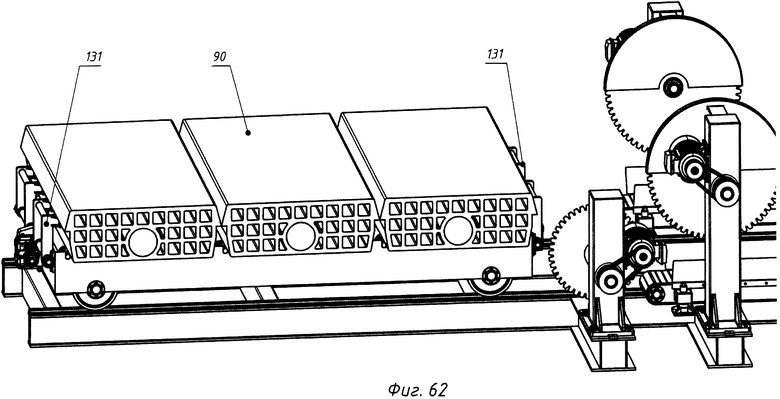
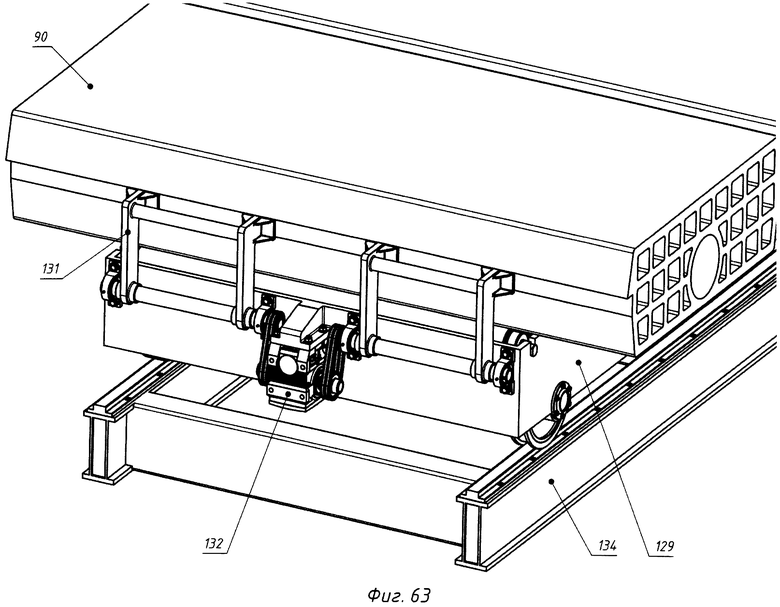
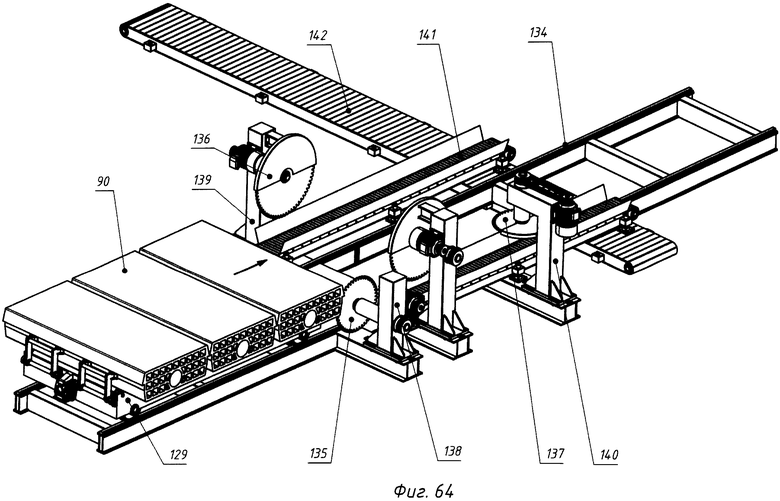
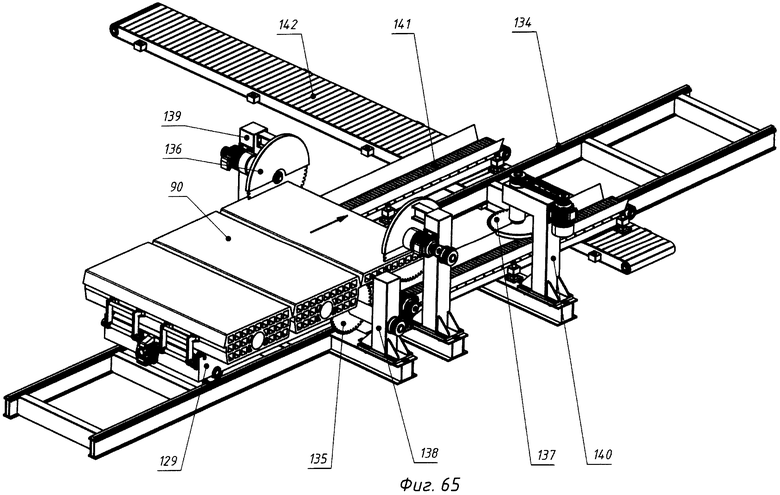
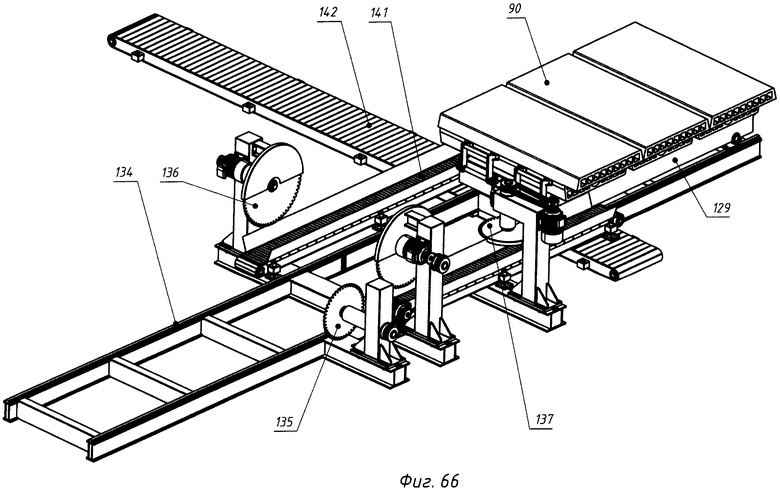
На фиг.16-17, 60-66 изображен участок 6 обработки изделий, предназначенный для обрезки изделий (панелей 90) и расположенный около выходного конца конвейера 110 панелей 90. Участок 6 включает тележку 129 с роликами 130 для перемещения панелей 90 и торцевыми зажимами 131 с приводами 132. Колеса 133 тележки 129 предназначены для перемещения вдоль рельсовой рамы 134 к нижней вертикальной пиле 135, торцевым пилам 136 и к горизонтальной пиле 137. Нижняя вертикальная пила 135 установлена на стойке 138. Парные торцевые пилы 136 установлены на парных стойках 139. Горизонтальная пила 137 установлена на стойке 140. В зоне обрезки панелей 90 расположены парные транспортеры 141 отходов, выходные концы которых установлены над поперечным конвейером 142 отходов обрезки.
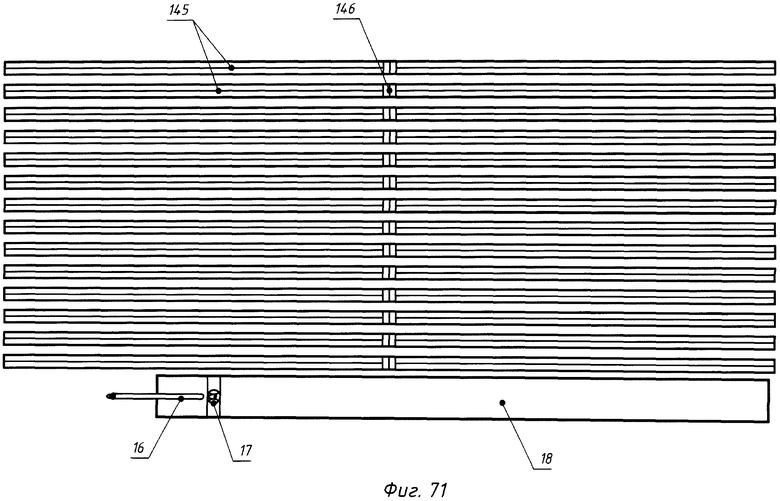
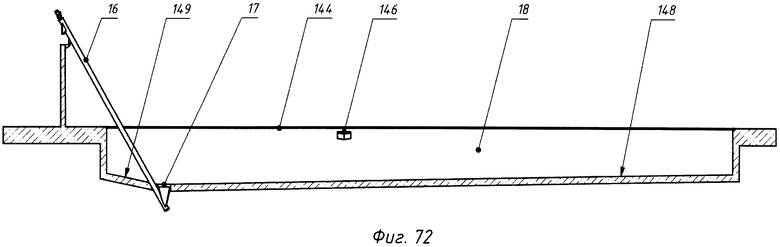
Участок смыва пульпы из готовых изделий (не показано) может находиться в зоне расположения решетчатого настила 144 (см. фиг.71), под которым расположена зона сбора пульпы, представляющая собой продольные лотки 145 и поперечный лоток 146, связанный с подземной емкостью - отстойником 18 (см. фиг.72) для отстаивания использованной пульпы, имеющим уклон 148 и уклон 149 для стекания пульпы к заборной воронке 17. К участку рециркуляции пульпы, включающему зону сбора и отстаивания использованной пульпы, относится система подачи пульпы к участку 5 формирования изделий, включающая шнековый транспортер 16, входной конец которого расположен в заборной воронке 17, а выходной конец связан с горизонтальным транспортером 19.
