Изобретение относится к инструментальному оборудованию и может быть использовано в станках для решения задач повышения качества фрезерования с одновременным упрощением регулировки ножей фрезы.
Известно техническое решение (Патент РФ №2257289, B27G 13/12, опубл. 27.07.2005), в котором фреза содержит корпус с пазами, в которых размещены вставки и прижимные клинья с болтами для крепления вставок. Каждая из них имеет напаянную пластину с необходимым профилем резания и зафиксирована в корпусе штифтами. Причем один из штифтов выполнен подпружиненным.
Недостатки этого технического решения: поскольку на вставки напаяны пластины, это утолщает режущий элемент, что ограничивает количество режущих элементов, которые можно разместить по окружности резания (максимально - 4). Причем регулировку по окружности резания каждого ножа необходимо производить индивидуально для каждого режущего элемента.
Наиболее близким техническим решением (прототипом) является техническое решение «Фреза» (заявка РФ №93018940/15, B27G 13/02, опубл. 27.02.1997). Фреза содержит корпус с пазами, ножи, крепеж, пружины и прижимы, причем в пазах корпуса установлены последовательно пружины и ножи, зафиксированные прижимами и крепежом. Прижимы расположены соосно корпусу с пазами по его боковым поверхностям, торцы ножей выполнены в виде клиньев, имеют скосы в направлении к режущей кромке, прижимы имеют форму фланцев с буртиками, внутренние поверхности которых выполнены по окружности радиуса резания, а на боковых поверхностях прижимов со стороны буртиков расположены соразмерно торцам ножей клинообразные пазы. При затягивании крепежа прижимы перемещаются, внутренние поверхности буртиков смещаются по скосам ножей, наползая на их лезвия, чем обеспечивается их автоматическая установка. При дальнейшем затягивании крепежа торцы ножей, выполненные в виде клиньев, заходят в пазы прижимов и ножи заклиниваются, образуя единое целое с корпусом.
Выявлены следующие недостатки прототипа: ширина обрабатываемого изделия ограничена расстоянием от фланца до фланца, т.е. если ширина больше, то обработка невозможна. Площадь соприкосновения кромки буртика со скосом ножа незначительна, поэтому затруднена регулировка ножей.
Техническим результатом изобретения является повышение качества фрезерования с одновременным упрощением регулировки ножей фрезы.
Технический результат достигается тем, что фреза содержит корпус с пазами, в которые установлены подпружиненные ножи и закрепленные на торцевых сторонах корпуса фланцы с буртиками. Торцы ножей выполнены клиновидными и имеют скосы в направлении режущей кромки, а на торцевых поверхностях фланцев со стороны корпуса выполнены сквозные клинообразные пазы, соразмерные торцам ножей, причем торцы ножей выполнены в виде ступени, а их кромки имеют тот же профиль, что и режущая кромка. Ширина ступеней больше ширины фланцев, снабженных скосом, соответствующим профилю скоса на ножах и закрепленных с торцевой стороны крепежными элементами. Кромки ступеней упираются во внутреннюю поверхность буртика, а радиус окружности режущих кромок ножей больше радиуса внешней поверхности фланцев. Концы клиновидных пазов фланцев могут быть снабжены сквозными отверстиями.
Сущность предлагаемого технического решения иллюстрируется чертежами.
На фиг.1 - фреза (вид с торца).
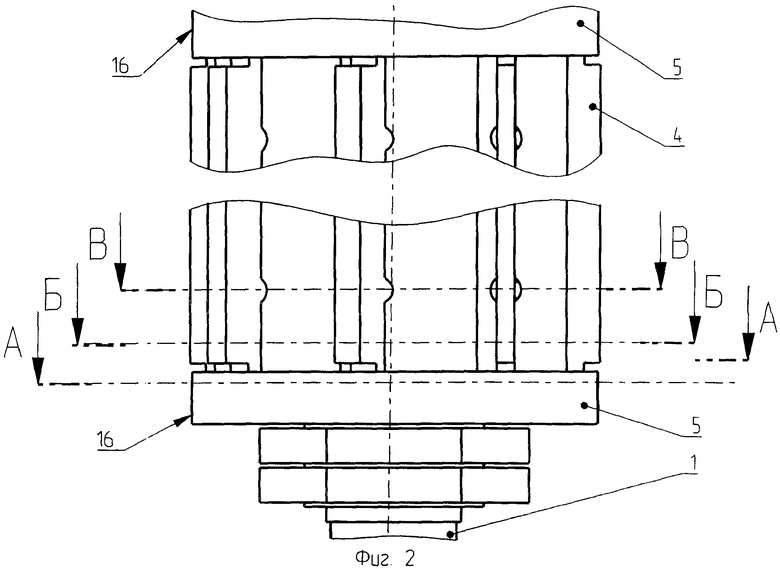
На фиг.2 - фреза (вид в продольном направлении).
