Изобретение относится к режущему инструменту и способу изготовления поднутренных пазов режущим инструментом, в частности для изготовления прямых и косых пазов елочного профиля, в которых закрепляют лопатки на турбинных и иных роторах.
Турбинные роторы имеют большей частью цилиндрический корпус, снабженный несколькими дискообразными радиально выступающими наружу буртами. Эти бурты, расположенные соосно с остальным цилиндрическим турбинным ротором, снабжены вдоль своей периферии большим числом профилированных пазов, проходящих вдоль оси или косо по отношению к оси. Пазы служат для закрепления хвостовика лопатки и во избежание местных перегрузок, а также для обеспечения точного удержания вставленной турбинной лопатки должны быть изготовлены точно по заданной форме, т.е. с малым допуском, например 0,01 мм.
Пазы изготовляют обычно путем фрезерования, как описано в книге "Методы и станки для фрезерования генераторных и турбинных роторов" (Methoden und Maschinen zur Frasbearbeitung von Generator und Turbinenrotoren", Sonderdruck Nr. 9, Kollmann Maschinenbau GmbH, 5602 Langenberg Rheinland). Соответствующую заготовку устанавливают в зажимно-делительное приспособление, которое служит для базирования заготовки при фрезеровании отдельных пазов. При этом изготовление паза состоит из нескольких этапов. На первом этапе паз прорезают дисковой фрезой начерно. При этом образуется паз без поднутрений, лишь грубо приближающийся по своей форме к заданному контуру. Применяемая дисковая фреза перемещается вдоль прорезаемого в изделии паза. На втором этапе происходит чистовая обработка прямых или косых пазов концевой (пальцевой) фрезой из быстрорежущей стали (HSS), перемещающейся с высокой точностью вдоль паза, чтобы образовать паз елочной формы с погрешностью формы менее 0,01 мм. На этом этапе фрезерования на боковых сторонах начерно (предварительно) обработанного паза образуются проходящие вдоль паза поднутрения, создающие в поперечном сечении типичный елочный профиль.
Подача концевой фрезы из быстрорежущей стали происходит в продольном направлении, причем требуется сравнительно большой съем металла, особенно в местах создаваемых поднутрений. Достигаемая скорость подачи при этом естественно ограничена диапазоном порядка 40 - 80 мм/мин. Соответственно не удается снизить время обработки каждого отдельного паза ниже некоторого минимума. Поэтому с учетом большого числа пазов, которые надо образовать на периферии турбинного ротора, получается большое суммарное время обработки ротора, что отрицательно сказывается на себестоимости.
Другая проблема связана с концевыми фрезами из быстрорежущей стали. Достигаемая при фрезеровании точность пазов определяется их заточкой. Это значит, что нужно каждый раз перетачивать концевую фрезу из быстрорежущей стали прежде, чем вследствие износа появится заметная погрешность формы. Поэтому надо иметь достаточно большой запас инструментов, чтобы всегда иметь в наличии достаточно острые и, по меньшей мере, приблизительно сохраняющие точность формы инструменты в течение того времени, пока сработавшиеся или изношенные концевые фрезы находятся в надлежащим образом оснащенном заточном отделении. Кроме того, при переточке, происходящей по передней поверхности, вследствие наклонной установки задних поверхностей по отношению к окружному направлению возникает отклонение формы фрезы.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату является известный из патента US 3859700 (В 26 D 1/00, 1975) режущий инструмент для одновременной обработки или образования поверхностей, наклоненных одна относительно другой под некоторым углом.
Известный инструмент имеет корпус, установленный с возможностью вращения вокруг продольной оси и снабженный, по меньшей мере, тремя неподвижными относительно корпуса активными режущими кромками. Последние при вращении корпуса вокруг его продольной оси образуют ротационную фигуру, контур которой соответствует обрабатываемым поверхностям. По меньшей мере, две из обрабатываемых поверхностей составляют с продольной осью два различных угла.
Однако такое конструктивное выполнение режущего инструмента приводит к значительному съему металла, особенно в местах создаваемых поднутрений, и ограничению скорости движения подачи, что препятствует сокращению времени обработки каждого паза. Кроме того, вышеописанный инструмент требует частой переточки активных режущих кромок.
Другим наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату является способ изготовления поднутренных пазов, в частности пазов в турбинных роторах для закрепления турбинных лопаток, известный из публикации (см. Березкин В.В. и др. "Технология турбостроения", Л., "Машиностроение", Ленинградское отделение, 1980, с. 327, 328).
Известный способ реализуют следующим образом. Сначала дисковой фрезой выфрезеровывают начерно паз, профиль которого не имеет поднутрений. После этого проводят чистовую обработку, продвигая в продольном направлении вдоль паза профильную концевую фрезу.
В основу данного изобретения положена задача создать режущий инструмент для изготовления поднутренных пазов, обладающий более высокой стойкостью, а также разработать способ изготовления поднутренных пазов, которые позволяли бы сократить время обработки.
Поставленная задача решается тем, что в режущем инструменте для одновременной обработки или образования поверхностей, наклоненных одна относительно другой под некоторым углом, с вращающимся вокруг продольной оси корпусом с, по меньшей мере, тремя неподвижными относительно корпуса активными режущими кромками, которые при вращении корпуса вокруг его продольной оси образуют ротационную фигуру, контур которой соответствует обрабатываемым поверхностям, и из которых, по меньшей мере, две составляют с продольной осью два различных угла, согласно изобретению, из активных режущих кромок, определяющих общую поверхность ротационной фигуры, число активных режущих кромок, расположенных к продольной оси под меньшим углом, превышает число активных режущих кромок, расположенных к продольной оси под большим углом.
Режущий инструмент, согласно изобретению, имеет конструктивное выполнение, благодаря которому режущие кромки в зависимости от того в каком направлении они расположены имеют различное число лезвий. Например, режущий инструмент имеет на своей периферии режущие кромки, которые ориентированы параллельно оси вращения, совпадающей с продольной средней осью. В профильной концевой фрезе для обработки паза елочного профиля - это сравнительно короткие режущие кромки, находящиеся каждый раз на вершинах зубьев фрезы. Эти режущие кромки ориентированы перпендикулярно к направлению движения подачи, происходящей радиально по отношению к оси вращения (продольной средней оси) корпуса инструмента. Примыкающие к вершинам зубьев режущие кромки образуют как с осью вращения, так и с направлением движения подачи острый угол. Имеющиеся на вершинах зубьев параллельно ориентированные относительно продольной средней оси или оси вращения (перпендикулярно направлению подачи) режущие кромки определяют собой число лезвий, которое превышает число лезвий, определяемое косо ориентированными режущими кромками.