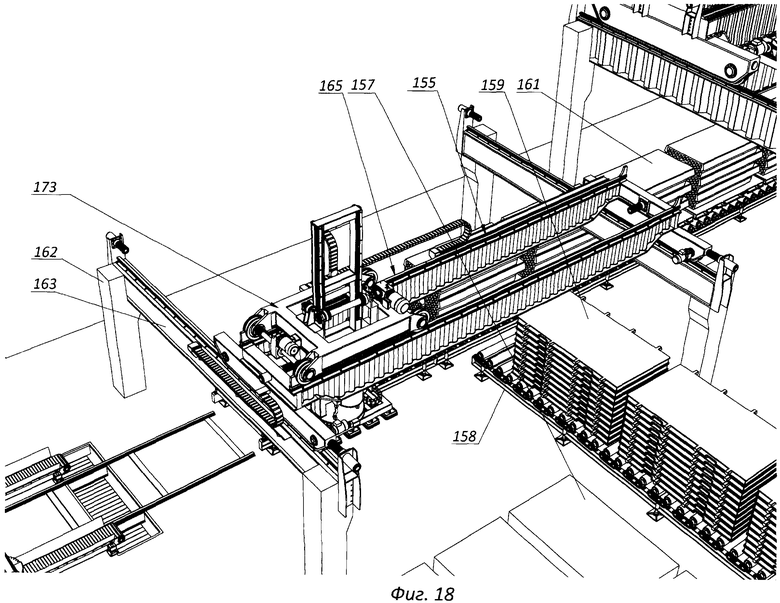
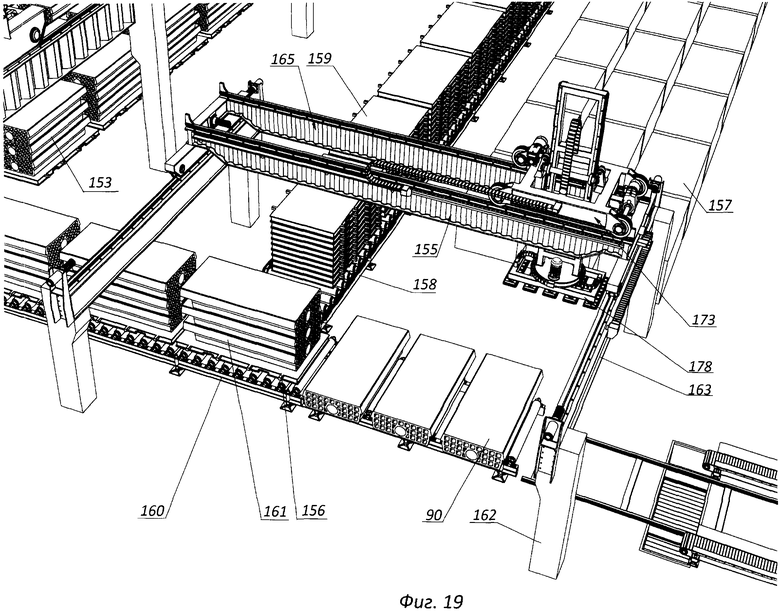
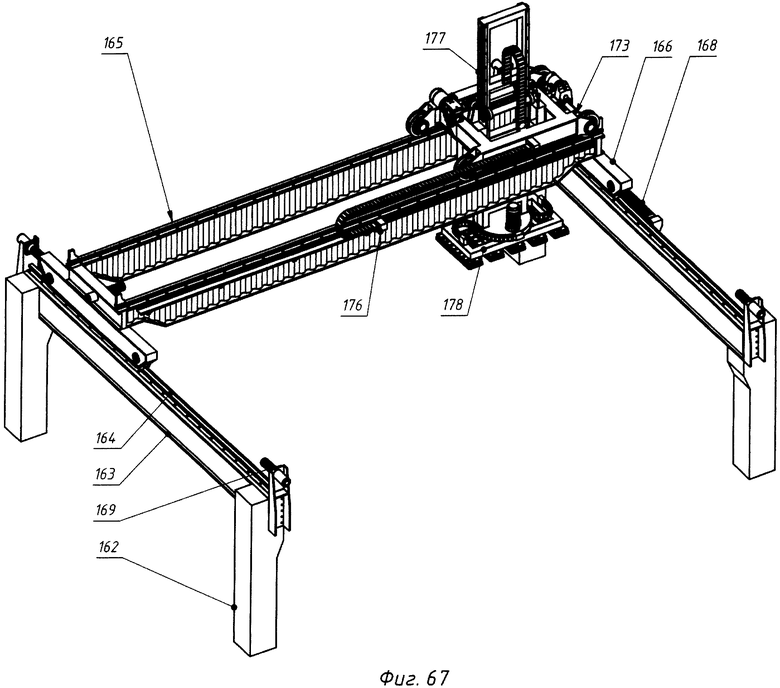
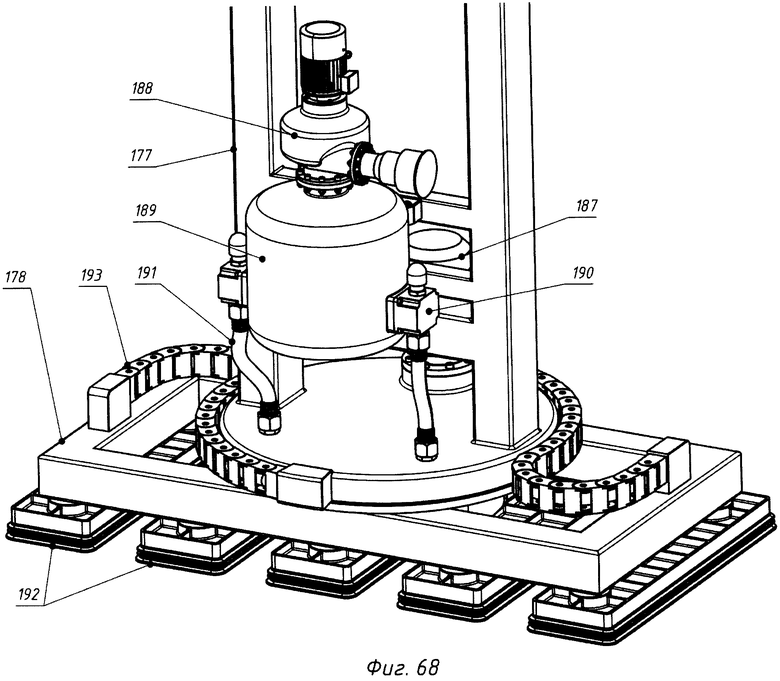
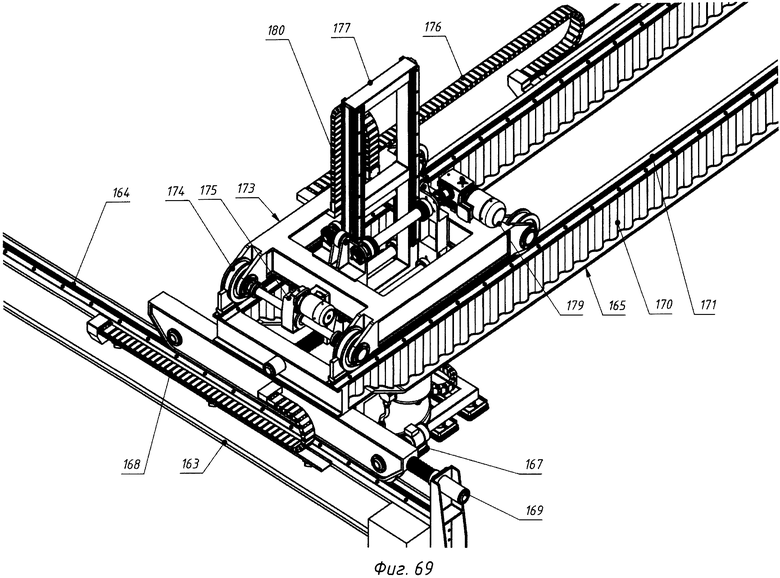
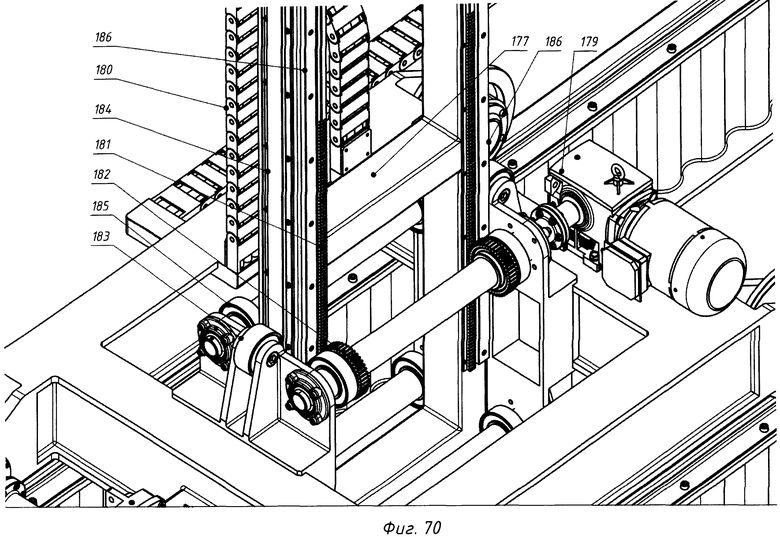
Для штабелирования готовых панелей 90 перед отправкой на склад 153 готовой продукции предназначен участок 154 (см. фиг.18 и 19), включающий мостовой кантователь 155 (см. фиг.67-70), предназначенный для укладки обрезанных панелей 90 в штабели на поддоны 156. Участок 154 включает склад 157 поддонов 156, рольганговый транспортер 158 для подачи штабелей 159 поддонов 156 к мостовому кантователю 155 и конвейер 160 для подачи штабелей 161 готовых панелей 90 на поддонах 156 к складу 153. Мостовой кантователь 155 включает установленные на опорных колоннах 162 балках 163 с рельсами 164 для горизонтального перемещения моста 165, имеющего ходовое устройство 166 с приводом 167 и кабелеукладчиком 168. В концевых зонах рельсов 164 установлены гидродемпферы 169. Мост 165 представляет собой конструкцию, выполненную в виде фермы 170 с рельсами 171 для перемещения каретки 173. Каретка 173 включает колеса 174 с приводом 175 и кабелеукладчиком 176, раму 177 траверсы 178 с приводом 179 подъема и кабелеукладчиком 180. Рама 177 оснащена зубчатыми рейками 181 для взаимодействия с шестернями 182 привода 179. Боковые упорные ролики 183 взаимодействуют с накладками 184 рамы 177 и обеспечивают ее боковую устойчивость, а упорные ролики 185 взаимодействуют с накладками 186 и защищают раму 177 от фронтальных отклонений. В зоне установки траверсы 178 рама 177 снабжена приводом 187 поворота траверсы 178, вакуумным насосом 188 с ресивером 189, связанным через регуляторы 190 давления и вакуумные шланги 191 с вакуумными присосками 192.