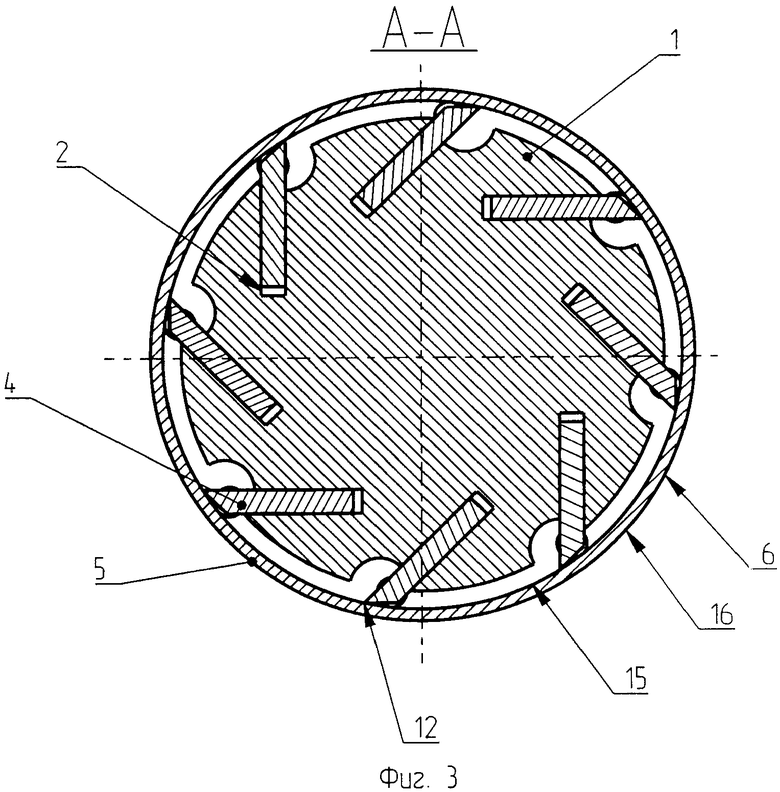
На фиг.3 - фреза в сечении (А-А).
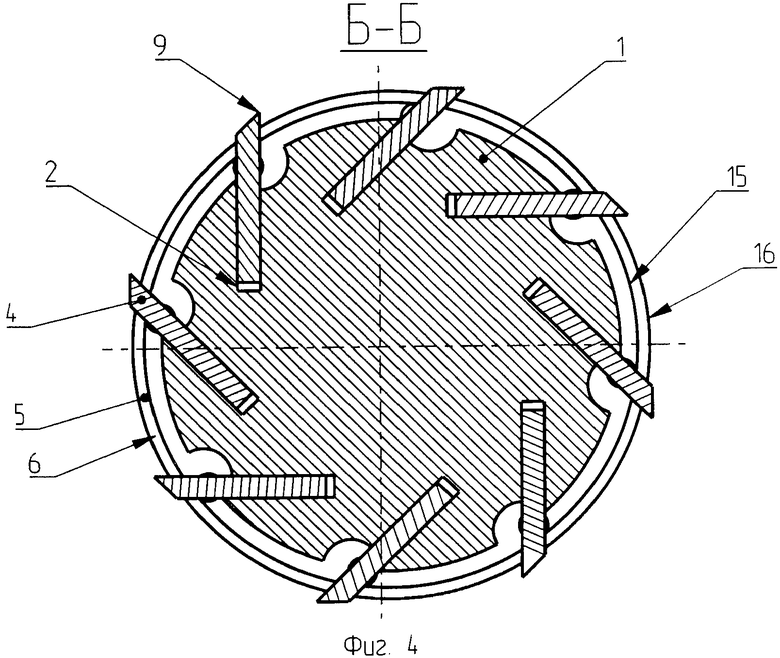
На фиг.4 - фреза в сечении (Б-Б).