Альтернативно поставленная задача решается также тем, что в режущем инструменте для одновременной обработки или образования поверхностей, наклоненных одна по отношению к другой под некоторым углом, с вращающимся вокруг продольной оси корпусом с, по меньшей мере, тремя неподвижными относительно корпуса активными режущими кромками, которые при вращении корпуса вокруг его продольной оси образуют ротационную фигуру, контур которой соответствует обрабатываемым поверхностям, и из которых, по меньшей мере, две составляют с направлением движения подачи два различных угла, согласно изобретению, из активных режущих кромок, определяющих общую поверхность ротационной фигуры, число активных режущих кромок, расположенных к направлению движения подачи под большим углом, превышает число активных режущих кромок, расположенных к направлению движения подачи под меньшим углом.
Такое конструктивное выполнение режущего инструмента означает, что каждая режущая кромка, расположенная перпендикулярно или под сравнительно большим углом к направлению движения подачи, характеризуется более высоким числом лезвий, чем каждая режущая кромка, составляющая с направлением подачи меньший по величине острый угол.
Благодаря такому выполнению достигается то, что толщина стружки на всех режущих кромках примерно одинакова. Увеличенное по сравнению с остальным числом лезвий число режущих кромок, ориентированных перпендикулярно или с небольшим отклонением от перпендикулярности, позволяет тем самым увеличить скорость подачи. Это в результате приводит к уменьшению времени обработки отдельного паза, что с учетом большого числа пазов в турбинных роторах дает по сравнению с известными методами обработки в целом заметный выигрыш во времени. Если, например, косо расположенные режущие кромки находятся под углом около 45o к оси вращения и число лезвий в зоне вершины зуба z=2, а в остальной зоне z=1, то по сравнению с инструментом, имеющим одно лезвие (z= 1), можно применять вдвое большую подачу, что означает 50%-ную экономию времени.
Кроме того, выполнение режущего инструмента в соответствии с альтернативным вариантом обеспечивает направление движения подачи параллельно оси вращения.
В инструменте, согласно изобретению, проекции активных режущих кромок в осевом направлении определяют лезвия, имеющие форму, отличную от прямолинейной, при этом лезвие имеет, по меньшей мере, два прямолинейных участка, расположенных друг относительно друга под углом, отличным от 180o.
При альтернативном выполнении инструмента лезвие имеет, по меньшей мере, три прямолинейных участка, расположенных попарно друг относительно друга под углом, отличным от 180o.
При еще одном альтернативном выполнении лезвие имеет участки, расположенные параллельно продольной оси, и участки, расположенные под острым углом к продольной оси.
Кроме того число лезвий на участках активных режущих кромок, расположенных параллельно продольной оси, превышает число лезвий на участках активных режущих кромок, расположенных под острым углом к продольной оси.
Предпочтительно число лезвий на участках активных режущих кромок, расположенных параллельно продольной оси, выбрать вдвое больше числа лезвий на участках активных режущих кромок, расположенных под острым углом к продольной оси.
Целесообразно число лезвий на взаимодействующих участках активных режущих кромок, расположенных параллельно продольной оси, выбрать равным двум, а число лезвий на участках активных режущих кромок, расположенных под острым углом к продольной оси, выбрать равным единице.
Рекомендуется инструмент снабдить установленными на корпусе лезвийными вставками, на которых образованы режущие кромки, а лезвийные вставки выполнить в виде поворотных режущих пластин, при этом в корпусе необходимо выполнить посадочные гнезда для поворотных режущих пластин, в которых последние закреплены посредством разъемных средств крепления. Поворотные режущие пластины установлены таким образом, что в каждой пластине активной является только одна главная режущая кромка, а также примыкающая к ней угловая режущая кромка. Лезвия, определяемые активными режущими кромками поворотных режущих пластин, разделены на участки. Поворотные режущие пластины, активные режущие кромки которых определяют соседние участки лезвия, выполнены одинаковыми. Следует поворотные режущие пластины или их посадочные гнезда расположить по спиральной или винтовой линии.
В режущем инструменте каждой поворотной режущей пластине соответствует определенная впадина для схода стружки, при этом впадины для схода стружки отделены одна от другой.
Далее в корпусе инструмента между впадинами для схода стружки, соответствующими соседним поворотным режущим пластинам, выполнены ребра жесткости, а также каналы для подвода охлаждающего средства.
Поворотные режущие пластинки дают возможность достигать большой производительности и, в частности, очень высокой скорости движения подачи по сравнению с концевыми фрезами из быстрорежущей стали. При износе пластинки ее можно заменить или повернуть, благодаря чему можно простым образом обеспечить сохранение формы соответствующего режущего инструмента. Особенно целесообразно "индивидуализировать" поворотные пластинки. Это значит, что в каждой поворотной режущей пластинке активной является только одна главная режущая кромка и соседняя режущая кромка, расположенная на вершине зуба. Только перекрытие режущих кромок, расположенных одна за другой в окружном направлении, создает полное лезвие на участке боковых сторон и два лезвия на участке вершины зуба. Так как стружки, образующиеся при таком расположении во время резания, срезаются в основном главной режущей кромкой, выполненной предпочтительно в виде прямой линии, и короткой примыкающей режущей кромкой, они оказываются плоскими и поэтому гибкими. Это благоприятно сказывается на сходе стружки.
В режущем инструменте описанной конструкции выполнение посадочных мест для крепления пластинок в корпусе инструмента предпочтительно по спиральной оси или винтовой линии обеспечивает то, что поворотные режущие пластинки в процессе резания вступают в контакт с изделием не одновременно, а одна за другой, благодаря чему становится возможной плавная безударная обработка, т. е. мягкий процесс резания.
Поскольку выемки для схода стружки, срезаемой отдельными поворотными режущими пластинками, отделены друг от друга, благодаря этому срезанные стружки сходят раздельно, не подвергаясь взаимному столкновению или зацеплению.
Ребра жесткости, образованные между выемками для схода стружки в корпусе инструмента, способствуют разъединению этих выемок и увеличению жесткости корпуса инструмента. Это позволяет повысить точность обработки.
Поставленная задача решается также тем, что в способе изготовления поднутренных пазов, в частности пазов в турбинных роторах для закрепления турбинных лопаток, при котором дисковой фрезой выфрезеровывают начерно паз, профиль которого не имеет поднутрений, а затем проводят чистовую обработку, продвигая в продольном направлении вдоль паза профильную концевую фрезу, согласно изобретению, перед чистовой обработкой проводят получистовую обработку, при которой для образования поднутрений с постоянным припуском по отношению к заданному пазу в продольном направлении через предварительно прорезанный паз продвигают профильную концевую фрезу с поворотными режущими пластинами. При этом начерно прорезанный паз фрезеруют с оставлением постоянного припуска по отношению к заданному размеру, получаемому путем чистовой обработки. При получистовой обработке используют профильную концевую фрезу, выполненную в виде режущего инструмента, согласно изобретению. Рекомендуется при получистовой обработке по отношению к контуру паза, создаваемого при чистовой обработке, оставлять припуск, который на участке вершин зубьев профильной концевой фрезы меньше, чем на остальных участках.
