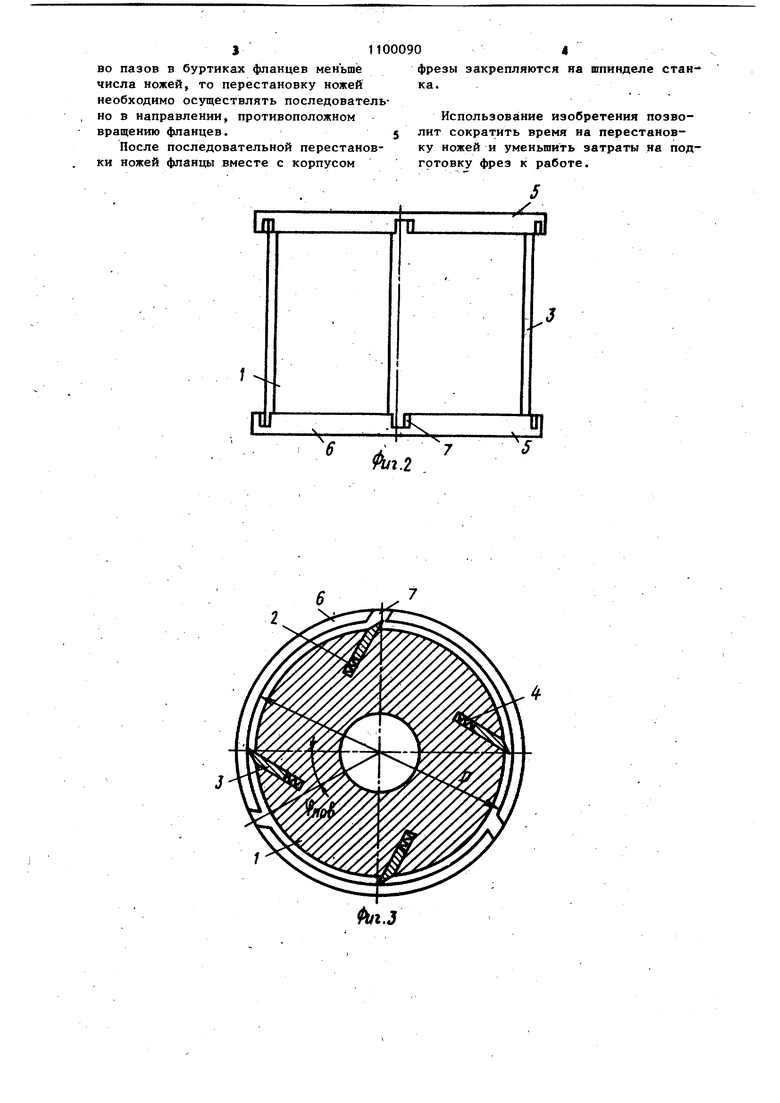
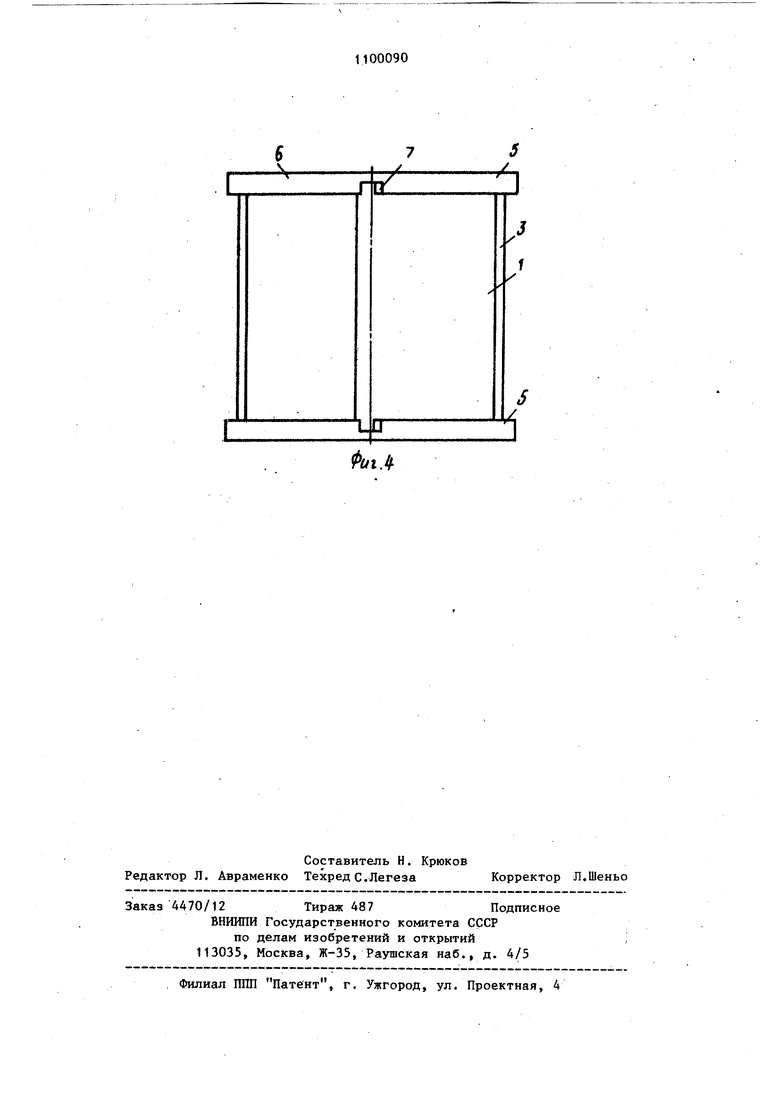
Изобретение относится к дереворежущим инструментам и может быть использовано в деревообрабатывающей промышленности на станках фрезерной группы. Известна сборная фреза с фланцами, содержащая корпус с пазами, плос кие ножи, поворотные фланцы с буртиками, внутренняя поверхность которых выполнена по окружности радиуса реза ния 1. Известна также сборная фреза, содержащая корпус с равномерно располо женными по окружности пазами для крепления ножей, поворотные ограничительные фланцы с буртиками, имеющие пазы для установки ножей 2j . Недостатками известньк фрез являются значительные затраты времени на перестановку ножей и необходимость в дополнительных приспособлениях, та как при подготовке фрезы к работе.по ворачивать фланцы необходимо после установки всех ножей в пазы корпуса фрезы. Это вызвано тем, что шаг пазо в буртиках фланцев равен шагу ножей ,во фрезе, при установке ножей в корпус фрезы необходимо все пазы в буртиках фланцев совместить с положением ножей. При последовательной установке Ножей необходимо обеспечить удержание или закрепление ножей,что вызывает увеличение времени на подго товку фрезы к работе. Цель изобретения - сокращение вре мени на перестановку ножей. Поставленная цель достигается тем что в сборной фрезе пазы в каждом бу тике фланцев расположены по окружнос ти с шагом, не равным шагу расположения режущих кромок ножей. Шаг расположения пазов в буртиках определяется по формуле: где D - диаметр резания, мм; Z - число ножей во фрезе, шт. На фиг. 1 и 2 изображена фреза, поперечный разрез и общий вид соответственно (с шагом пазов в буртиках фланцев меньшем, чем шаг ножей); на фиг. 3 и 4 - то же;(с шагом пазов в буртиках фланцев большим чем шаг ножей) фреза с фланцами состоит из корпу са 1, пазов 2, в которые установлены ножи 3, пружин 4, фланцев 5 с буртиками 6 и пазами 7. 