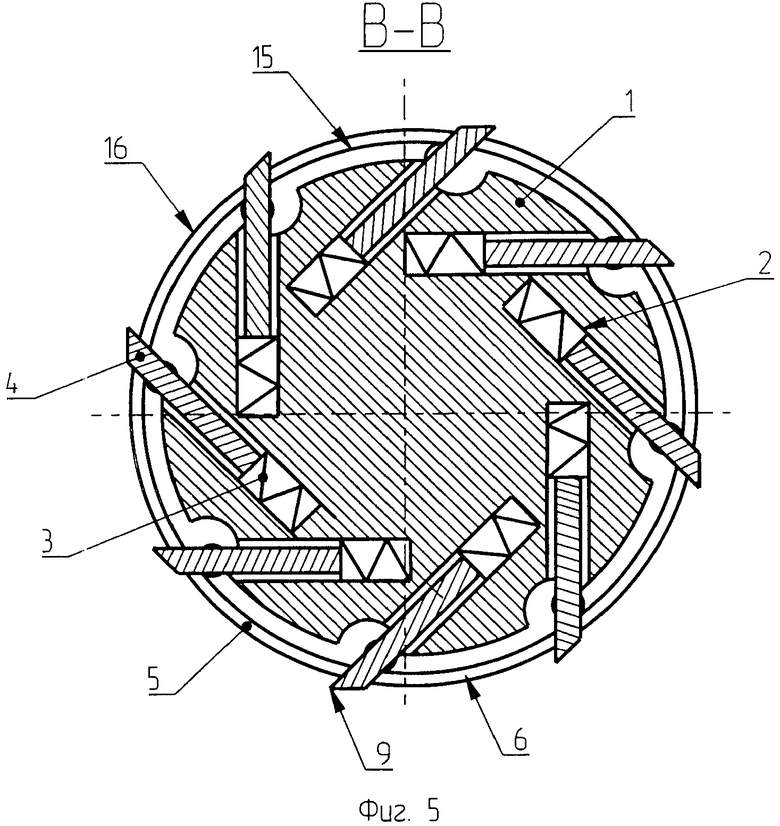
На фиг.5 - фреза в сечении (В-В).
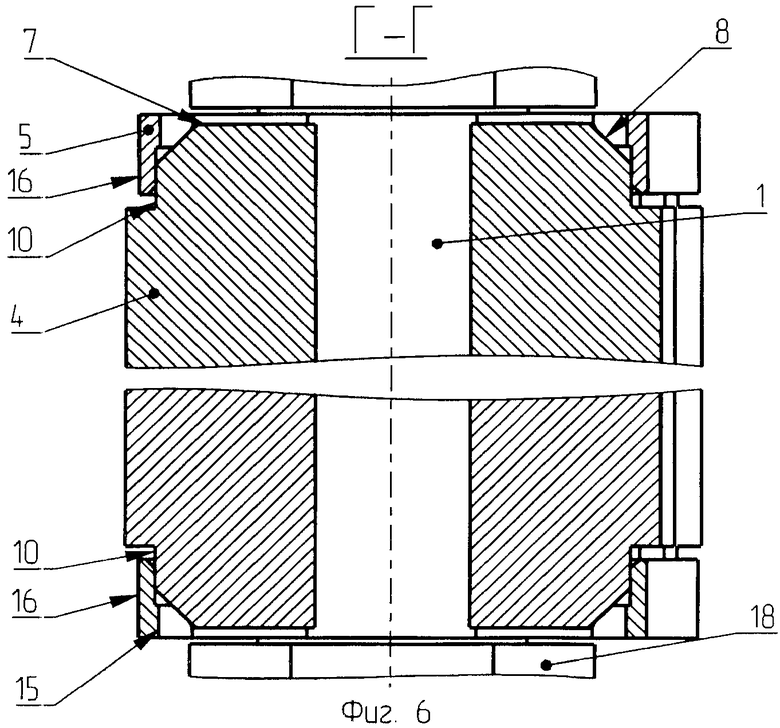
На фиг.6 - фреза в сечении (Г-Г).