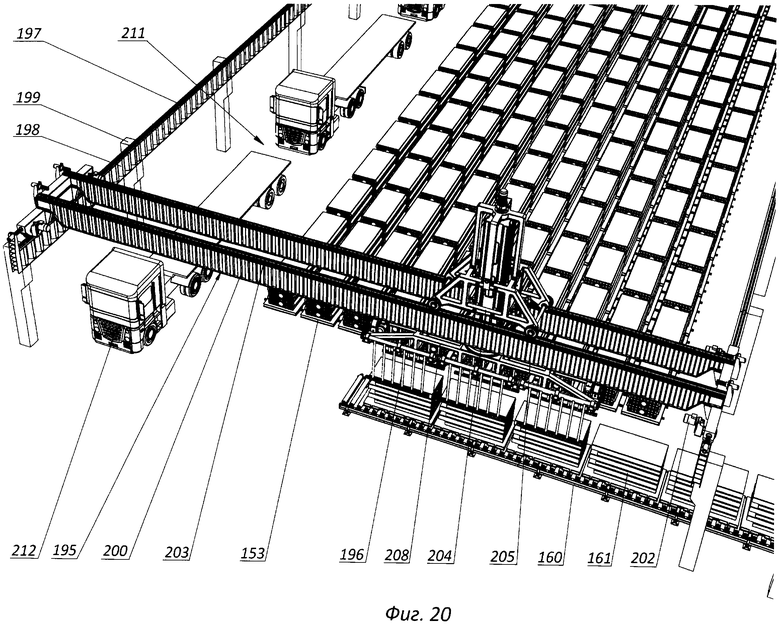
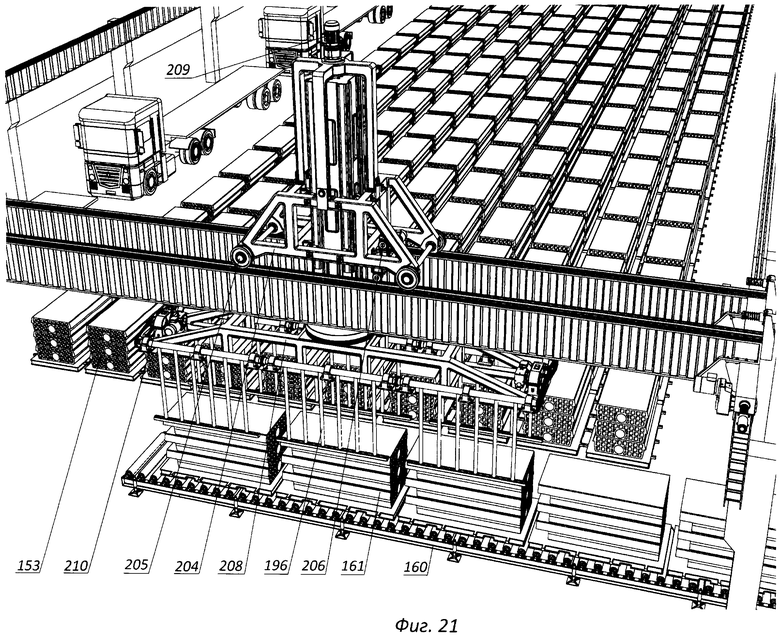
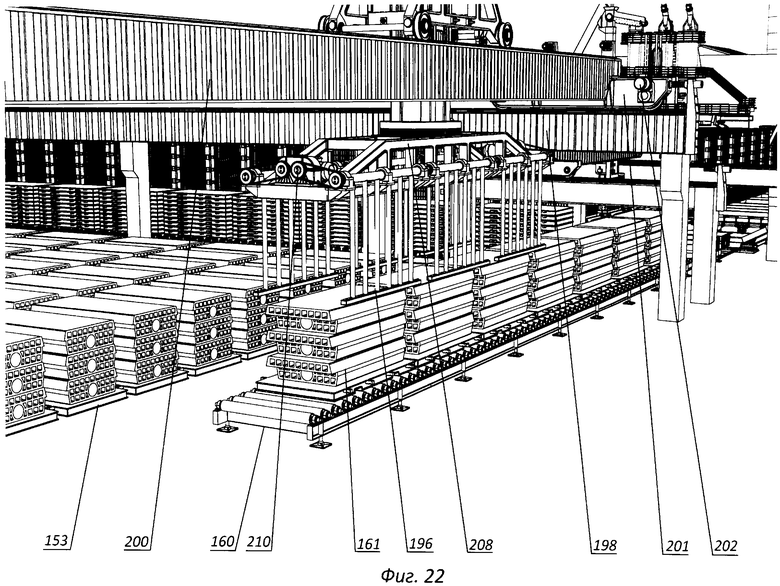
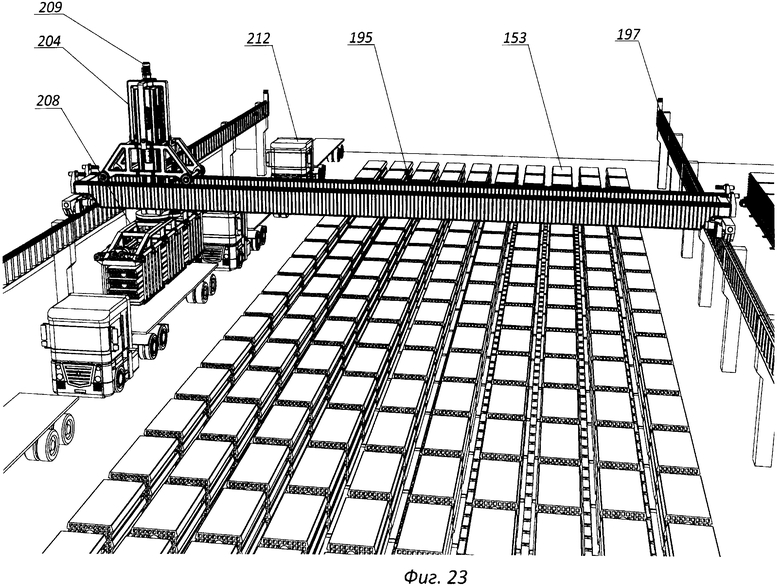
Выходной конец конвейера 160 для подачи штабелей 161 готовых панелей 90 на поддонах 156 к складу 153 расположен в зоне действия мостового крана 195 с захватами 196 (см. фиг.20-23). Подкрановые пути 197 мостового крана 195 закреплены на балках 198, установленных вдоль склада 153 с обеих его сторон на опорах 199. Мост 200 крана 195 имеет ходовое устройство 201 с приводом 202 вдоль путей 197. На мосту 200 расположены рельсы 203 для перемещения каретки 204 с колесами 205 и приводом 206 горизонтального перемещения вдоль рельсов 203. Траверса 208 захватов 196 расположена на каретке 204 с возможностью вертикального перемещения посредством привода 209. Привод 210 захватов 196 расположен на траверсе 208. Склад 153 имеет автомобильные пути 211, предназначенные для подачи автомобилей 212 под загрузку штабелей 161 готовых панелей 90 на поддонах 156 с помощью мостового крана 195 с захватами 196.
