Изобретение предназначено для про изводства как листового, так и рулон ного многослойного картона в широком диапазоне веса 1 м (от 1003000 г/м) и может найти применение в целлюлозно-бумажной, легкой, химической и других отраслях промьшшенности, производящих картон. В промышленности применяются различные конструкции машин, производящих или только рулонный или листовой картон. Известна машина дли производства рулонного картона, содержащая формующую часть, вьшолненную в виде ряда круглосеточных цилиндров, пресс предварительного обезвоживания основной пресс, сушильные цилиндры 1 . Однако известная машина предназна чена только для производства рулонного многослойного картона весом 1 м от 100-800 г/м. Кроме того, формующая часть, выполненная в виде круглосеточных цилиндров, ограничива ет вес элементарного слоя, получаемо го с одного цилиндра, а увеличение веса t м картона требует применения большого количества формующих цилинд ров и следовательно усложняет конструкцию. 1Наиболее близкой по технической сущности и получаемому эффекту к предложенной является автоматическая поточная линия для изготовлег ия листового картона, содержащая круглосеточное или плоскосеточное формующее устройство, автоматический форматный вал с прижимньми валами и съемно сукно, а также плоский пресс, камерную сушилку. Формование элементарных слоев происходит на круглосеточных . цилиндрах, откуда съемным сукном фор муемый многослойный картон передаетс на форматный вал, куца он наматывается до заданной толщины, разрезаетс на листы, которые передаются с помощь транспортеров в прессовую и далеевi сушильную часть (2. Автоматическая линия предназначена только для производства листового картона и имеет ограниченньш ассортимент производимой продукции: она выпускает многослойный картон весом 1 м от 1000-3000 г/м. Это объясняется те что подготовка к очередному циклу резки на форматном вале требует определенного времени, и при производстве тонкого картона необходимо резко снижать производительность за счет уменьшения скорости вращения форматного вала и всей машины. Цель изобретения - расширение технологических возможностей машины при сокращении объема капиталовложений. Эта цель достигается тем, что в картоноделательной машине для производства многослойного картона, содержащей установленные по ходу технологического процесса формующую часть с устройствами для формования элементарных слоев картона, форматным валом с прижимными валами и съемным сукном, прессовую и сушильную части, формующая часть имеет дополнительное снабженное сукнонатяж- кой сукно для огибания форматного вала, сушильная часть состоит по крайней мере из двух групп, образующих верхний и нижний ряды сушильных цилиндров с верхней и нижней сушильными сетками, в первой по ходу движения картона группе сушильных цилиндров верхняя сетка огибает верхний и нижний ряды цилиндров, а нижняя сетка нижний ряд цилиндров, причем отношения расстояния между образующими верхних и нижних цилиндров по линии соединения их центров к толщине картона находится в пределах 100-130. На чертеже показана схема картоноделательной машины. Машина содержит установленные по ходу технологического процесса формующую часть, которая включает плоскосеточные устройства для формования элементарных слоев 