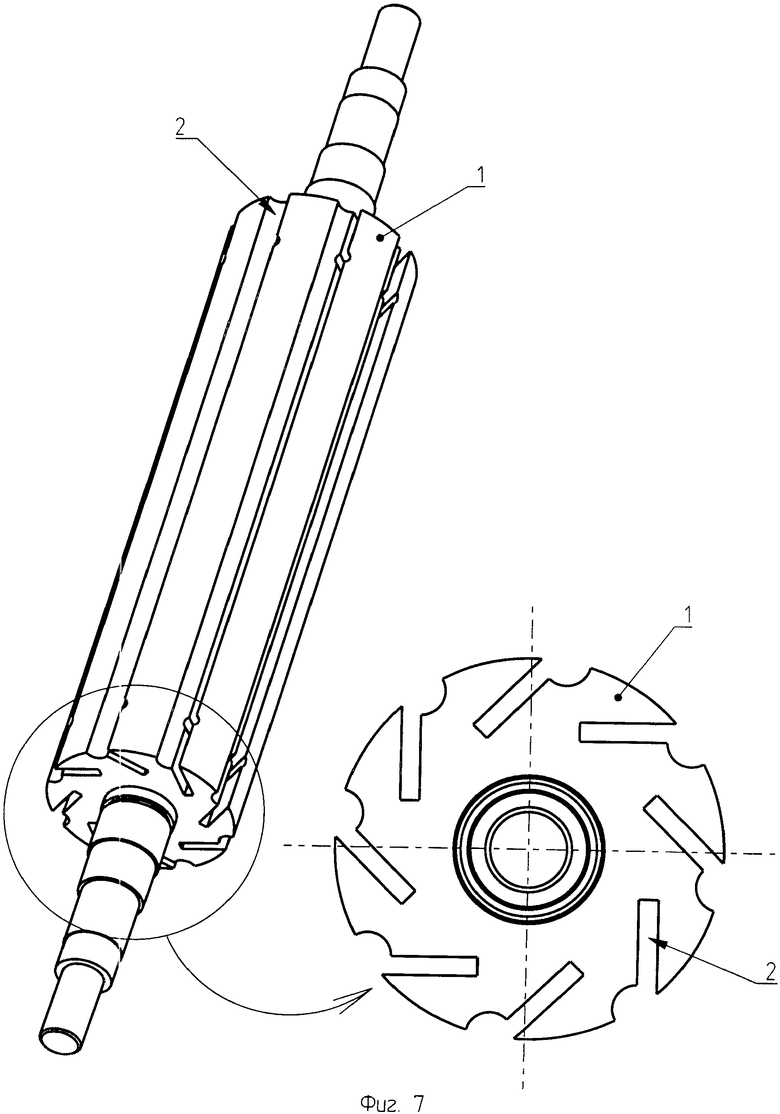
На фиг.7 - вал (с местным видом).
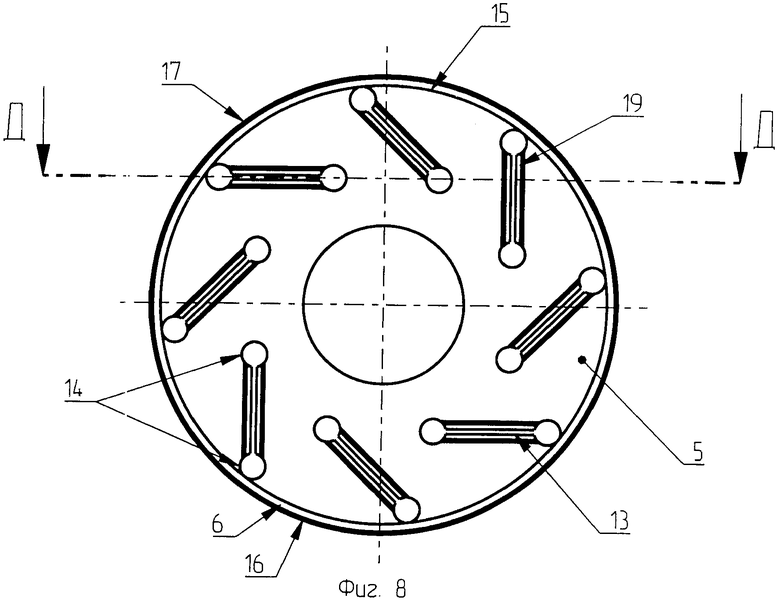
На фиг.8 - фланец.