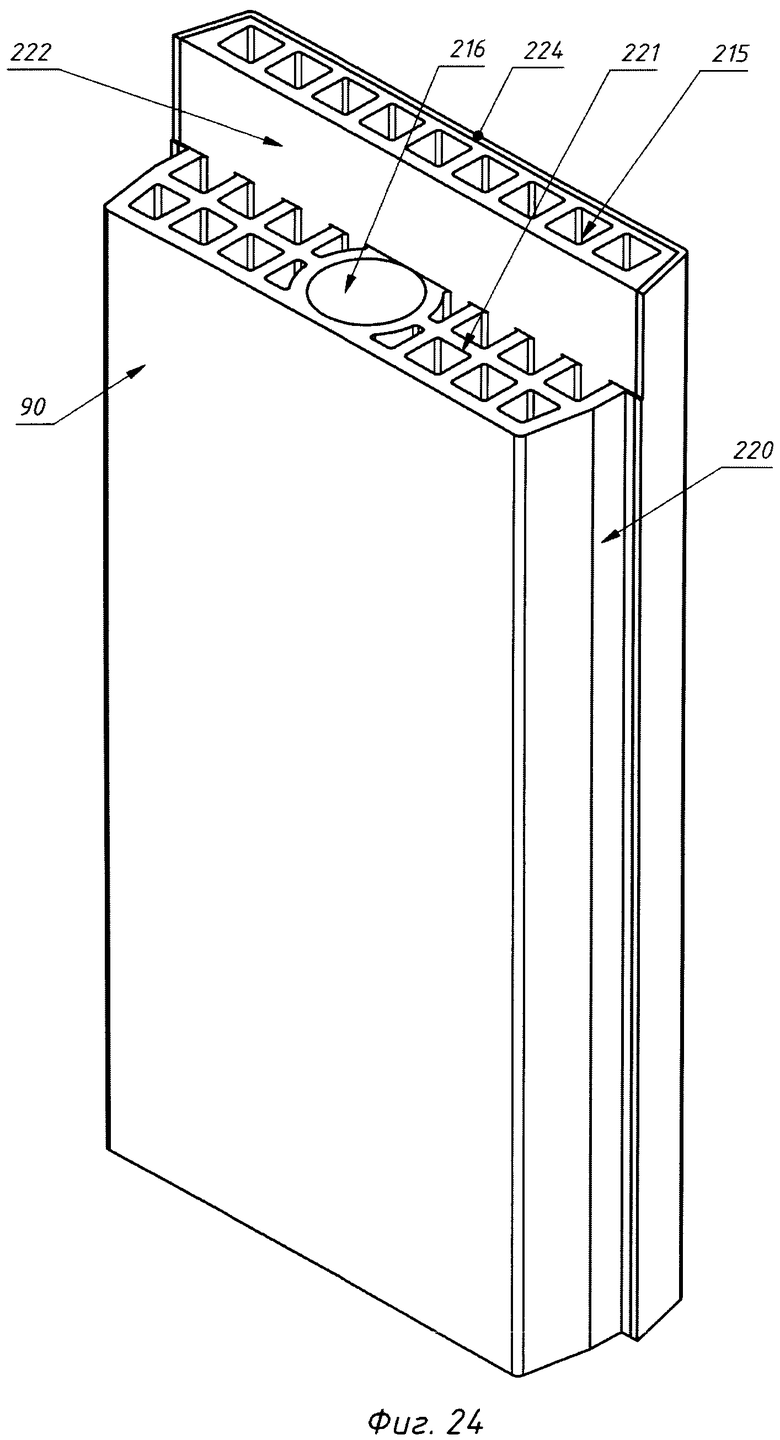
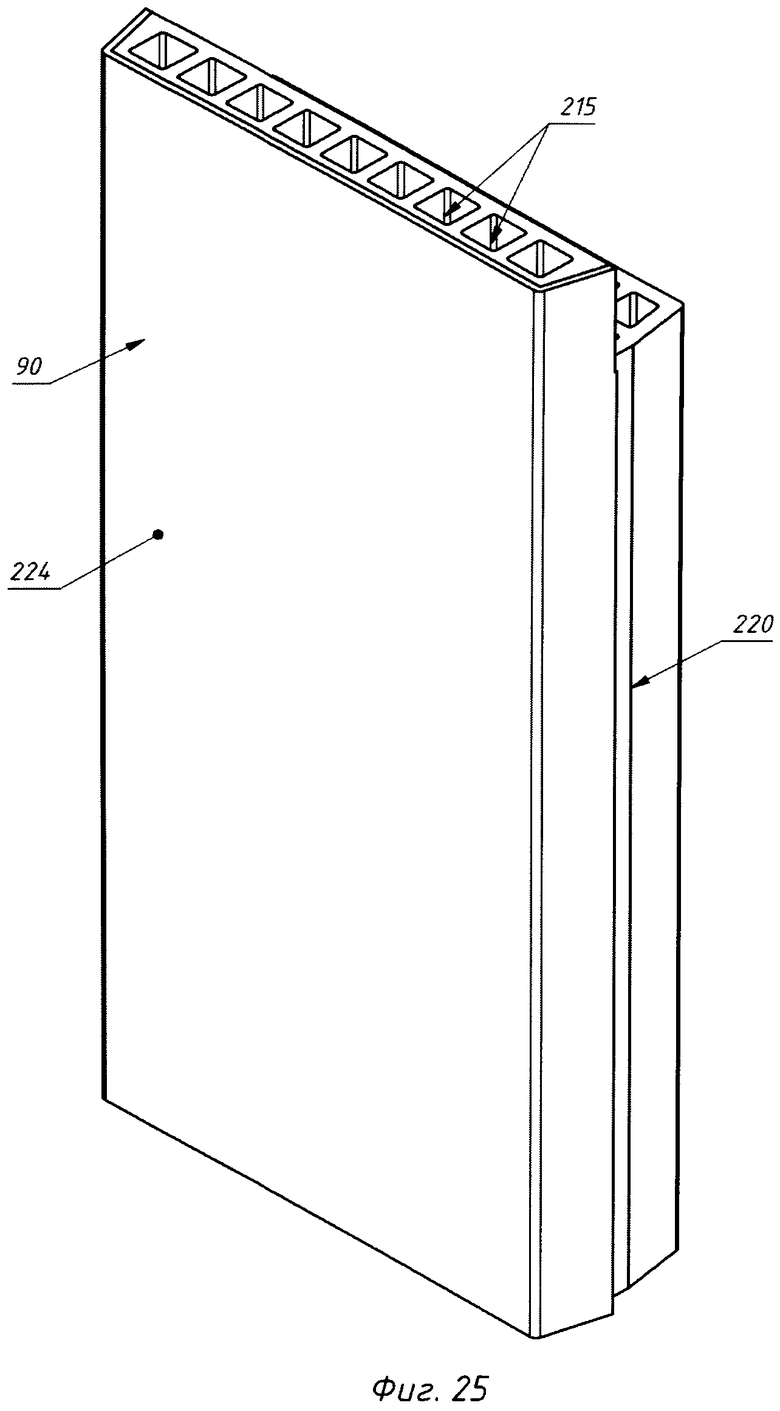
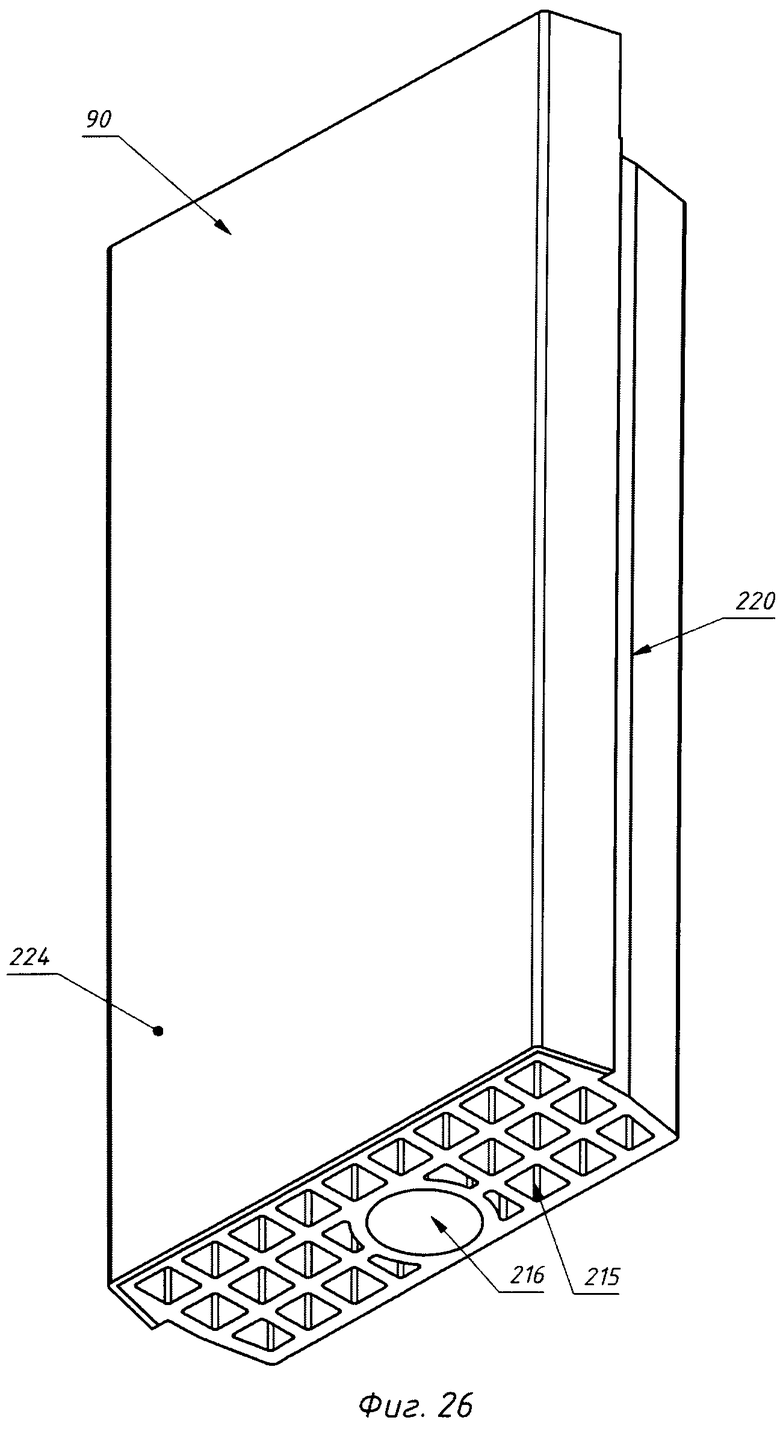
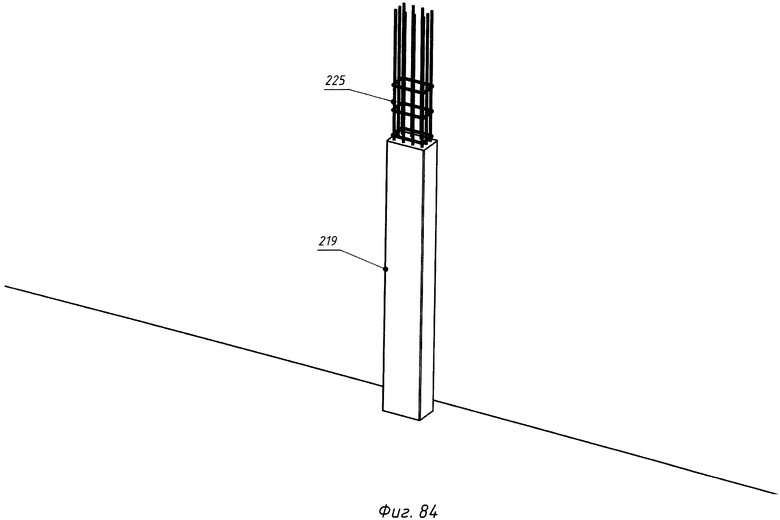
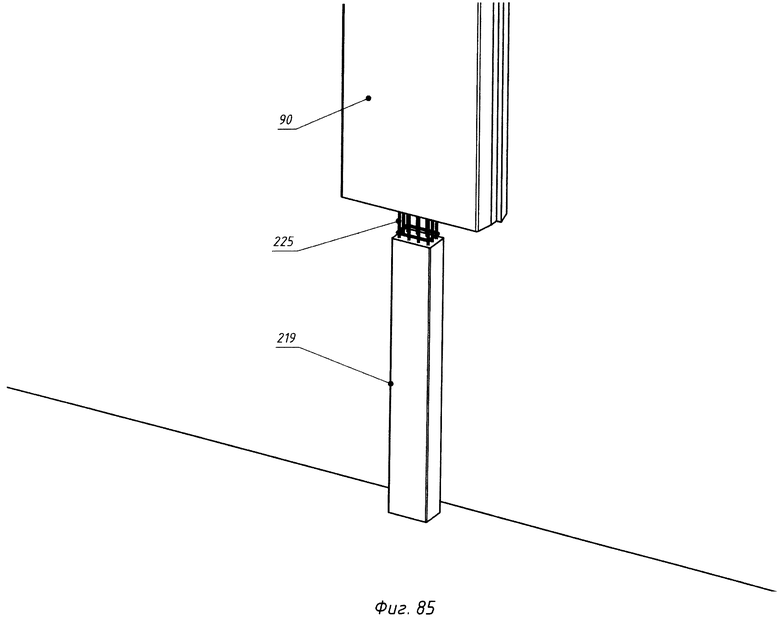
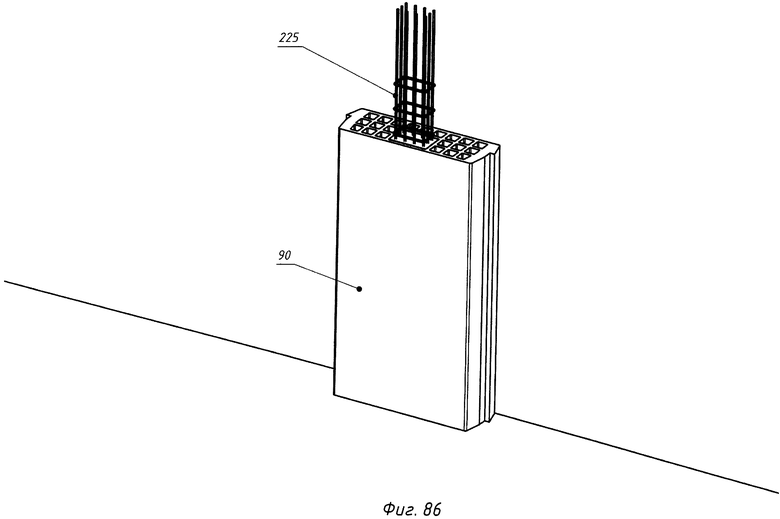
С помощью вышеописанной технологической линии, предназначенной для изготовления строительных изделий повышенной пустотности посредством объемной вертикальной формовки из разнородных смесей и включающей формы 30 с единой матрицей 32 и миксеры 55-57, можно изготавливать разные строительные изделия, например стеновые панели 90. Причем форма 30 с матрицей 32 предназначена для одновременного изготовления преимущественно трех панелей 90. На фиг.24-26 изображена стеновая панель 90, имеющая продольные пустоты 215, продольный канал 216, предназначенный либо для заливки бетонной колонны 217 монолитного каркаса здания (см. фиг.73-80), либо для размещения в нем готовой бетонной колонны 218 или 219 (см. фиг.81-86). Панель 90 изготавливают с использованием жидкой многокомпонентной бетонной смеси с добавлением легких наполнителей, таких как керамзит, пемза, вермикулит и других подобных наполнителей. Продольные пустоты 215 могут иметь разные размеры и разную форму в сечении. Эти параметры определяют исходя из условий эксплуатации и назначения панелей 90. Для повышения теплоизоляционных свойств панелей пустоты 215 можно заполнять любым утеплителем, т.е. материалами, обладающими повышенной теплостойкостью, как в заводских условиях, так и на строительной площадке. Канал 216 для заливки или размещения бетонной колонны 217, 218 или 219 монолитного каркаса здания может быть выполнен в сечении либо круглой, либо квадратной, либо прямоугольной формы. Каналы 216 могут быть расположены по краям панели 90 (не показано), а продольные пустоты 215 расположены между ними. Панель 90 имеет специальные упоры 220 на боковых стенках для формирования оконных проемов между панелями 90 при возведении здания. В верхней торцевой зоне панель 90 имеет опорную площадку 221, выполненную в виде ступени, вертикальная стенка 222 которой обращена к внутренней стороне изделия. Площадка 221 предназначена для формирования опоры перекрытия 223 при возведении здания. С наружной стороны панель 90 может иметь упрочненный слой 224, заливаемый при изготовлении панелей жидкой бетонной смесью с повышенным содержанием цемента, например высокомарочным бетоном. Упрочненный слой 224 могут выполнять декоративным с добавлением мраморной или гранитной крошки, белого цемента, красителей, пластификатора и других компонентов, определяющих внешний вид изделий.
Такая панель 90 обладает следующими свойствами: упрочненный слой 224 декоративного типа выполнен с прочной, погодоустойчивой поверхностью определенной расцветки и рисунка. Упрочненный слой 224 обеспечивает высокую прочность наружной поверхности панели 90. Теплоизоляционные свойства панели 90 повышенной пустотности обеспечивают функцию тепло- и шумоизоляции, а сама панель 90 является естественным ограничителем будущего монолитного каркаса здания, который образуют при заливке высокомарочным бетоном сквозных каналов 216 с вертикальной арматурой 225 во время возведения зданий.
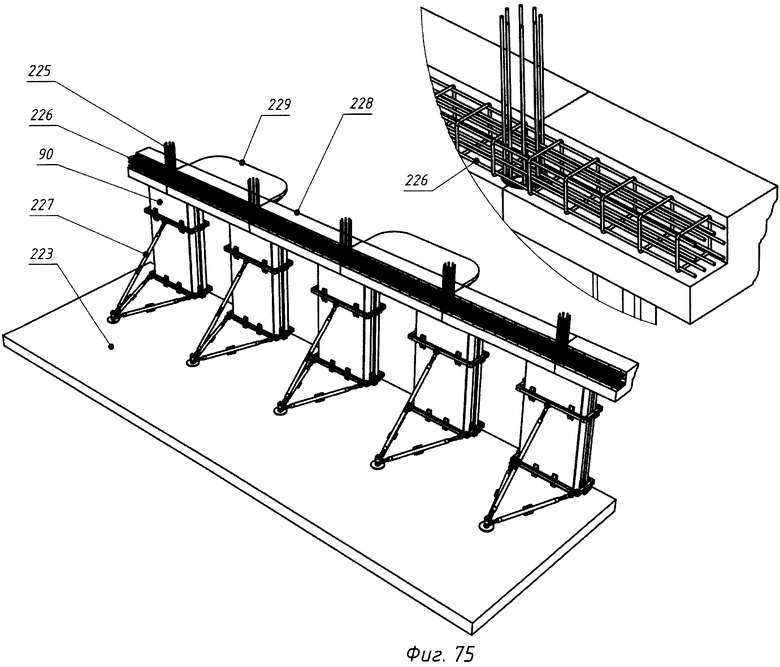
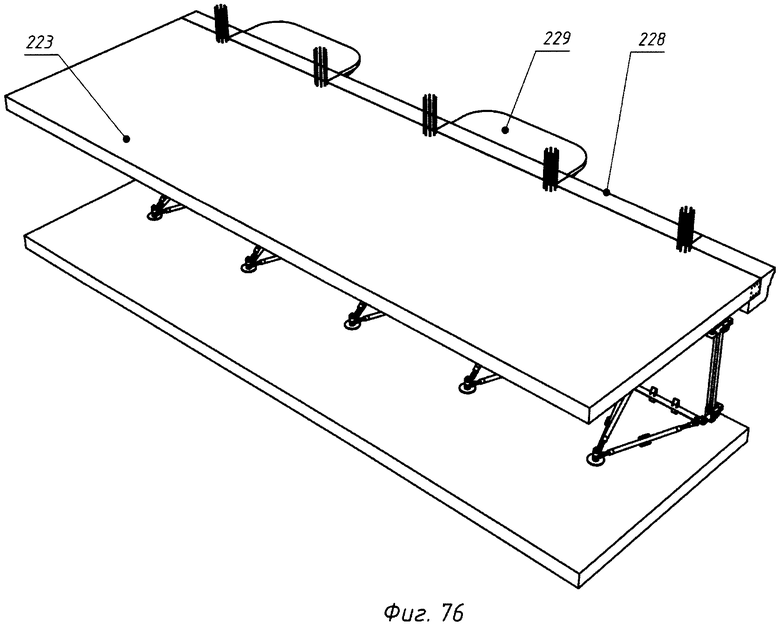
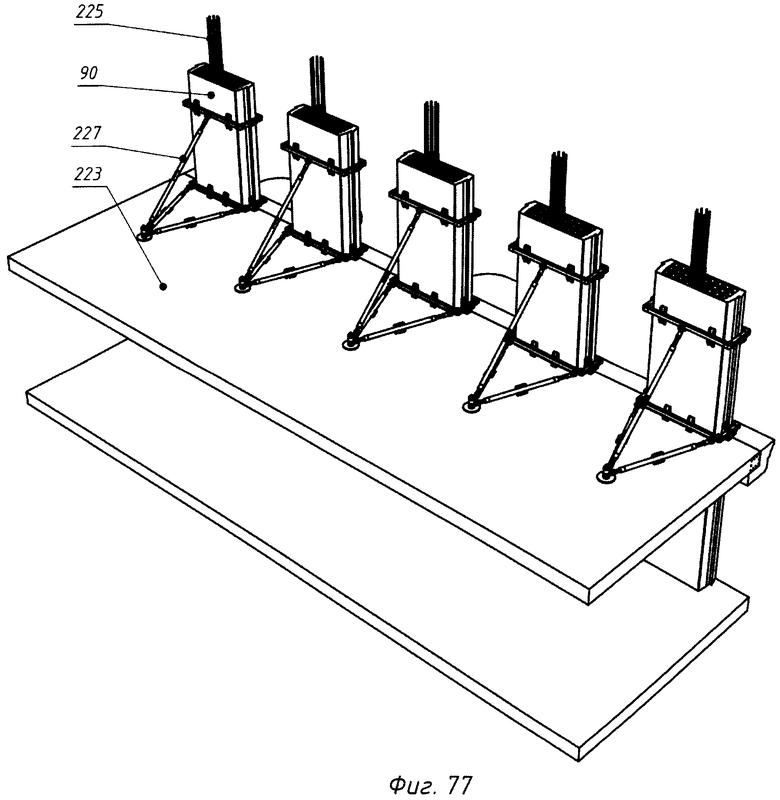
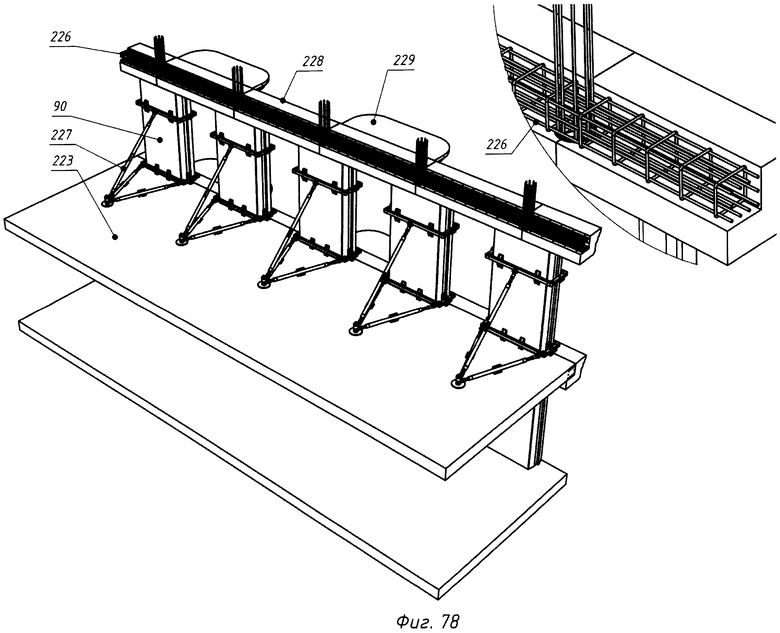
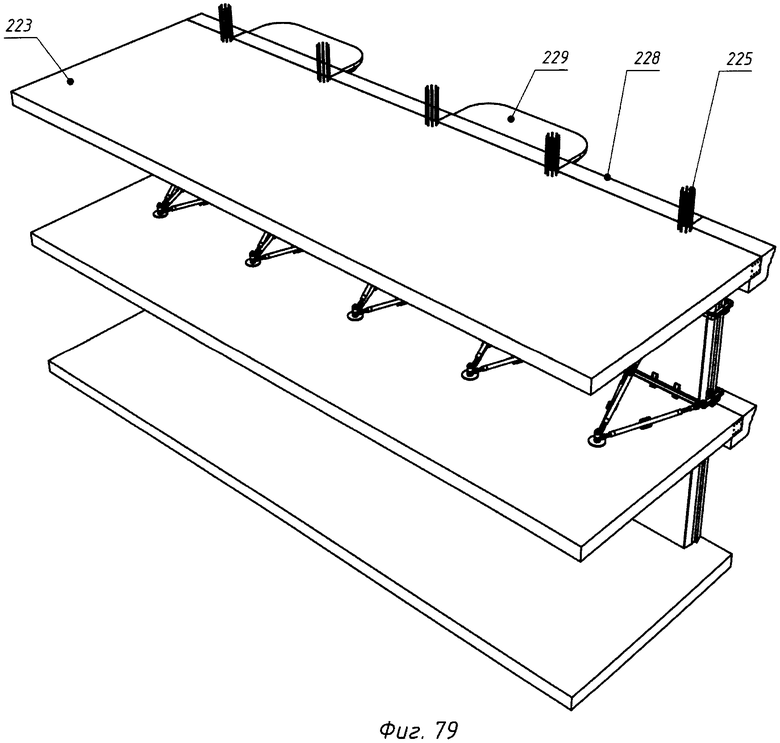