1, форматный вал 2, прижимные валы 3 и съемное сукно 4, которое проходит между гауч-валом 5 и прижимным валом 6 всех формующих устройств и огибает прижимные валы 3 Форматный вал 2 снабжен дополнительным бесконечным сукном 7, сукноведущими валиками 8 и сукнонатяжкой 9. Сукно 7 прилегает к форматному валу и огибает его. После форматного вала 2 установлен транспортер 10, а за ним вальцевые пресса 11. За прессовой частью расположена сушильная часть, которая выполнена в виде ряда секций сушильных цилиндров 12, которые снабжены верхней 13 и нижней 14 секциями, В первой секции сетка 13 огибает как верхний, так и нижний ряд цилиндров 12, а сетка 14 только нижний ряд. Отношение расстояния .между образующими верхних и нижних цилиндров по линии соединения их центров к толшлне картона находится в пределах 100-130. Это соотношение обеспечивает проводку листового картона таким образом, что,не выходя из захвата между сеткой 14 и нижним сушильным ц линдром, лист попадает в захват межд сеткой 13 и верхним сушильным цилинд ром . При соотношении, меньшем 100, пре дьщущий и последующий листы, выходя из захвата между сетками,начинают наклады ваться один на другой,4то приводит к ко роблению листов и их браку.При соотношении, большем 130, лист не попадает в захват между сеткой 13 и верхни сушильным цилиндром, что приводит к сползанию листа по сетке 13. С сукноведущим валиком 15 нижней сетки 14 связан механизм для изменения положения сетки при .смене ассорт мента. Он вьтолнен в виде рычажной системы 16, связанной через зубчатую передачу 17 с электродвигателем. Мех низм для изменения положения сетки связан с отделочным оборудованием. Полотно, в зависимости от вида выра тываемой продукции, поступает или в многовальный каландр (при выработке рулонного картона), или в механизм резки (при выработке листового картона) . Машина работает следующим образом При вьфаботке листового картона элементарные слои, сформированные на плоскосеточных устройствах 1, снимаются сукном 4 и передаются на форматньй вал 2. При этом дополнительное сукно 7 снято с форматного вала 2 и отведено посредством автоматической сукнонатяжки 9. После образования на форматном вале 2 многослойного картона заданной толщины происходит разрез картона на листы, которые передаются на транспортер 10, затем в прессовую часть 11 и в сушильную часть. В первой секции сушильной части листы проходят по сушильным цилиндрам между двумя сетками 13 и 14, так как влажный картон не обладает достаточной упругостью, что обеспечивает автоматичёскую передачу листа с одного цилиндра 12 на другой. На последующих сек.циях, где лист становится достаточно упругим, необходимость вгибания сеткой 13 нижнего ряда цилиндров отпадает, а автоматическая проводка обеспечивается выбранным расстоянием между цилиндрами. После сушильной части лист подается через пресс в двухвальный каландр, при этом сукноведущий валик 15 находится в нижнем положении. После каландра листы поступают в устройство для разрезки на заданный формат. При выработке рулонного картона формование элементарных слоев, прессование и сушка происходит аналогичным образом. На форматный же вал надевается дополнительное сукно 7, при этом сукноведущий валик сукнонатяжки 9 возвращается в исходное положение . Полотно картона