В способе изготовления поднутренных пазов в дополнение к этапам обработки, согласно известному уровню техники, а именно прорезанию паза и его чистовой обработке, вводится дополнительный этап между черновой обработкой (прорезанием паза) и чистовым проходом. Этот дополнительный этап представляет собой получистовое фрезерование паза, при помощи которого образуется заданный паз с постоянным припуском. После этого при чистовой обработке удаляется равномерная толщина материала, что проводит к уменьшению износа инструмента и к его равномерному распределению по всей длине лезвий чистового инструмента. В результате увеличивается стойкость чистового инструмента. Кроме того, поскольку при чистовом проходе остается снять лишь небольшое количество материала, можно увеличить скорость движения подачи, благодаря чему заметно уменьшается время обработки.
Получистовой проход целесообразно производить профильной концевой фрезой, оснащенной поворотными режущими пластинками. Это дает возможность увеличить скорость движения подачи вследствие высокой режущей способности таких пластинок.
На чертежах изображен пример выполнения данного изобретения. В частности, показаны:
на фиг. 1 - концевая фреза для получистовой обработки профильных пазов в аксонометрическом изображении,
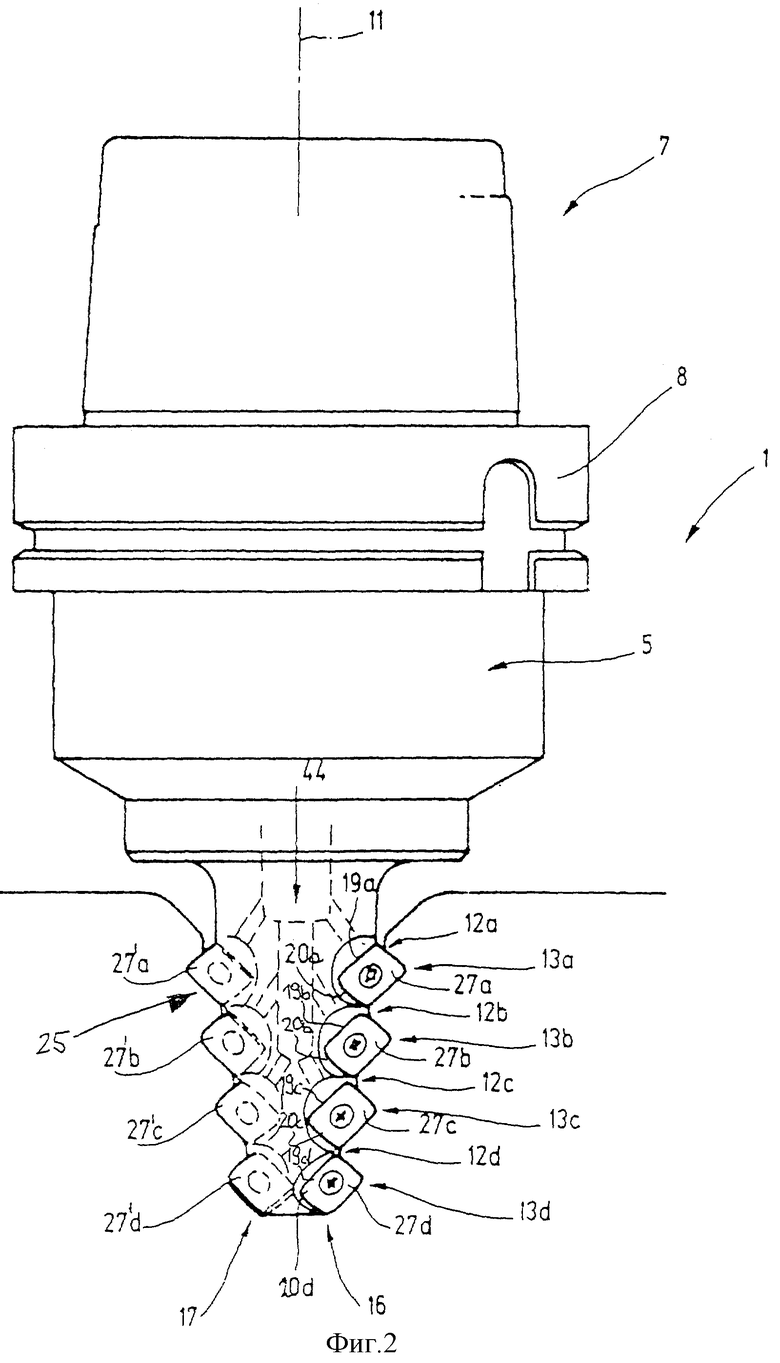
на фиг. 2 - профильная концевая фреза, согласно фиг. 1, с поворотными режущими пластинками, находящимися в контакте с изделием, в схематическом боковом виде и в другом масштабе,
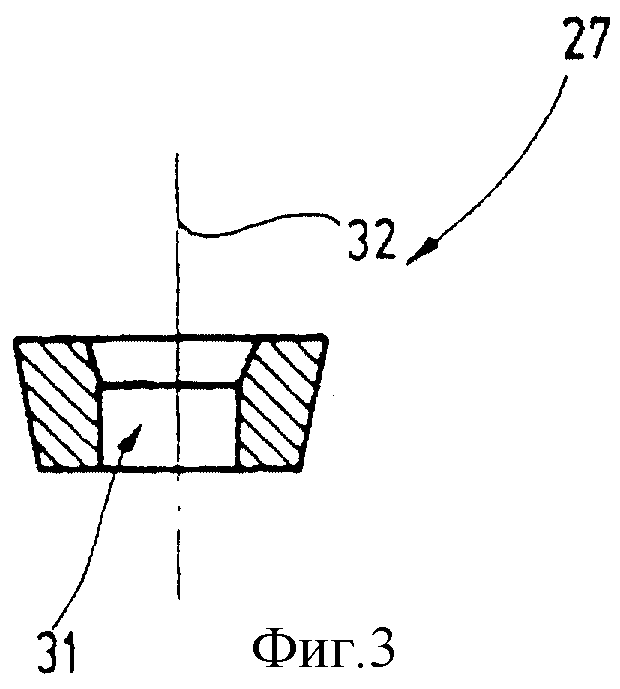
на фиг. 3 - поворотная режущая пластинка профильной концевой фрезы, согласно фиг. 1 и 2, в разрезе и в другом масштабе,
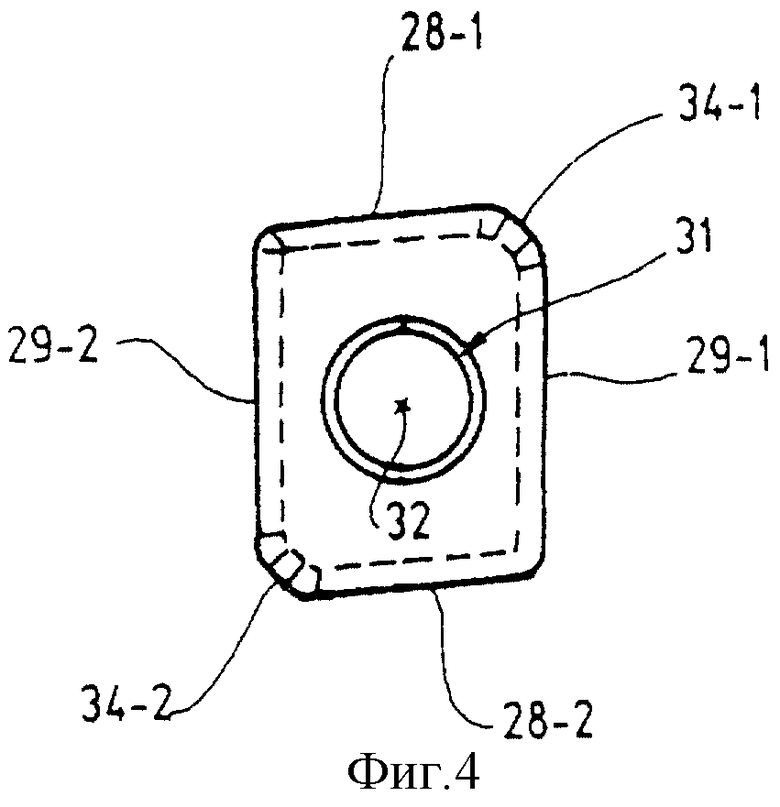
на фиг. 4 - поворотная режущая пластинка, согласно фиг. 3, в виде сверху,
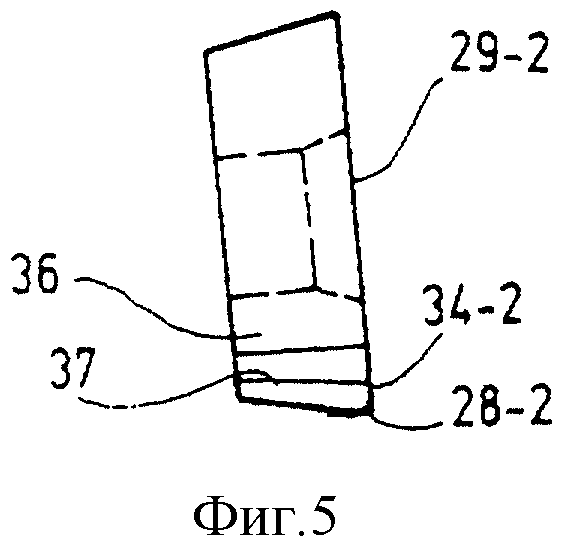
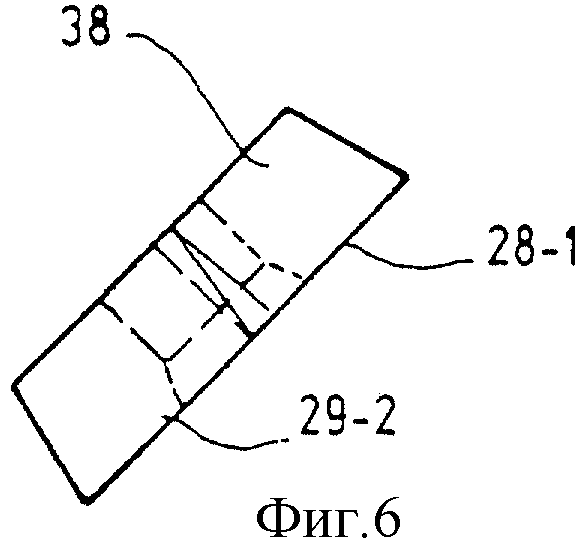
на фиг. 5 и 6 - поворотная режущая пластинка, согласно фиг. 4, в боковых видах, показывающих задние поверхности,
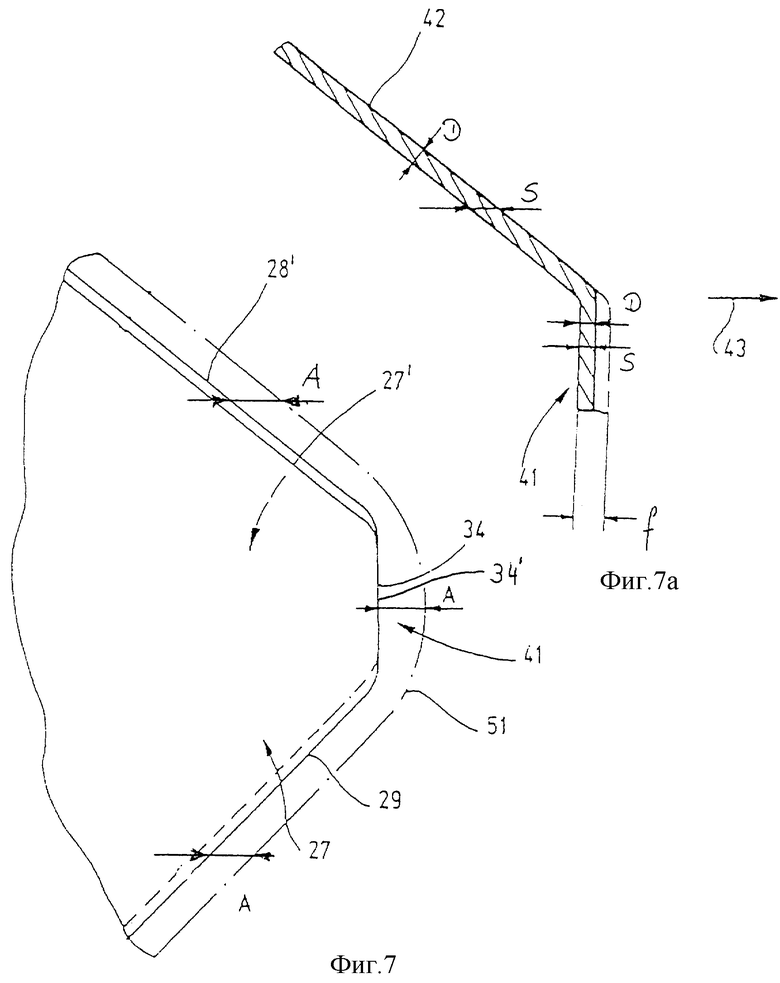