На фиг.75-86 показаны примеры возведения зданий с использованием стеновых панелей 90, вертикальной арматуры 225, ригельной арматуры 226 и крепежных конструкций 227, что позволяет формировать перекрытия 223, карнизы 228, балконы 229. На фиг.87-101 показаны примеры использования технологической линии для изготовления разных строительных изделий.
Скоростной способ изготовления строительных изделий повышенной пустотности с объемной вертикальной формовкой из разнородных смесей может быть реализован посредством использования вышеописанной технологической линии, что дает возможность получать стеновые панели, изображенные на фиг.24-26, а также ряд других строительных изделий, изображенных на фиг.87-101. Этот способ включает последовательную вертикальную подачу разнородных смесей в разные ячейки (полости 39, 40 и 41) разделенной перегородками 33 вертикально расположенной единой матрицы 32 формы 30 участка 5. Разнородные смеси готовят на участке 1 с помощью бетонно-смесительного узла 12. В полости 39 матрицы 32 подают жидкую многокомпонентную бетонную смесь, предназначенную для формирования панели 90, в полости 40 подают нейтральную бесцементную смесь в виде пульпы, предназначенную для формирования продольных пустот 215 и каналов 216 в панели 90, а в полости 41 подают жидкую многокомпонентную бетонную смесь с повышенным содержанием цемента, предназначенную для формирования наружного упрочненного слоя 224 панели 90. Все используемые в данном техническом решении смеси можно отнести к гетерогенным (многофазным, композитным), обладающим необходимыми для заданной цели свойствами: определенной консистенцией и вязкостью. Скоростную объемную вертикальную формовку строительных изделий в формах 30 обеспечивает поочередное использование лопастных миксеров 55, 56 и 57 со щелевыми шиберами 57, 58 и 59, которые производят принудительное скоростное продавливание жидких смесей, имеющих одинаковую объемную массу, лопатками 72 сверху вниз через отверстия щелевых шиберов 57, 58 и 59 с быстрым наполнением смесями одновременно трех формируемых панелей 90. Поскольку отверстия щелевого шибера 57 миксера 55 выполнены совпадающими с соответствующими ячейками (полостями 39) форм 30, образованными определенными перегородками 33 объемных матриц 32 с одновременным перекрытием других ячеек, то лопатки 72, продавливая жидкую многокомпонентную бетонную смесь через отверстия шибера 57, одновременно наполняют именно те ячейки (полости 39), в которых формируются сразу три панели 90. По такому же принципу пульпу продавливают через отверстия шиберов 59, формируя продольные пустоты 215 и каналы 216 в трех панелях 90 одновременно, а жидкую многокомпонентную бетонную смесь с повышенным содержанием цемента продавливают через отверстия шибера 60, формируя упрочненный слой 224 сразу в трех панелях 90. На все эти процедуры заполнения ячеек (полостей 39, 40 и 41) трех панелей 90 уходит не более 4-5 минут. Причем ячейки, предназначенные для образования продольных пустот 215 и каналов 216, заполняют нейтральной бесцементной смесью - пульпой временно (до высыхания панелей 90). После чего пульпу вымывают из панелей 90, освобождая пустоты 215 и каналы 216.