обезвоживается на форматном валу между двумя сукнами 4 и 7, а форматный вал работает как предварительные пресса с отключенным устройством для резки картона на листы. В конце сушильной части с помощью рычажной системы 16, приводимой в. движение через зубчатую передачу 17 электродвигателем, сукноведущий валик 15 переводится в верхнее положение. При этом картон направляется на верхний сушильный цилиндр. После сушки полотно картона поступает на многовальньй цилиндр и далее наматывается в рулон на накате. На предлагаемой машине возможно производство многослойного картона как рулоиного, так и листового в широком диапазоне веса 1 м (от 1003000 г/м). Это объясняется тем, что в ней совмещены элементы конструк1и й , машин, предназначенных для выработки того и другого вида картона. Такое совмещение позволяет сократить кали- тальные вложения на изготовление и монтаж конструкции, а также обеспечивает сокращение объема производственных площадей. Ожидаемый экономический эффект 1717,7 тыс. руб.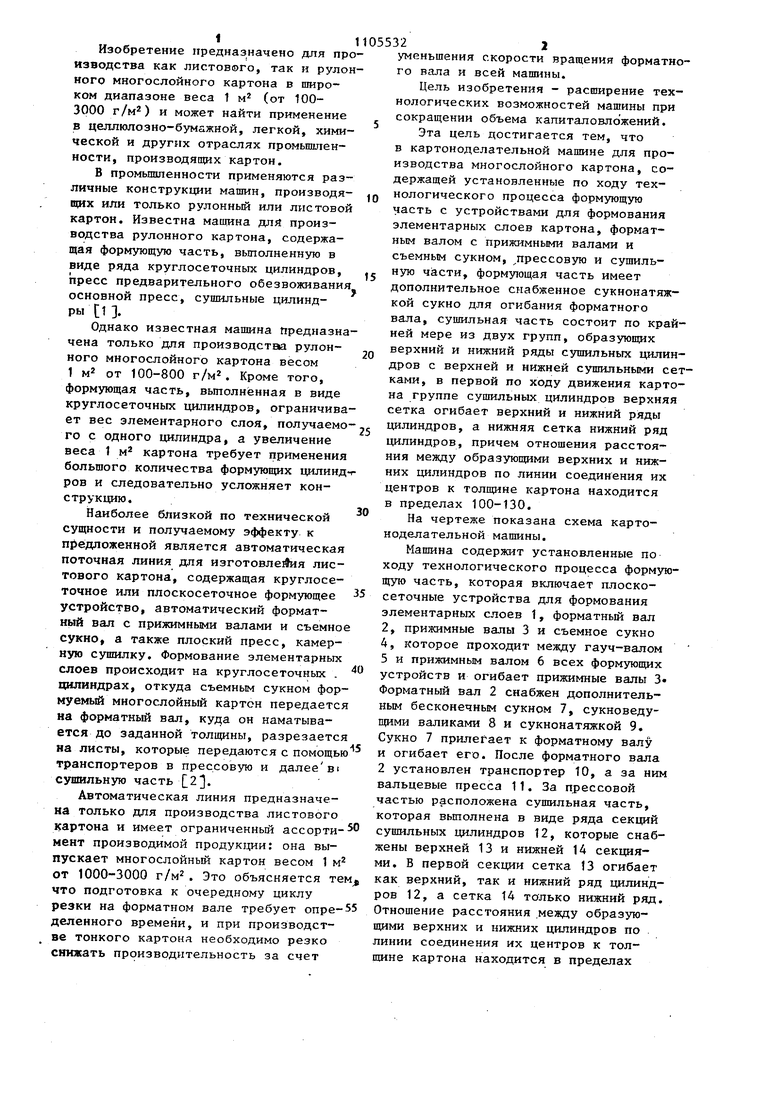
| название | год | авторы | номер документа |
|---|---|---|---|
| Бумагоделательная машина | 1979 |
|
SU781246A1 |
| Устройство для резания и съема картона | 1986 |
|
SU1442587A1 |
| СПОСОБ ОБРАБОТКИ ЛИСТОВОГО КАРТОНА | 1967 |
|
SU193919A1 |
| Формующая часть картоноделательной машины | 1977 |
|
SU681139A1 |
| Машина для производства асбестоцементного и тому подобного материала | 1949 |
|
SU77098A1 |
| КОМПАКТНОЕ УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА САНИТАРНО-ГИГИЕНИЧЕСКИХ ВИДОВ БУМАГИ | 2010 |
|
RU2447218C2 |
| ПНЕВМАТИЧЕСКИЙ СПОСОБ ОБЕЗВОЖИВАНИЯ ДЛЯ ПОЛУЧЕНИЯ ПОГЛОЩАЮЩЕГО ЛИСТА, ОБЕСПЕЧИВАЮЩИЙ НЕЗНАЧИТЕЛЬНОЕ УПЛОТНЕНИЕ | 2005 |
|
RU2364671C2 |
| Формующая часть бумагоделательной машины | 1977 |
|
SU626137A1 |
| ГИДРОПРИВОД КРУГЛОСЕТОЧНОИ ЛИСТОФОРМОВОЧНОЙ МАШИНЫ | 1970 |
|
SU268216A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА МОДИФИЦИРОВАННЫХ ЦЕМЕНТНО-ВОЛОКНИСТЫХ ПЛИТ | 2018 |
|
RU2710255C2 |
КАРТОНОДЕЛАТЕЛЬНАЯ МАШИНА ДЛЯ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО КАРТОНА, содержащая установленные по ходу технологического процесса формующую часть с устройствами для формования элементарных слоев картона, форматным валом с прижимными валами и съемным сукном, прессовую и сушильную части, отличающаяся тем, что, с целью расширения технологических возможностей машины при сокращении объема капиталовложений, формуницая часть имеет дополнительное снабженное сукнонатяжкой сукно дпя огибания форматного вала, сушильная часть состоит по крайней мере из двух групп, .образующих верхний и нижний ряды сушильных цилиндров с верхней и нижней сушильными сетками, в первой по ходу движения картона группе сушильных цилиндров верхняя сетка огибает верхний и нижний ряды цилиндров, а нижняя сетка - нижний ряд цилиндров, причем отношение расстояния между образующими верхних и нижних цилиндров по линии соединения их центров к толщине картона находится в пределах 100-130.
| }.Иванов С | |||
| Технология бумаги.М., Лесная промьшшенность, 1960, с | |||
| ДВЕРНОЕ СИГНАЛЬНОЕ ПРИСПОСОБЛЕНИЕ | 1923 |
|
SU650A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Wochenblatt fur Papierfabrication, ФРГ, 1976, № 9, с | |||
| Ледорезный аппарат | 1921 |
|
SU322A1 |