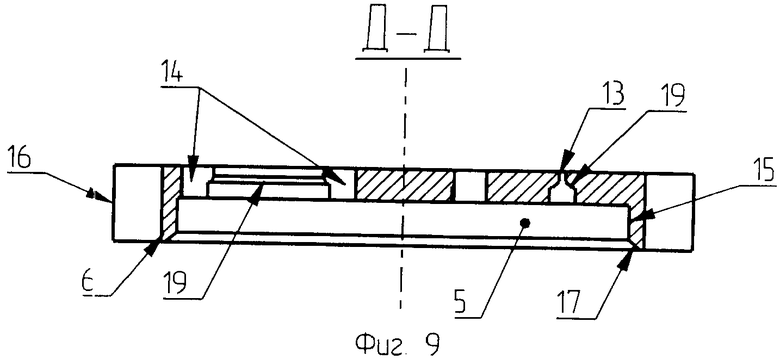
На фиг.9 - фланец в сечении (Д-Д).
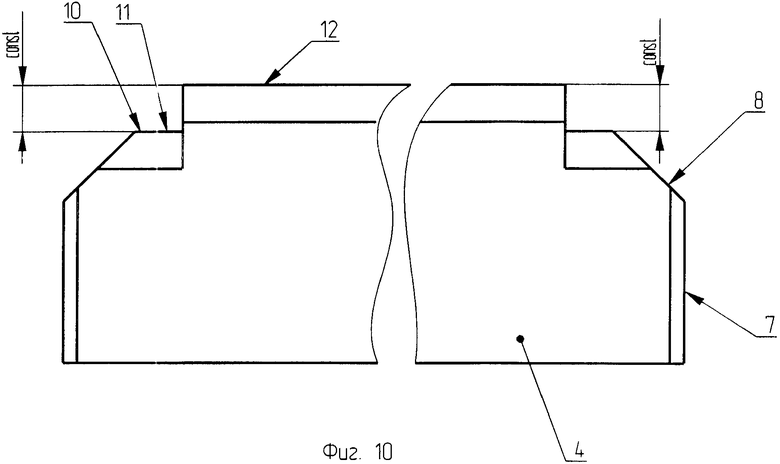
На фиг.10 - нож (вид в продольном направлении).
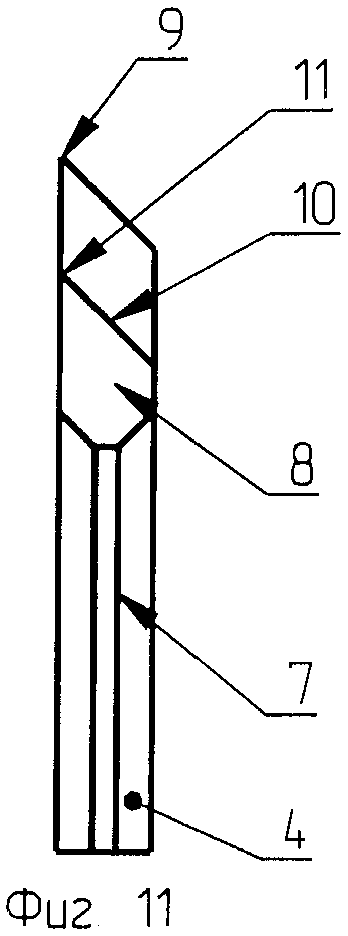
На фиг.11 - нож (вид с торца).