Особенностью данного способа является то, что после полного заполнения ячеек (полостей 39, 40 и 41) все смеси находятся в них в жидком (сметанообразном) состоянии. Именно в этот момент производят извлечение перегородок 33 единой матрицы 32 с помощью механизма 43. Причем матрица 32 благодаря вибромоторам 45 в это время совершает высокочастотные колебания, направленные вертикально. Такое постепенное извлечение матрицы 32 обеспечивает сохранение структуры залитых разнородными смесями панелей 90. Смеси между собой не смешиваются. А так как они имеют одинаковую объемную массу, то диффузия между ними практически исключена. С помощью вакуумирования форм 30 посредством вакуумного колпака 47 извлекают из всех смесей пузырьки воздуха, улучшая качество бетона. Затем панели 90 в формах 30 направляют на сушку к участку 7. Естественная (безтемпературная) сушка панелей 90 происходит за 2-3 суток, а при формовании панелей 90 из быстротвердеющего бетона они высушиваются за одни сутки.
Поскольку жидкую многокомпонентную бетонную смесь изготавливают с добавлением легких наполнителей, таких как керамзит, пемза, вермикулит и других подобных наполнителей, а пульпу также готовят с добавлением таких же легких наполнителей: керамзита, пемзы, вермикулита и других подобных наполнителей, то при этом добиваются, чтобы наполнитель пульпы соответствовал своей объемной массой наполнителю жидкой многокомпонентной бетонной смеси. За счет этого исключено вытеснение одной смесью другой, не может произойти всплытие легкого наполнителя вверх. Причем предпочтительно, чтобы наполнитель был и в той, и в другой смеси одинаковый, например керамзит. Используя для изготовления строительных изделий жидкий керамзитобетон и пульпу из глины с керамзитом, достигают максимального соответствия смесей по объемной массе. В этом случае возрастает качество изготовления изделий, значительно уменьшается вероятность смешивания залитых в формы 30 разнородных смесей при извлечении матрицы 32. А как следствие, возрастает гладкость всех поверхностей изделий после промывки пульпы.
Когда упрочненный слой 224 выполняют декоративным с добавлением мраморной или гранитной крошки, белого цемента, красителей, пластификатора и других компонентов, определяющих внешний вид изделий (не показано), то стеновые панели 90 не требуют дополнительной отделки при возведении зданий. Из таких панелей 90 строят здания с декоративной внешней отделкой, имеющей погодоустойчивую поверхность определенной расцветки с красивой структурой и чертежом.
В случае, когда нет необходимости формировать с наружной стороны панелей 90 упрочненный слой 224, используют матрицу 32 без полостей 41 (не показано), а миксер 57 не используют совсем. Такой вариант изготовления панелей 90 дает возможность еще больше ускорить и упростить технологию получения прочных, легких, теплостойких и дешевых строительных изделий.
Промывание пульпы из форм 30 после высыхания бетонных смесей производят в зоне расположения отстойника 18. Перед смывом пульпы открывают створки 94 днища 93 формы 30, обеспечивая свободное прохождение размытой струей воды пульпы через образовавшиеся отверстия в днище 93. Смытая из форм 30 пульпа вместе с наполнителем по лоткам 145 и 146 стекает в отстойник 18, где происходит ее расслоение: пульпа вместе с наполнителем оседает внизу, а вода остается в верхних слоях и либо стекает естественным образом в специальный резервуар (не показано) с последующей рециркуляцией на смыв пульпы из следующих форм 30, либо насосом (не показано) подается на рециркуляцию. Отстоянная пульпа с наполнителем по уклонам 148 и 149 отстойника 18 постепенно смещается в сторону заборной воронки 17, где шнековый транспортер 16 ее захватывает и подает на рециркуляцию. Такая технология рециркуляции пульпы и воды дает возможность использовать их многократно, что делает процесс использования пульпы очень экономичным.