1 901 Фреза подготавливается к работе следующим образом. Один из пазов 2 в корпусе 1 совмещается с пазами 7 в буртиках 6. В паз 2 вставляется нож 3, утапливается в нем до положения меньше радиуса окружности резания, а фланцы 5 поворачиваются вокруг своей оси и устанавливаются таким образом, чтобы соседний паз 2 корпуса ,1 совпадал с соседним пазом 7 в буртиках 6 фланцев 5. При повороте ножи 3 пружинами 4 прижимаются к внутренней поверхности буртика 6 фпанца5. После зтого устанавливается другой нож. Так как шаг ножей не совпадает с шагом пазов 7 в буртиках 6 фланцев 5, то при установке одного ножа другие пазы 7 не совпадают с пазами 2 корпуса 1 фрезы. Шаг пазов 7 в буртиках 6 фланцев 5 может быть меньше или больше шага ножей во фрезе для исключения совпадения всех пазов в буртиках фланцев с па,зами ножей. Это условие выполняется, если количество ножей в буртиках фланцев будет, например, больше или меньше числа ножей на единицу. Тогда шаг пазов в буртиках фланцев определяется как где D - диаметр резания, мм; Z - число ножей во фрезе, шт. i Количество пазов в буртиках фланцев предпочтительнее выбирать меньше числа ножей, так как при этом упрощается их изготовление.. Однако при малом числе ножей во фрезе (например, ) фланцы с одним пазом в буртике трудно балансировать. В этом случае рекомендуется изготовить три паза в буртиках фланцев, так как балансировка фрезы будет произведена более быстро и с меньшими затратами. При перестановке ножей желательно вращение фланцев относительно корпуса фрезы производить в направлении от лезвия ножа в сторону, противоположную задней грани, так как в этом случае лезвие ножей будет меньше деформироваться. Это условие будет выполняться, если установка ножей производится последовательно в том же направлении, в каком производится вращение фланцев, при условии, когда количество пазов в буртиках фпанцев больше числа ножей. Бели количество пазов в буртиках фланцев меньше числа ножей, то перестановку ножей необходимо осуществлять последовательно в направлении, противоположном вращению фланцев.5
После последовательной перестановки ножей фланцы вместе с корпусом
11000904
фрезы закрепляются на шпинделе станка.