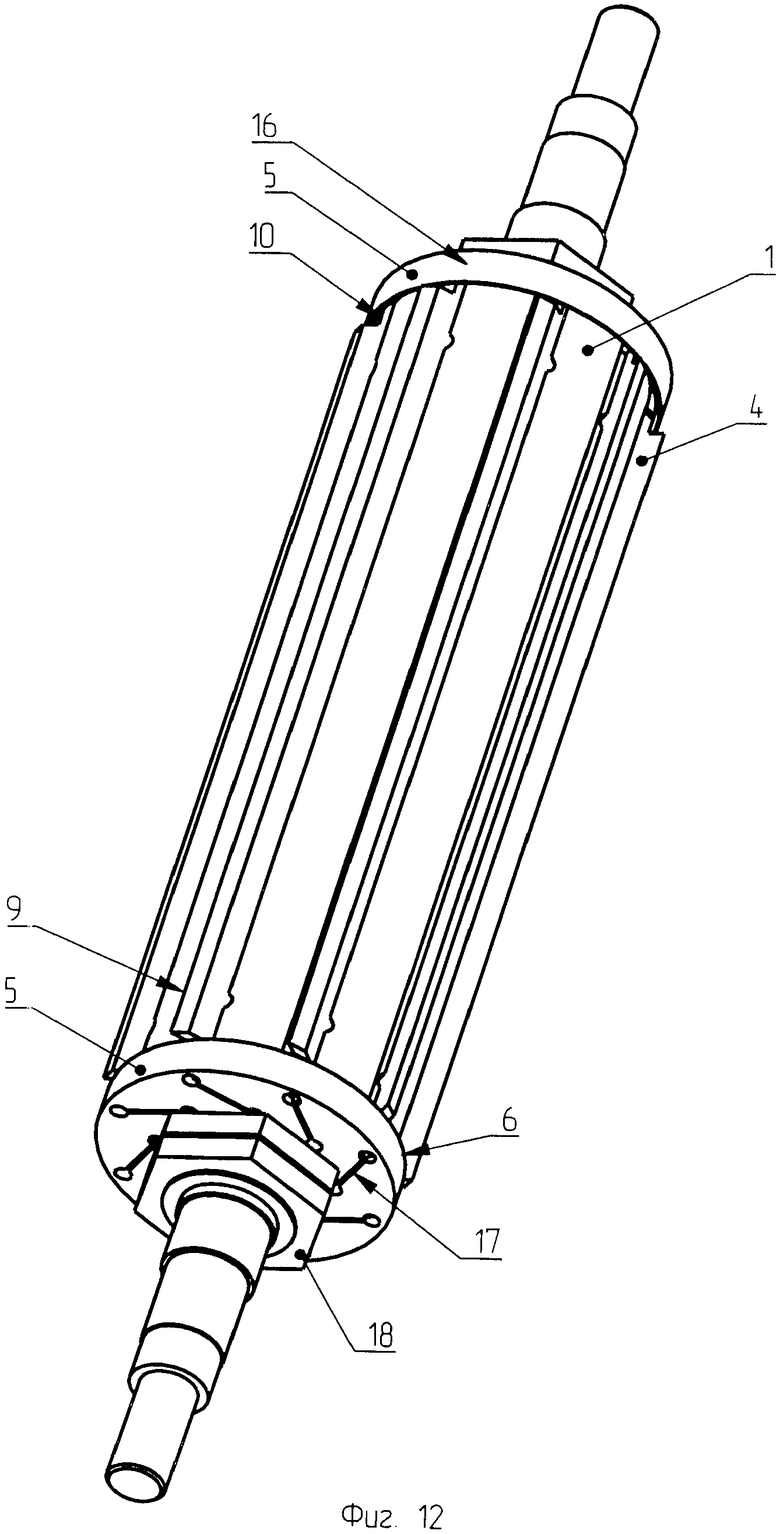
На фиг.12 - фреза (вид в изометрии), где:
1 - корпус;
2 - паз в корпусе;
3 - пружина;
4 - нож;
5 - фланец;
6 - буртик фланца;
7 - торец ножа;
8 - скос ножа;
9 - режущая кромка ножа;
10 - ступень ножа;
11 - кромки ступени ножа;
12 - режущая кромка ножа;
13 - сквозной клинообразный паз фланца;
14 - сквозные отверстия на концах клинообразных пазов;
15 - внутренняя поверхность буртика фланца;
16 - внешняя поверхность буртика фланца;
17 - скос буртика фланца;
18 - крепежный элемент;
19 - стенка клинообразного паза.