С помощью механизма 100 кантования панелей 90 (см. фиг.55-59), включающего вакуумные присоски 104, вынимают готовые панели 90 из предварительно открытых форм 30 и поочередно укладывают их на конвейер 110 (см. фиг.8, 9 и 10) для транспортировки к участку 6 на обрезку.
Строительные изделия изготавливают с запасом по длине, например, стеновые панели 90 делают с запасом около 3 сантиметров с обеих торцевых сторон. После окончательной сушки панели 90 обрезают по торцам с обеих сторон на участке 6 с помощью пил 136 (см. фиг.16 и 17). Пилу 135 используют для формирования опорной площадки 221 панели 90, а пила 137 предназначена для формирования вертикальной стенки 222 опорной площадки 221. Готовая обрезанная панель 90 представляет собой изделие, полностью готовое к установке при возведении здания. Боковые упоры 220 дают возможность устанавливать в них оконные проемы после размещения панелей 90 на строительной площадке (не показано).
На участке 154 обрезанные панели 90 с помощью вакуумных присосок 192 мостового кантователя 155 (см. фиг.18 и 19) укладывают в штабели 161 на поддоны 156, а затем подают к складу 153. На складе 153 захватами 196 мостового крана 195 перемещают штабели 161 панелей 90 на хранение, а по мере необходимости отгружают готовую продукцию на автомобили 212 (см. фиг.20-23).
Важным элементом работы технологической линии по изготовлению строительных изделий, например панелей 90, является ритм ее работы, заключающийся в синхронизации перемещения форм 30, единой матрицы 32, миксеров 55, 56 и 57, панелей 90, поддонов 156 и всех транспортирующих и кантующих устройств по ходу технологического процесса. Такая синхронизация дает возможность значительного увеличения производительности технологической линии, исключает простаивание ее основных механизмов.
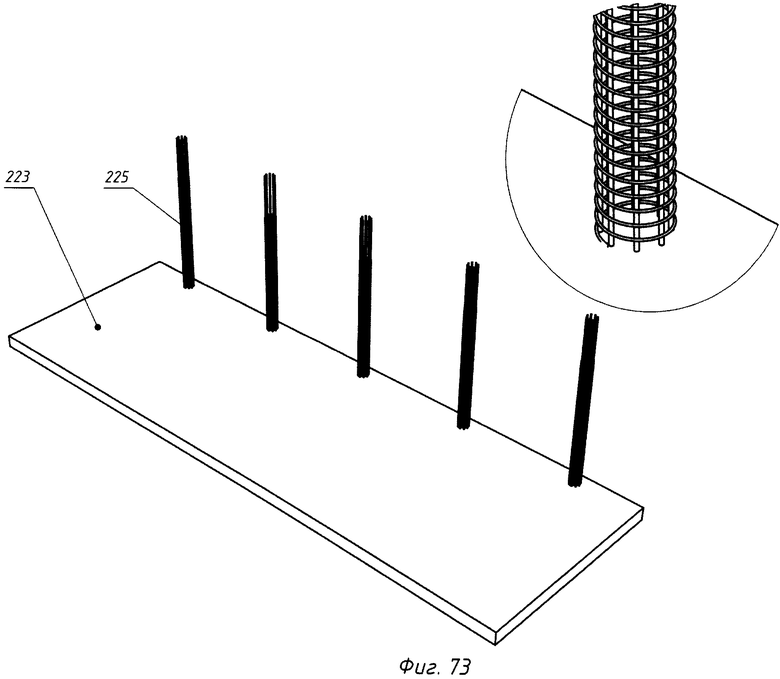
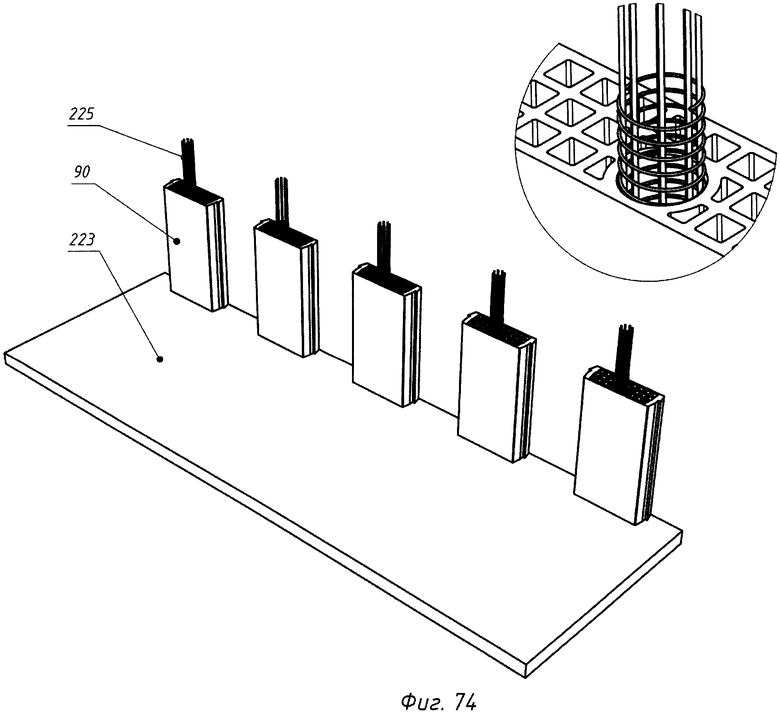
Изображенные на фиг.75-86 примеры возведения монолитно-каркасных зданий с использованием стеновых панелей 90 отражают процесс строительства и различные достоинства изготовленных с помощью данного технического решения строительных изделий. При возведении подобных зданий предусматривается формирование фундамента с закладными элементами (на чертеже не показано) для вертикальной установки арматуры 225 под каналы 216 панелей 90 и крепежными упорами (на чертеже не показано) для крепления опор панелей 90. Панели 90, имеющие высоту этажа формируемого дома, с помощью крана опускают вертикально на закладные элементы фундамента таким образом, чтобы они попадали в продольные каналы 216. Расстояния между панелями обусловлены размерами будущих окон. При этом панели 90 располагают упрочненным слоем 224 наружу и выставляют вертикально с помощью крепежной конструкции 227. Вертикальные размеры арматуры 225 превышают вертикальные габариты панели 90 для того, чтобы свободные концы арматуры 225 служили направляющими для установки панелей 90 последующего этажа, а также для связки с арматурой 225 последующего этажа. Продольные каналы 216, с арматурой 225 заливают высокомарочным бетоном, формируя прочный железобетонный каркас здания.
После установки панелей 90 первого этажа здания на опорные площадки 221 панелей 90 опускают ригельную арматуру 226, заливают перекрытие 223 этажа и крепят карнизы 228 и балконы 229. При заливке перекрытий 223 между этажами жестко фиксируют между собой все элементы строения: панели 90, арматуру 225 и 226, карнизы 228, завершая формирование прочного железобетонного каркаса здания. Панели 90 на последующих этажах выставляют, фиксируют и заливают так же, как на первом этаже. Боковые упоры 220 панелей 90 предназначены для установки окон (не показано). В зависимости от дизайна здания используют разную конструкцию сборных окон, состоящую из нескольких элементов, закладываемых в проемы между панелями 90 с последующей герметизацией стыков. Внутренняя и внешняя поверхности стен, представляющих собой изготовленные в заводских условиях гладкие панели 90, не требуют дополнительной отделки и штукатурки.
Благодаря вышеперечисленным свойствам такого способа можно варьировать внешним видом здания, количеством этажей, расположением и выполнением окон, а также внутренней планировкой, сохраняя достоинства монолитно-каркасной технологии при использовании панелей 90 заводского изготовления. Данное изобретение позволяет не только увеличить прочность каркасно-монолитной конструкции здания, поскольку все его вертикальные и горизонтальные элементы жестко связаны между собой железобетонными элементами, возвести здание, имеющее декоративный вид, не требующее утепления и шумоизоляции, а также дополнительных внутренних и наружных отделочных работ, но и значительно уменьшить вес и удешевить изготовление панелей 90 и других строительных изделий за счет использования повышенной пустотности. Все этапы транспортировки облегченных пустотных панелей 90 от участка 7 сушки на технологической линии до строительной площадки с их установкой на перекрытия 223 значительно упрощаются, т.к. перемещение таких легких строительных изделий не требует повышенных энергозатрат и позволяет повысить безопасность их кантования.
Таким образом, технический результат, достигаемый с использованием заявленного изобретения, заключается в увеличении производительности технологической линии по изготовлению строительных изделий повышенной пустотности, например стеновых панелей, повышении скорости и качества вертикальной формовки строительных изделий из разнородных смесей, облегчении изготовления, кантования и транспортировки изделий.