на фиг. 7 - две взаимодействующие смыкающиеся в окружном направлении поворотные режущие пластинки на участке вершины зуба в их взаимном геометрическом сочетании и в соотношении с заданным профилем паза, изображенные схематически и в увеличенном масштабе,
на фиг. 7А - поперечное сечение стружки, полученной от профильной концевой фрезы, согласно фиг. 1 и 2, с геометрическим соотношением режущих кромок, согласно фиг. 7,
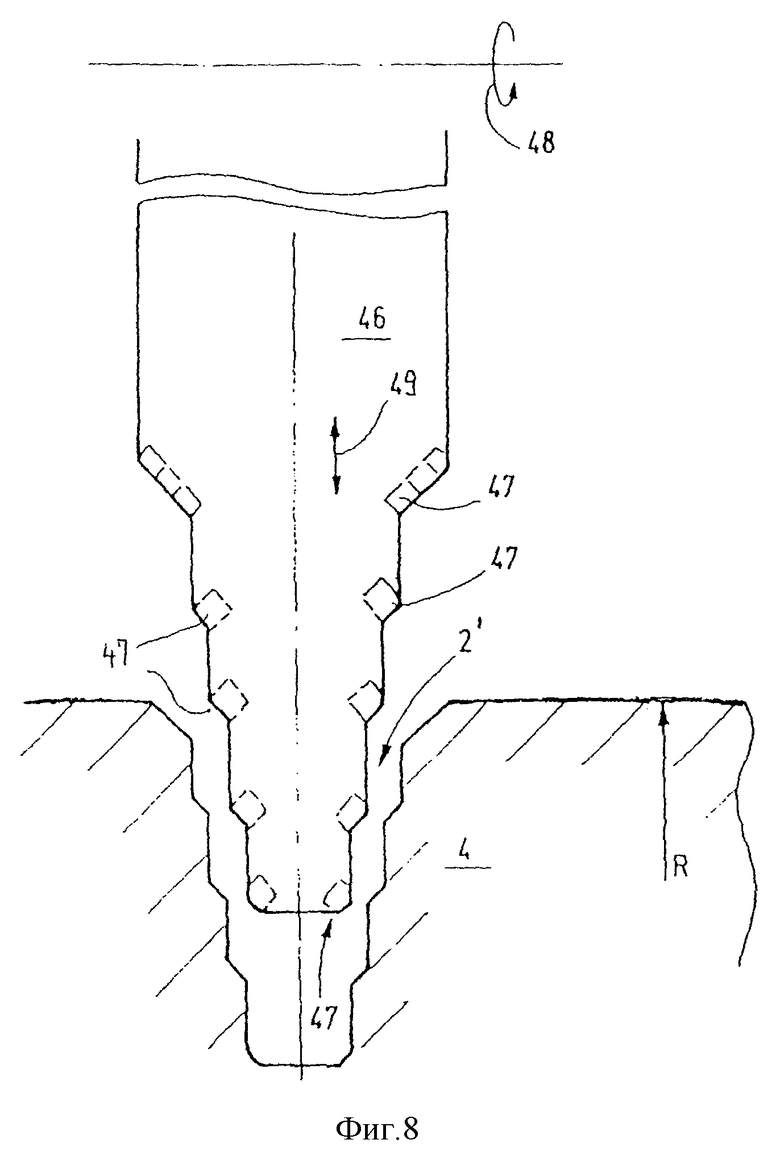
на фиг. 8 - изделие с прорезанным при помощи дисковой фрезы пазом, профиль которого без поднутрений приблизительно соответствует изготовляемому пазу, в схематическом изображении
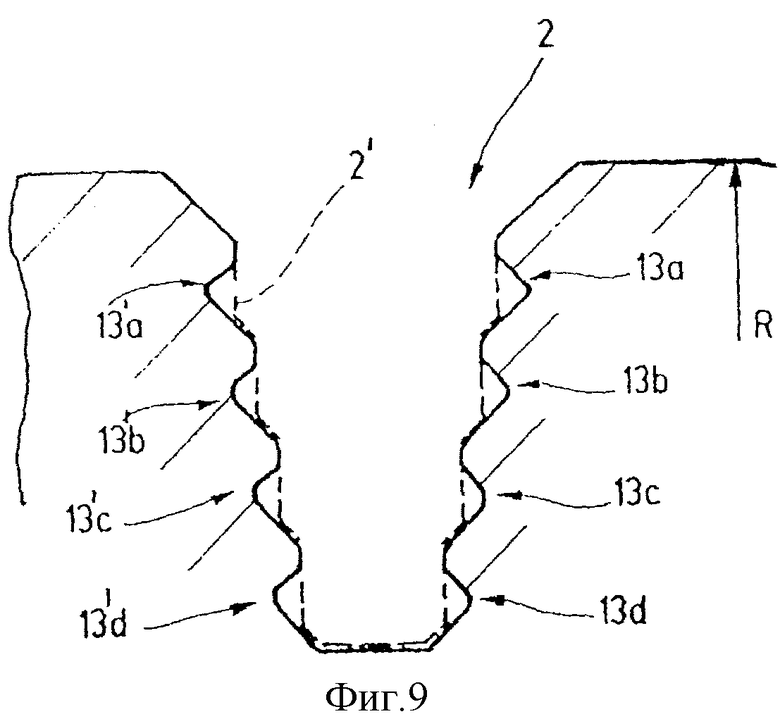
на фиг. 9 - изделие, согласно фиг. 8, по окончании получистового прохода, производимого после прорезания паза, в схематическом изображении,
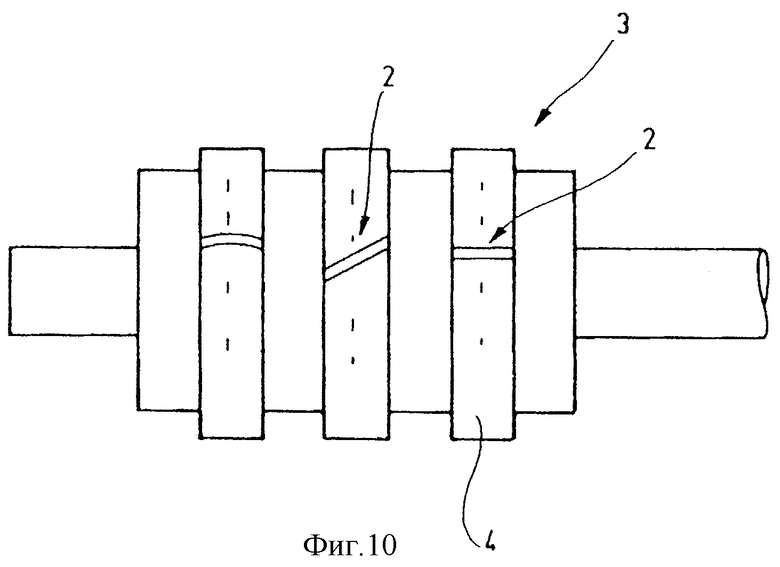
на фиг. 10 - турбинный ротор с цилиндрическими буртами, в которых прорезаны пазы с поднутрениями, в схематическом и уменьшенном изображении.