Фреза содержит корпус 1 (Фиг.1-7, 12) с пазами 2, в которых последовательно установлены пружины 3 (Фиг.5) и ножи 4, закрепленные фланцами 5 (Фиг.1-6, 8, 9, 12) с буртиком 6. Фланцы 5 расположены на торцевых сторонах корпуса 1. Торцы 7 ножей 4 (10-12) выполнены клиновидными, имеют скосы 8 в направлении режущей кромки 9 и снабжены ступенями 10, кромка 11 которых имеет такой же профиль, что и режущая кромка 9. Ширина ступени 10 ножа 4 больше ширины фланцев 5. Профиль кромки 11 ступени 10 ножа 4 соответствует профилю его режущей кромки 12. На торцевых поверхностях фланцев 5 со стороны корпуса 1 выполнены сквозные клинообразные пазы 13, соразмерные торцам 7 ножей 4. На концах клинообразных пазов выполнены сквозные отверстия 14. Кромки 11 ступеней 10 ножа 4 расположены по окружности и упираются во внутреннюю поверхность 15 буртика 6 фланца 5. Режущая кромка 12 ножа 4 расположена по окружности резания, радиус которой больше, чем радиус внешней поверхности 16 буртика 6 фланца 5, что обеспечивает обработку изделия любой ширины с высоким качеством.
Буртик 6 фланца 5 снабжен скосом 17, соответствующим скосу 9 на торцах 7 ножей 4. С торцевой стороны каждого фланца 5 установлены крепежные элементы 18 (например, гайка).
Принцип работы устройства заключается в том, что при затягивании крепежного элемента 18 фланцы 5 с буртиком перемещаются по оси корпуса 1 по направлению к его центру, скосы 17 буртиков 6 смещаются по скосам 8 ножей 4, как по направляющим, наползая на ступень 10 ножей 4, обеспечивая автоматическую их установку. При дальнейшем затягивании крепежного элемента 18 торцы 7 ножей 4, заходят в сквозные клинообразные пазы 13 фланцев 5, где ножи 4 заклиниваются, образуя единое целое с корпусом 1. Как правило, ножи 4 по длине имеют определенную погрешность. При фиксации множества ножей 4 клиновидным пазам 14 фланца 5 необходимо придать дополнительные упругие свойства. Это удается достичь благодаря наличию на концах клинообразных пазов 13 отверстий 14, которые упруго перемещают стенки 19 клинообразного паза 13 и фиксируют ножи 4. При перемещении торцов ножей 4 стенки 19 клинообразного паза 13 изгибаются, создавая дополнительную упругость.
Высота режущей кромки 12 ножа 4 и кромки 11 его ступени 10 такова, что окружность резания больше, чем окружность внешней поверхности 16 фланца 5. Высота ступеней 10 поддерживается постоянной следующим образом: при заточке режущей кромки 12 ножей 4 необходимо одновременно произвести заточку и ступеней 10 ножей 4.
Такое техническое решение позволяет устанавливать от 8 до 32 ножей, что существенно сказывается на качестве обработки детали.
Из вышеизложенного следует, что данное устройство промышленно применимо и решает поставленную техническую задачу: повышение качества фрезерования с одновременным упрощением регулировки ножей фрезы.
