Обычно процесс формовки анодной фольги при изготовлении электролитических конденсаторов производится на постоянном токе, что требует преобразования переменного тока в постоянный.
Известные способы формовки анодной фольги переменным током не обеспечивают необходимого качества оксидного слоя вследствие большой величины обратного тока, протекающего через формовочную ванну в направлении катод-анод.
В описываемом способе сила обратного тока ограничивается встречным включением формовочных ванн в цепь переменного тока, вследствие чего качество оксидного слоя улучшается.
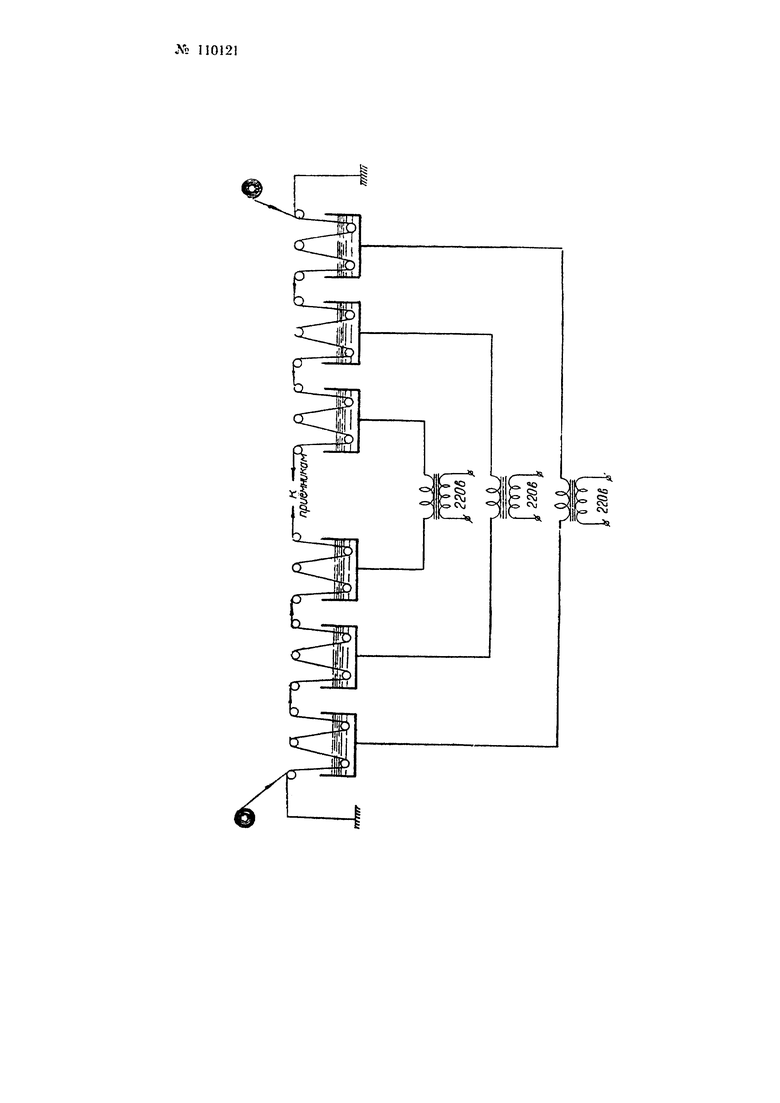
На чертеже изображена схема включения формовочных ванн для динамической формовки анодной алюминиевой фольги на переменном токе.
Две одинаковых формовочных ванны включаются последовательно навстречу друг другу, т.е. контактные валки двух ванн электрически соединяются между собой, а к изолированным бакам ванн подводится переменное напряжение.
При таком включении обратный ток, протекающий через одну ванну, является прямым формующим током для второй ванны. Очевидно, сила обратного тока не может быть больше силы формующего тока, которая велика только в начальный момент формовки.
Предлагаемый способ формовки позволяет:
1. Отказаться от преобразования переменного тока промышленной частоты в постоянный ток для питания формовочных ванн.
2. Использовать оба полупериода переменного тока.
3. Практически устранить возможность короткого замыкания в ваннах, так как оно может произойти только при одновременном обрыве фольги в обеих ваннах, что маловероятно.
4. Улучшить коэффициент мощности в системе, так как включение формовочных ванн в сеть переменного тока промышленной частоты увеличивает емкостную нагрузку.
Способ формовки анодной фольги для электролитических конденсаторов на переменном токе промышленной частоты в двух формовочных ваннах, отличающийся тем, что, с целью улучшения качества оксидного слоя путем ограничения величины обратного тока, применено встречное включение упомянутых формовочных ванн.