Использование изобретения позволит сократить время на перестановку ножей и уменьшить затраты на подготовку фрез к работе.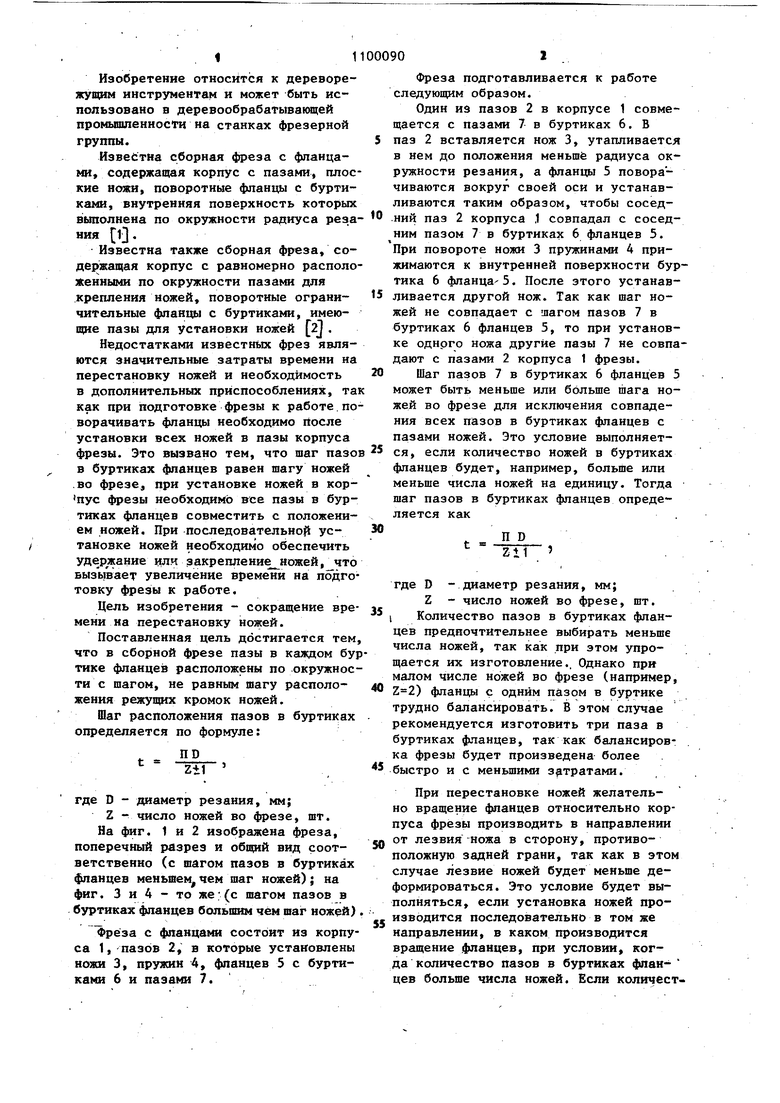
1. СБОРНАЯ ФРЕЗА, включающая корпус с равномерно выполненными по окружности пазами для крепления ножей, поворотные ограничительные фланцы с буртиками, имеющие пазы для установки ножей, отличающаяс я тем, что, с целью сокращения времени на перестановку ножей, пазы в каждом буртике фпанцев расположены по окружности с шагом, не равным шагу расположения режущих кромок ножей. 2. Фреза ПОП.1, отличающаяся тем, что шаг расположения пазов в буртиках определяется по формуле ПР Z±1 t где D - Диаметр резания, MMJ Z - число ножей во фрезе, шт. (Л
ФигЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Фреза со вставными резцами | 1973 |
|
SU460996A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Инструмент для обработки древесины | 1977 |
|
SU639703A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