Изобретение относится к области строительства, в частности к инструментальному оборудованию, и может быть использовано в станках. Техническим результатом изобретения является повышение качества фрезерования с одновременным упрощением регулировки ножей фрезы. Технический результат достигается тем, что фреза содержит корпус с пазами, в которые установлены подпружиненные ножи и закрепленные на торцевых сторонах корпуса фланцы с буртиками. Торцы ножей выполнены клиновидными и имеют скосы в направлении режущей кромки. На торцевых поверхностях фланцев со стороны корпуса выполнены сквозные клинообразные пазы, соразмерные торцам ножей. Торцы ножей выполнены в виде ступени, а их кромки имеют тот же профиль, что и режущая кромка, ширина ступеней больше ширины фланцев, снабженных скосом, соответствующим профилю скоса на ножах, и закрепленных с торцевой стороны крепежными элементами. Кромки ступеней упираются во внутреннюю поверхность буртика, а радиус окружности режущих кромок ножей больше радиуса внешней поверхности фланцев. Концы клиновидных пазов фланцев могут быть снабжены сквозными отверстиями. 1 з.п. ф-лы, 12 ил.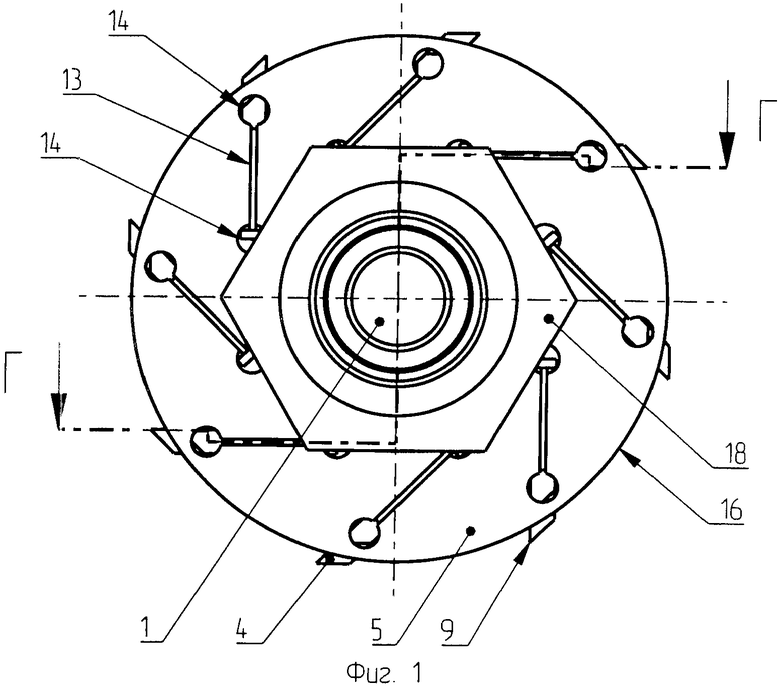
1. Фреза, содержащая корпус с пазами, в которые установлены подпружиненные ножи и закрепленные на торцевых сторонах корпуса фланцы с буртиками, торцы ножей выполнены клиновидными и имеют скосы в направлении режущей кромки, а на торцевых поверхностях фланцев со стороны корпуса выполнены сквозные клинообразные пазы, соразмерные торцам ножей, отличающаяся тем, что торцы ножей выполнены в виде ступени, а их кромки имеют тот же профиль, что и режущая кромка, ширина ступеней больше ширины фланцев, снабженных скосом, соответствующим профилю скоса на ножах и закрепленных с торцевой стороны крепежными элементами, кромки ступеней упираются во внутреннюю поверхность буртика, а радиус окружности режущих кромок ножей больше радиуса внешней поверхности фланцев.
2. Фреза по п.1, отличающаяся тем, что концы клиновидных пазов фланцев снабжены сквозными отверстиями.
| Сборная фреза | 1982 |
|
SU1100090A1 |
| Цилиндрическая сборная фреза | 1990 |
|
SU1715594A1 |
| Сборная многолезвийная фреза | 1990 |
|
SU1782733A1 |
| ФРЕЗА | 1993 |
|
RU2041806C1 |
| RU 93018940 A, 27.02.1997 | |||
| ФРЕЗЕРНАЯ ГОЛОВКА | 2002 |
|
RU2228839C2 |
| СБОРНАЯ ФРЕЗА ДЛЯ ДЕРЕВООБРАБОТКИ | 2004 |
|
RU2257289C1 |
| EP 1927444 A2, 04.06.2008 | |||
| Способ калибровки активной антенны | 2012 |
|
RU2616651C2 |