На фиг. 1 изображен режущий инструмент, выполненный в виде профильной концевой фрезы 1, предназначенной для получистовой обработки поднутренных пазов 2 (фиг. 10). Пазы 2 служат для закрепления турбинных лопаток ротора 3, в частности для паровых турбин. Пазы 2 прорезаны в цилиндрических буртах 4 турбинного ротора 3, выступающих в радиальном направлении над остальной поверхностью ротора 3 так, что пазы 2 всегда раскрыты у каждого из своих концов.
Профильная концевая фреза 1 имеет согласно фиг. 1 корпус 5 в основном цилиндрической формы, на одном конце которого (верхнем на фиг. 1) находится конус для закрепления в патроне или в шпинделе станка. Конус 7 предпочтительно выполняется в виде полого хвостовика или крутого конуса. К конусу 7 примыкает снабженный периферийным шпоночным пазом в основном цилиндрический монтажный участок 8, из которого выходит профилированный участок 9 для установки поворотных режущих пластинок. Участок 9 для режущих пластинок, как и остальные участки 7, 8 корпуса 5, расположен соосно с продольной средней осью 11, которая во время работы профильной концевой фрезы 1 совпадает с его осью вращения.
Участок 9, несущий режущие пластины, имеет в продольном разрезе наружный контур, в основном совпадающий с поперечным сечением изготовляемого паза, за исключением некоторого припуска по наружному контуру на последующую обработку. Паз 2, образуемый согласно данному примеру, имеет елочный профиль, как показано на фиг. 2, а на его боковых сторонах 4 находятся выступающие внутрь проходящие вдоль паза ребра 12 (12a - 12d) с расположенными между ними продольными углублениями 13 (13a - 13d); участок 9, несущий поворотные режущие пластинки и имеющий в основном форму усеченного конуса, снабжен четырьмя расположенными на некотором расстоянии друг от друга в осевом направлении радиальными выступами, которые в окружном направлении имеют вид кольцевых буртов 14 (14a - 14d). Каждый кольцевой бурт образует участок, который служит для выполнения углублений 13. Для этого участок 9, несущий поворотные режущие пластинки, снабжен двумя рядами 16, 17 пластинок, которые расположены соответственно по спирали с соответствующим ходом.
Ряд 16 поворотных режущих пластинок состоит из четырех посадочных мест 18 (18a - 18d) для пластинок. При этом в ряду 16 у каждого кольцевого бурта 14 расположено одно посадочное место 18 (18a - 18d), которое прерывает кольцевые бурты 14a - 14d. Каждое посадочное место 18 снабжено направленной в радиальном и осевом направлении опорной поверхностью, к которой примыкают две расположенные под углом друг к другу и к опорной поверхности площадки 19, 20 (а - d) прилегания. Кроме того, как видно из фиг. 1, каждому посадочному месту 18 соответствует расположенная спереди в направлении вращения профильной концевой фрезы 1 выемка 22 (22a -22d), прерывающая кольцевой бурт 14 и предназначенная для схода стружки. Выемки 22a - 22d разделены одна от другой ребрами 23 (23a - 23c), которые препятствуют переходу стружки из одной выемки для схода стружки в соседние такие выемки и кроме того способствуют увеличению жесткости профильной концевой фрезы 1 на участке 9, несущем поворотные режущие пластинки.
Ряд 17 поворотных режущих пластинок расположен по отношению к продольной средней оси 11 линейно-симметрично ряду 16 аналогичных пластинок, так что описание ряда 16 относится и к ряду 17. Каждому посадочному месту 18 (18a - 18d) попарно соответствует посадочное место 25 в ряду 17 поворотных режущих пластинок. На посадочном месте 18 и посадочном месте 25, точное оформление которых будет рассмотрено несколько ниже, закреплены одинаковые поворотные режущие пластинки 27 (27a - 27d) и 27' (27'a - 27'), которые показаны на фиг. 3 - 6. Поворотная режущая пластинка 27, как видно из фиг. 4, имеет четыре расположенные на кромках параллелограмма главные режущие кромки 28- 1, 23-2, 29-1, 29-2. Кроме того, поворотная режущая пластинка 27 расположена линейно-симметрично по отношению к прямой линии 32, определяющей среднюю ось закрепительного отверстия 31. В дальнейшем ссылки на главные режущие кромки 28, 29 относятся каждый раз к обеим главным режущим кромкам 28-1, 28-2, а также 29-1 и 29-2.
В угловом участке, заключенном между главными режущими кромками 28, 29, эти кромки переходят со скруглением в короткие прямолинейные угловые режущие кромки 34 (34-1, -34-2). К сквозной показанной на фиг. 4 в виде сверху передней поверхности примыкают, как видно из фиг. 5 и 6, задние поверхности 36, 37, 38, которые расположены под острым углом к передней поверхности и ориентированы таким образом, что образованные на профильной концевой фрезе 1 задние углы являются все положительными.