Изобретение относится к области строительства, в частности к высокопроизводительным способам изготовления строительных изделий, например панелей, повышенной пустотности с использованием разнородных смесей и образованием продольных внутренних каналов, а также к оборудованию для их производства. В скоростном способе изготовления строительных изделий повышенной пустотности производят объемную вертикальную формовку строительных изделий при раздельном принудительном заполнении ячеек разнородными смесями с поочередным использованием лопастных миксеров со щелевыми шиберами. Заполняют одни ячейки форм с перегородками и перекрывают другие ячейки. Причем ячейки, предназначенные для образования продольных пустот, временно заполняют нейтральной бесцементной смесью в виде пульпы, а ячейки, предназначенные для формирования изделий, заполняют жидкой многокомпонентной бетонной смесью. Во время извлечения перегородок из формы придают им высокочастотные колебания, направленные вертикально, и после сушки изделий из них вымывают пульпу. Строительные изделия, такие как стеновые панели, полученные с использованием данного способа, имеют продольные пустоты и не менее чем один канал, предназначенный для формирования бетонной колонны монолитного каркаса здания, и выполнены с упорами на боковых стенках для установки оконных проемов. Также раскрыта технологическая линия для изготовления строительных изделий повышенной пустотности. Техническим результатом является увеличение производительности технологической линии, повышение скорости и качества вертикальной формовки строительных изделий из разнородных смесей, облегчение изготовления, кантования и транспортировку изделий. 3 н. и 24 з.п. ф-лы, 101 ил.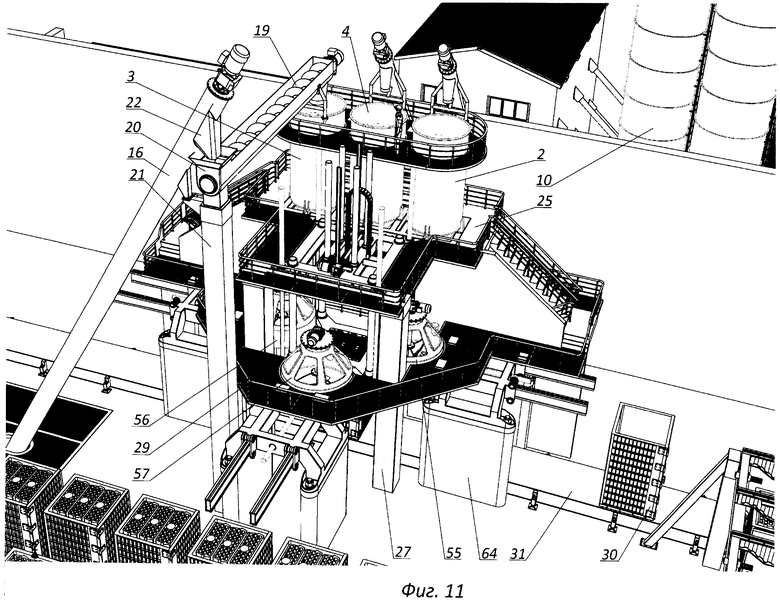
1. Скоростной способ изготовления строительных изделий повышенной пустотности с объемной вертикальной формовкой из разнородных смесей, включающий последовательную подачу разнородных смесей в разные ячейки разделенной перегородками формы для изготовления изделий, изготовление строительных изделий путем заполнения части ячеек многокомпонентной бетонной смесью и заполнение оставшихся ячеек нейтральной бесцементной смесью, извлечение перегородок, образование продольных пустот и сушку изделий, отличающийся тем, что производят объемную вертикальную формовку строительных изделий при раздельном заполнении ячеек разнородными смесями с поочередным использованием лопастных миксеров со щелевыми шиберами, при этом отверстия щелевого шибера одного миксера выполняют совпадающими с соответствующими ячейками форм с перегородками и перекрытием других ячеек, а отверстия щелевого шибера другого миксера выполняют совпадающими с другими ячейками форм с перегородками, причем ячейки, предназначенные для образования продольных пустот, временно заполняют нейтральной бесцементной смесью в виде пульпы, а ячейки, предназначенные для формирования изделий, заполняют жидкой многокомпонентной бетонной смесью, причем заполнение всех ячеек производят принудительно путем продавливания многокомпонентной бетонной смеси или пульпы через отверстия щелевых шиберов соответствующих миксеров, а во время извлечения перегородок из формы придают им высокочастотные колебания, направленные вертикально, причем после сушки изделий из них вымывают пульпу.
2. Способ по п.1, отличающийся тем, что жидкую многокомпонентную бетонную смесь изготавливают с добавлением легких наполнителей, таких как керамзит, пемза, вермикулит и других.
3. Способ по п.1, отличающийся тем, что пульпу готовят из мелкодисперсных материалов, близких по объемной массе к цементному раствору, таких как глина, суглинок, переработанный гипс, торф, чернозем и других.
4. Способ по п.1, отличающийся тем, что пульпу готовят с добавлением легких наполнителей, таких как керамзит, пемза, вермикулит и других, таким образом, чтобы наполнитель пульпы соответствовал своей объемной массой наполнителю жидкой многокомпонентной бетонной смеси для исключения вытеснения одной смесью другой и всплытия более легкого наполнителя.
5. Способ по п.1, отличающийся тем, что в изделиях образуют не менее чем один продольный канал, причем эти каналы предназначены для последующих либо формирования путем заливки в них несущих бетонных колонн монолитного каркаса здания, либо размещения в них заранее изготовленных на этаже несущих бетонных колонн монолитного каркаса здания.
6. Способ по п.1, отличающийся тем, что формируют двухслойное изделие с использованием третьего лопастного миксера со щелевым шибером для изготовления наружного упрочненного слоя, при этом предназначенные для формирования упрочненного слоя ячейки заполняют жидкой многокомпонентной бетонной смесью с повышенным содержанием цемента.
7. Способ по п.1, отличающийся тем, что упрочненный слой выполняют декоративным, например, с добавлением мраморной или гранитной крошки, белого цемента, красителей, пластификатора и других компонентов, определяющих внешний вид изделий.
8. Способ по п.1, отличающийся тем, что производят безтемпературную сушку изделий.
9. Способ по п.1, отличающийся тем, что одновременно в одной форме формуют несколько строительных изделий, например стеновые панели.
10. Способ по п.1, отличающийся тем, что после заполнения ячеек производят вакуумирование строительного изделия для удаления воздушных пузырьков.
11. Способ по п.1, отличающийся тем, что использованную пульпу направляют на рециркуляцию.
12. Способ по п.1, отличающийся тем, что изделия изготавливают с запасом по длине и после окончательной сушки обрезают с обеих сторон.
13. Способ по пп.10, 13, отличающийся тем, что с внутренней стороны изделия в его торцевой зоне формируют опорную площадку в виде ступени на всю ширину изделия.
14. Строительное изделие повышенной пустотности, выполненное в виде стеновой панели, включающее продольные пустоты, отличающееся тем, что оно снабжено не менее чем одним каналом, предназначенным либо для заливки бетонной колонны монолитного каркаса здания, либо для размещения в нем готовой бетонной колонны, и выполнено с упорами на боковых стенках для формирования оконных проемов.
15. Изделие по п.14, отличающееся тем, что оно снабжено опорной площадкой в торцевой зоне, выполненной в виде ступени, обращенной к внутренней стороне изделия, предназначенной для формирования перекрытия здания.
16. Изделие по п.14, отличающееся тем, что канал для заливки или размещения бетонной колонны монолитного каркаса здания выполнен в сечении либо круглой, либо квадратной, либо прямоугольной формы.
17. Изделие по п.14, отличающееся тем, что каналы для заливки или размещения бетонных колонн монолитного каркаса здания расположены по краям панели, а продольные пустоты расположены между ними.
18. Изделие по п.14, отличающееся тем, что оно снабжено наружным упрочненным слоем.
19. Технологическая линия для изготовления строительных изделий повышенной пустотности с объемной вертикальной формовкой из разнородных смесей, содержащая участок подготовки смесей, связанный с бункерами для разнородных смесей участка формирования изделий, включающий расположенные на подающем устройстве формы для изготовления изделий, подвижные в горизонтальном направлении питатели, связанные с бункерами, и механизм вертикального перемещения перегородок, участок обработки изделий, участок сушки изделий и транспортирующие устройства, отличающаяся тем, что питатели участка формирования изделий снабжены лопастными миксерами со щелевыми шиберами, предназначенные для объемной вертикальной формовки строительных изделий, причем отверстия щелевого шибера одного из миксеров выполнены совпадающими с соответствующими ячейками форм с перегородками и перекрытием других ячеек, а отверстия щелевого шибера другого миксера выполнены совпадающими с другими ячейками форм с перегородками, при этом перегородки связаны в единую матрицу, а механизм вертикального перемещения матрицы дополнительно снабжен высокочастотными вибраторами с вертикальными возвратно-поступательными колебаниями.
20. Линия по п.19, отличающаяся тем, что лопастные миксеры снабжены оппозитно расположенными горизонтальными направляющими, при этом каждый миксер выполнен с заливной горловиной, а один из питателей связан с бункером многокомпонентной бетонной смеси посредством шнекового транспортера, причем разгрузочный конец этого шнекового транспортера расположен над зоной рабочего положения заливной горловины миксера, предназначенного для заливки многокомпонентной бетонной смеси, при этом питатель другого миксера шнековым транспортером связан с системой подачи пульпы, а разгрузочный конец этого шнекового транспортера расположен над зоной рабочего положения заливной горловины соответствующего миксера.
21. Линия по п.19, отличающаяся тем, что участок формирования строительных изделий снабжен дополнительным лопастным миксером, предназначенным для формирования упрочненного слоя, с дополнительными горизонтальными направляющими, расположенными перпендикулярно к основным направляющим, при этом питатель снабжен дополнительным шнековым транспортером, разгрузочный конец которого расположен в рабочей зоне заливной горловины дополнительного миксера.
22. Линия по п.19, отличающаяся тем, что единая матрица с перегородками и щелевые шиберы лопастных миксеров выполнены с возможностью формирования нескольких изделий одновременно.
23. Линия по п.19, отличающаяся тем, что она снабжена участком обрезки готовых изделий.
24. Линия по п.19, отличающаяся тем, что она снабжена участком смыва пульпы из строительных изделий после их сушки и участком рециркуляции пульпы, включающим зону сбора и отстаивания использованной пульпы, связанным с системой подачи пульпы к участку формирования изделий.
25. Линия по п.19, отличающаяся тем, что она снабжена механизмом кантования готовых строительных изделий, включающим расположенную на рельсовых направляющих каретку, связанную с поворотной траверсой, снабженной вакуумными присосками.
26. Линия по п.19, отличающаяся тем, что единая матрица с перегородками выполнена в виде закрепленной на раме оболочки с внешним контуром, повторяющим контуры изделий, при этом перегородки расположены внутри оболочки матрицы с образованием бездонных ячеек для заливки разнородных смесей.
27. Линия по п.19, отличающаяся тем, что формы для изготовления строительных изделий выполнены либо разъемными, либо открывающимися с боковой стороны и снабжены днищем с открывающимися створками.
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 1995 |
|
RU2106244C1 |
| МНОГОПУСТОТНОЕ СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2204665C1 |
| КОНСТРУКТИВНЫЙ ОПАЛУБОЧНЫЙ БЛОК РЯДОВОЙ | 2007 |
|
RU2392394C2 |
| RU 94007752 А1, 27.11.1995 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОЛИТНОЙ ПАНЕЛИ ПЕРЕКРЫТИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2192522C2 |
| US 4742659 А, 10.05.1988 | |||

