Известны способы ручной электрической дуговой сварки односторонних стыковых швов на медной подкладке, применяемые при ремонте огневых камер, заднего днища и других частей сулТ,овых паровых котлов, где для сварки доступна только одна сторона, и вследствие этого неизбежно применение односторонней ручной сварки. Сварка односторонних швов на медной подкладке применяемыми способами не обеспечивает качественного выполнения сварных швов, так как при сварке откладывается слой шлака, который ослабляет сечение шва и Препятствует получению полного провара в корне шва; наблюдаются прожоги медной подкладки и попадание меди в шов; процесс сварки допускается при температуре не ниже минус 5°.
Предлагаемый способ ручной электрической дуговой сварки с применением медной подкладки устраняет вышеуказанные недостатки и дает возможность осуш,ествлять сварку при отрицательных температурах до минус 40°.
ото достигается тем, что в разделке шва с помощью медной подкладки или легких прихваток укрепляют пучок из нескольких легированных электродных проволок и дугу зажигают между электродом и пучком проволок.
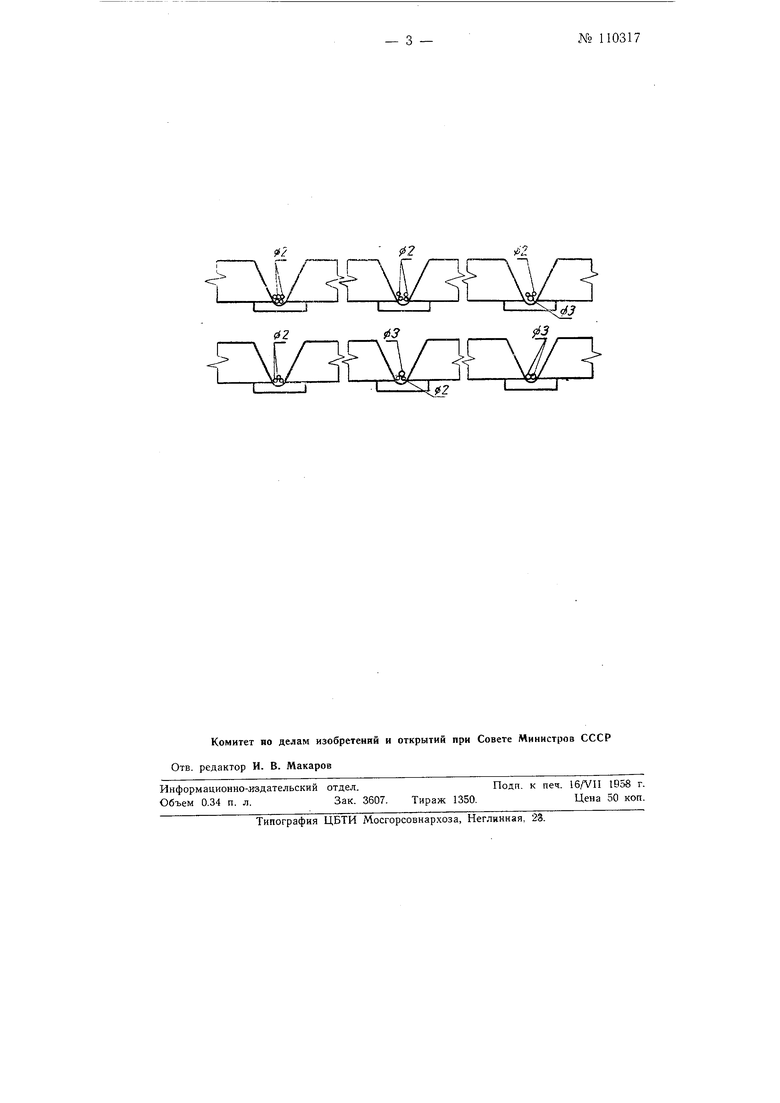
На чертеже изображено расположение пучка электродных проволок. Количество и диаметр проволок определяют в зависимости от требуемой погонной энергии дуги. Может быть взято от одной до пяти проволок диаметром 2 - 3 мм. Лучшие результаты дает компановка пучка из 3,4 или 5 проволок диаметром 2 мм, легированных марганцем и алюминием при соотношении
Мп: А1 1,5-3.
Пучок связывают стальной тонкой проволокой и укрепляют в канавке медной подкладки. Дугу зажигают между электродом и пучком проволок. Этим устраняется резкое воздействие источника тепла дуги на холодный металл в момент зажигания при сварке на морозе, которое может стать причиной появления трещин в основном металле. В процессе спарки плавление пучка проволок несколько опережает плавление основного металла, поэтому видно, .как плавится пучок проволок. Это дает возможность контролировать плавление пучка проволок и одновременно регулировать скорость сварки. При сварке на режимах с повышенной погонной энергией дуги пучок предотвращает прожоги медной подкладки и попадание меди в шов. Получение полного провара в корне шва и хорошее формирование обратного валика достигается путем укладки первого слоя шва при возможно большей погонной энергии дуги, возможность повышения которой обеспечивается соответствуюш,им подбором состава пучка проволок. Сварка односторонних стыковы.х швов по пучку присадочной проволоки обеспечивает качественное выполнение сварных швов.
Предмет изобретения
Способ ручной электрической дуговой сварки односторонних стыковых швов, с применением подкладки, отличаюшийся тем, что, с целью устранения резкого воздействия сварочной дуги на основной холодный металл и улучшения качества сварного шва, в вершине разделки шва укрепляют пучок легированных присадочных проволок и зажигают между этим пучком и электродом дугу, которая плавит пучок раньше основного металла.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2553769C2 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА | 1996 |
|
RU2105646C1 |
| Способ сварки плавлением стыковых соединений | 1980 |
|
SU899296A1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ СОЕДИНЕНИЙ, СТОЙКИХ К ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ | 2014 |
|
RU2571294C2 |
| Способ дуговой сварки плавящимся электродом в узкую разделку | 1982 |
|
SU1061956A1 |