Форма соответственно двух перекрывающихся в окружном направлении посадочных мест 18, 25 и, в частности, их радиальное и осевое расположение друг относительно друга показаны на фиг. 7 (относится каждый раз к парам посадочных мест 18a, 25a; 18b, 25b; 18c, 25c; 18d, 25d). В то время как посадочные места 18, 25 располагаются попарно диаметрально противоположно друг другу, площадки 19, 20 (фиг. 2) прилегания расположены в осевом направлении таким образом, что поворотные режущие пластинки 27, 27' в осевом направлении смещены одна относительно другой на величину порядка десятых долей миллиметра. На фиг. 7 поворотные режущие пластинки 27, 27' изображены наложенными друг на друга в окружном направлении. Осевое смещение установлено таким, что обе пластинки 27, 27' каждый раз активно воздействуют на изделие только главной режущей кромкой 28', 29 или своими угловыми режущими кромками 34', 34. Поэтому перекрытие поворотных режущих пластинок 27, 27' установлено таким образом, что обе пластинки 27, 27' определяют совместно одно лезвие для боковых участков углубления 13 и двойное лезвие на участке 41 вершины зуба. Вследствие этого число лезвий на участке главных режущих кромок 28', 29, расположенных наклонно относительно продольной средней оси 11 (фиг. 1), равно единице, тогда как число лезвий z на участке угловых режущих кромок 34', 34, расположенных параллельно продольной средней оси 11, равно двум. Следовательно, число лезвий на участке 41 вершины зуба вдвое больше, чем на участке боковых сторон, расположенном под углом 45o к продольной средней оси. Для профильной концевой фрезы 1 и при направлении подачи перпендикулярно к плоскости чертежа (фиг. 7) это означает, что число лезвий, определяемое кромками 34', 34, расположенными поперек направления подачи, вдвое больше по сравнению с числом лезвий у главных режущих кромок 28', 29, расположенных под острым углом к направлению подачи.
Благодаря этому достигается форма стружки, показанная схематически на фиг. 7A. По отношению к направлению подачи 43, которое на фиг. 7A показано стрелкой, стружка 42 имеет разную толщину. На участке 41 вершины зуба толщина s стружки в направлении подачи гораздо меньше, чем на участке боковых сторон зуба. На участке боковых сторон толщина s соответствует подаче на оборот, тогда как на участке вершины зуба толщина s из-за вдвое большего числа лезвий составляет лишь половину подачи на оборот. Подача (на оборот) обозначена на фиг. 7A буквой f.
Однако на участке вершины зуба толщина D стружки по нормали совпадает с толщиной s в направлении подачи. На участке боковых сторон толщина D стружки является угловой проекцией толщины s стружки в направлении подачи. Поэтому толщина D на участке боковых сторон меньше толщины s, которая здесь больше чем на вершине. В результате толщина D стружки на участке 41 вершины зуба и толщина D стружки на участке боковых сторон приблизительно совпадают между собой. Тем самым износ режущих кромок 34', 28', определяемый в основном толщиной D стружки, уравнивается. Повышенный износ участка вершины зуба не наступает. Это же относится к поворотной режущей пластинке 27.
Изображенная на фиг. 7A стружка является в основном плоской и поэтому гибкой. Благодаря этому достигается благоприятное образование стружки. Это объясняется принципом геометрического оформления режущих кромок, заключающимся в том, что число лезвий у режущих кромок, расположенных под острым углом к направлению 43 подачи, оказывается меньше, чем число лезвий у режущих кромок, работающих под сравнительно большим углом (перпендикулярно) к направлению 43 подачи. Это относится как к прямым, так и к искривленным режущим кромкам.
Соосно с продольной средней осью 11 через корпус 5 инструмента проходит канал 44 для охлаждающего средства, который через участок 9, несущий поворотные пластинки, выходит в места обработки, т.е. в выемки 22 для схода стружки, а тем самым и к поворотным режущим пластинкам 27, 27'.
Описанная выше профильная концевая фреза 1 работает следующим образом. Для образования пазов 2 на турбинном роторе 3, схематически изображенном на фиг. 10, соответствующую заготовку сначала устанавливают в делительное приспособление. Дисковой фрезой 46, схематически изображенной на фиг. 8, на бурте 4 турбинного ротора 3, показанного на фиг. 8 в виде местного поперечного разреза, прорезают паз 2 без поднутрений. При этом дисковая фреза 46, оснащенная поворотными режущими пластинками 47, вращается вокруг оси 48 и после установки в направлении стрелки 49 на заданную глубину продвигается через бурт 4 движением подачи вдоль изготовляемого паза. При этом дисковая фреза 46 создает показанный на фиг. 8 ступенчатый паз, профиль которого определяется наиболее выступающими внутрь ребрами 12a - 12d изготовляемого паза.
После прорезания паза 2' для осуществления получистового этапа обработки между двумя буртами 4 турбинного ротора 3 вводят профильную концевую фрезу 1, как показано на фиг. 2, таким образом, что она своей продольной средней осью 11 совпадает с радиальным направлением изделия и располагается симметрично по отношению к прорезанному пазу 2' перед его концами. Движением подачи вдоль обрабатываемого паза вращающаяся профильная концевая фреза 1 продвигается через паз 2 (фиг. 2), выфрезеровывая, как показано на фиг. 9, в начерно прорезанном пазу 2' углубления 13a - 13d или 13'а - 13'd. Это происходит изображенным на фиг. 7 образом с соблюдением в основном постоянного припуска А по отношению к заданному контуру 51 окончательно обработанного паза 2 как на участках боковых сторон зубьев, так и на участках 41 вершин зубьев. Ввиду большего числа лезвий на участке 41 вершин зубьев по сравнению с числом лезвий на участках боковых сторон зубьев толщина D стружки на активных режущих кромках 28, 29, 34 каждой поворотной режущей пластинки 27 в основном уравнена или постоянна и поэтому, в частности, на участке 41 вершин зубьев не происходит повышенного нагружения зубьев. Поэтому скорость подачи можно увеличить, не перегружая вершины зубьев. Можно довести подачу до 180 мм/мин, что гораздо больше максимальных значений, достигаемых при помощи фрез из быстрорежущей стали. Даже снабженные износостойким покрытием фрезы из быстрорежущей стали позволяют применять подачу не более 80 мм/мин.
На последнем этапе обработки производится чистовая операция, во время которой фрезой из быстрорежущей стали удаляется припуск А до контура 51. К этой фрезе предъявляются сравнительно низкие требования в отношении режущих свойств, причем износ вследствие постоянного припуска А по длине лезвий можно сохранять постоянным. Сравнительно малый съем материала, осуществляемый этой фрезой, позволяет применять высокую скорость подачи, благодаря чему путем двухступенчатой обработки сначала профильной концевой фрезой 1 с поворотными режущими пластинками (получистовая операция), а потом фрезой из быстрорежущей стали (чистовая операция) достигается очень короткое время обработки. Оно становится гораздо меньше, чем при обработке начерно прорезанного паза 2 только фрезой из быстрорежущей стали.
В случае необходимости припуск А на участке 41 вершины зуба при получистовой обработке паза 2 профильной концевой фрезой можно выбрать меньшим, чем припуск А на остальной части. Это предохраняет вершины зубьев профильной концевой фрезы из быстрорежущей стали при чистовой операции или дает возможность производить ее с более высокой скоростью подачи.
Ввиду показанной на фиг. 4 симметрии поворотных режущих пластинок 27 изношенные главные и угловые режущие кромки 28-1, 29-1, 34-1 можно заменять еще сохранившими нужную форму режущими кромками 28-2, 29-2, 34-2, для чего данную режущую пластинку 27 открепляют от ее посадочного места, поворачивают на 180o относительно центральной оси 32 и снова закрепляют на соответствующем посадочном месте 18, 25. Кроме того, поворотные режущие пластинки 27 являются взаимозаменяемыми. Благодаря этому обеспечивается получение при получистовой операции заданного единого профиля. В отличие от этого форма профиля при частой переточке профильных концевых фрез из быстрорежущей стали изменяется вследствие получающегося при этом изменения геометрии фрезы. Кроме того, смена поворотных режущих пластинок осуществляется проще и быстрее, чем необходимая в противном случае переточка.
В случае необходимости поворотные режущие пластинки 27d можно выполнить отличающимися по форме от остальных таких пластинок, чтобы, например, можно было обрабатывать пазы меньшей ширины вблизи дна.
При изготовлении пазов на роторах между обычным прорезанием паза без поднутрений при помощи дисковой фрезы и профильным фрезерованием при помощи профильной концевой фрезы из быстрорежущей стали производится получистовая операция, во время которой форма профиля предварительно обрабатывается профильной концевой фрезой, оснащенной поворотными режущими пластинками. Применяемая для этого профильная концевая фреза отличается тем, что на своих радиально выступающих наружу вершинах зубьев она имеет большее количество лезвий, чем на косо установленных боковых сторонах зубьев. Кроме того, лезвия, образованные перекрыванием в окружном направлении режущих кромок поворотных пластинок, являются прерывистыми, вследствие чего получаются в основном плоские менее жесткие стружки.
Изобретение относится к изготовлению прямых и косых пазов елочного профиля, в которых закрепляют лопатки на турбинных и иных роторах. В режущем инструменте для повышения стойкости из активных режущих кромок, которые при вращении корпуса инструмента вокруг его продольной оси образуют ротационную фигуру с контуром, соответствующим контуру обрабатываемой поверхности, число этих режущих кромок, расположенных к продольной оси под меньшим углом, превышает число режущих кромок, расположенных к продольной оси под большим углом. Способ обработки пазов для сокращения времени обработки включает фрезерование паза начерно дисковой фрезой без поднутрений, получистовую обработку, при которой для образования поднутрений с постоянным припуском по отношению к заданному пазу в продольном направлении продвигают профильную концевую фрезу с поворотными режущими пластинами, и чистовую обработку профильной концевой фрезой. 2 с. и 40 з.п. ф-лы, 10 ил.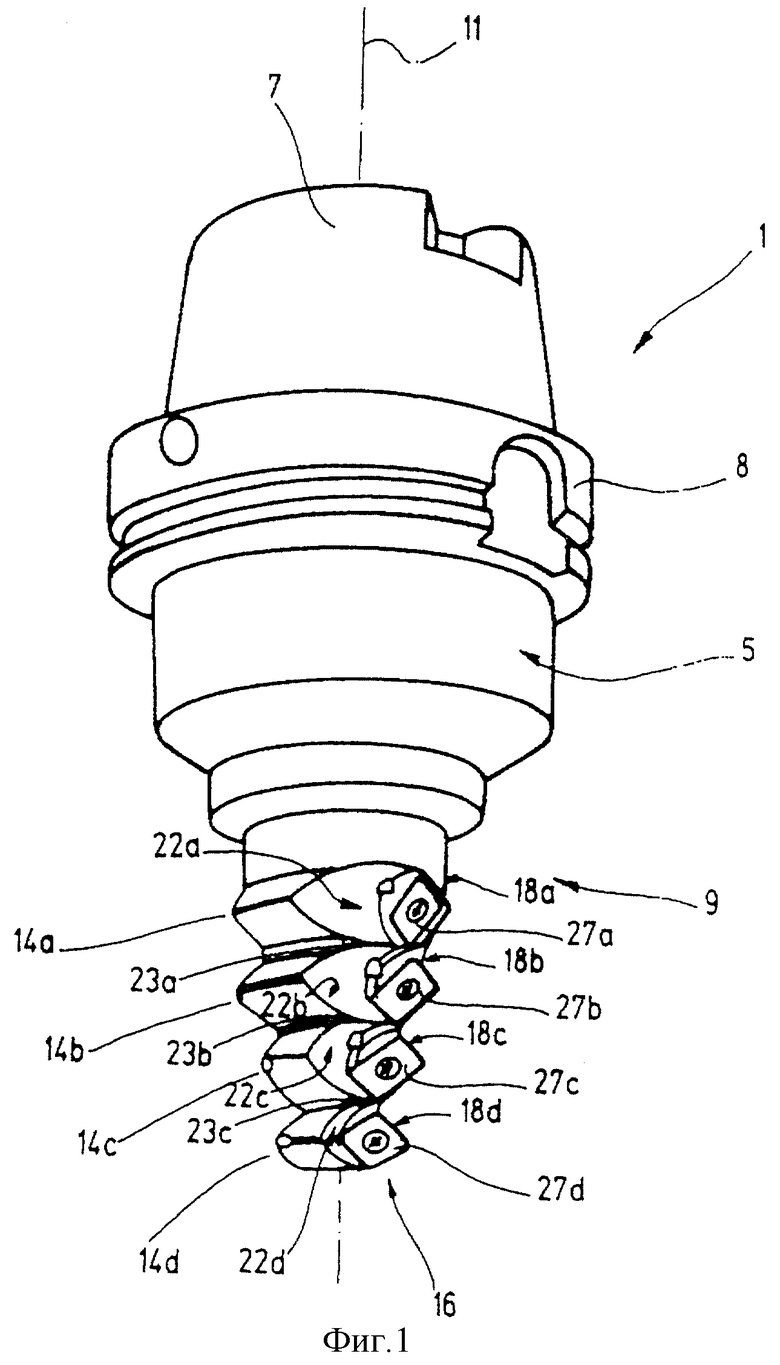
| US 3859700, 14.01.1975 | |||
| БЕРЕЗКИН В.В | |||
| и др | |||
| Технология турбостроения | |||
| - Л.: Машиностроение, Ленинградское отделение, 1980, с.327, 328 | |||
| Фреза | 1984 |
|
SU1194602A1 |
| Сборная фреза | 1991 |
|
SU1780943A1 |
| Вертикальный сепаратор | 1978 |
|
SU700744A2 |
| ЛОПАТИН С.А | |||
| Фреза концевая фасонная для чернового фрезерования пазов в роторе газовой турбины | |||
| - Журнал "Энергетическое машиностроение", 1958, N10, с.44, 45. | |||

