Область техники
Настоящее изобретение относится в целом к способам изготовления поглощающего целлюлозного листа и, более точно, к способу изготовления поглощающего листа посредством обезвоживания целлюлозной бумажной массы на формующем материале для образования формирующегося полотна (полотна в начальной стадии), пневматического обезвоживания полотна при одновременном избежании образования каналов на полотне посредством выбора одной или нескольких проницаемых распределительных мембран с последующей окончательной сушкой или дополнительной обработкой полотна. Способ позволяет получить поглощающие изделия высшего сорта при минимальных капитальных вложениях и эксплуатационных расходах. Способ легко адаптируется к существующему оборудованию и создает возможность изготовления изделий с очень высокой поверхностной плотностью, пригодных в качестве поглощающих сердцевин в многослойных изделиях.
Предшествующий уровень техники
Способы изготовления тонкой бумаги (бумажных носовых платков, салфеток), полотенец и т.п. хорошо известны, при этом они включают в себя различные отличительные признаки, такие как сушка на американском сушильном цилиндре, сквозная сушка (сушка с просасыванием), крепирование с использованием (крепировального) материала, крепирование в сухом состоянии, крепирование во влажном состоянии и так далее. Традиционные способы прессования во влажном состоянии имеют определенные преимущества по сравнению с традиционными способами сушки проходящим насквозь воздухом, включая: (1) более низкие затраты на энергию, связанные с механическим удалением воды, по сравнению с транспирационной сушкой горячим воздухом; и (2) более высокие скорости производства продукции, которые достигаются легче при применении процессов, в которых используется прессование во влажном состоянии для образования полотна. С другой стороны, новые капитальные вложения широко осуществлялись в технологии, использующей сушку проходящим насквозь воздухом, в особенности для производства мягких, объемных изделий высшего сорта в виде бумажных носовых платков, салфеток и полотенец.
Крепирование с использованием материала применялось в связи с процессами производства бумаги в качестве средства для воздействия на свойства продукта. См. патенты США №№ 4689119 и 4551199 на имя Weldon; 4849054 и 4834838 на имя Klowak и 6 287 426 на имя Edwards и др. Эффективному применению способов крепирования с использованием материала, при котором крепирование выполняется при повышенных концентрациях полотна, мешали трудности, связанные с обеспечением эффективного перемещения полотна высокой или промежуточной концентрации (30-60%) к сушилке (сушильному цилиндру). Следует отметить также патент США № 6350349 на имя Hermans и др., в котором раскрыто перемещение полотна во влажном состоянии с вращающейся переносящей поверхности к материалу. К дополнительным патентам, относящимся к крепированию с использованием материала, в более общем случае включающему в себя быстрое перемещение, или крепированию с использованием материала при низкой концентрации (то есть 10-30%), относятся следующие: 4834838; 4482429, 4445638, а также 4440597 на имя Wells и др., в которых описано быстрое перемещение полотна с концентрациями от приблизительно 10 до 30 процентов.
Полученные с использованием сквозной сушки крепированные изделия раскрыты в следующих патентах: в патенте США № 3994771 на имя Morgan, Jr. и др., патенте США № 4102737 на имя Morton и в патенте США № 4529480 на имя Trokhan. Способы, описанные в данных патентах, включают в себя, в самых общих чертах, образование полотна на перфорированной опоре, термическую предварительную сушку полотна, подачу полотна на американский сушильный цилиндр с зазором, частично ограниченным материалом (сукном) для тиснения, и крепирование продукта с американского сушильного цилиндра. Как правило, требуется сравнительно проницаемое полотно, что затрудняет использование бумажной массы из вторичного сырья в такой степени, в какой может быть желательно. Перемещение к американскому сушильному цилиндру, как правило, происходит при концентрациях (значениях плотности) полотна, составляющих от приблизительно 60% до приблизительно 70%.
Как отмечено выше, для изделий, подвергнутых сквозной сушке, характерна тенденция иметь повышенную пухлость и мягкость, однако термическое обезвоживание посредством горячего воздуха является энергоемким и требует сравнительно проницаемого полотно, так что волокно из вторичного сырья трудно обрабатывать данным образом. Операции прессования во влажном состоянии, в которых полотна подвергают механическому обезвоживанию, предпочтительны с точки зрения использования энергии в перспективе и более легко применимы для бумажных масс, содержащих волокно из вторичного сырья, которое имеет тенденцию образовывать полотна с меньшей проницаемостью, чем волокно из первичного сырья. Процессы прессования во влажном состоянии и процессы крепирования во влажном или сухом состоянии широко используются, как видно из всей литературы по бумажному производству. Многие усовершенствования способов прессования во влажном состоянии относятся к повышению степени пухлости (удельного объема) и впитывающей способности изделий, обезвоженных посредством уплотнения.
В качестве альтернативы традиционным способам прессования во влажном состоянии и сквозной сушки были предприняты попытки включить технологию пневматического прессования в бумагоделательные машины. См., например, следующие патенты на имя Hermans и др.: патенты США №№ 6497789, 6454904, 6096169 и 6083346. См. также следующие патенты: патент США №№ 6579418, 6318727, 6306258, 6306257, 6280573, 6338220, 6143135, 6093284 и 6080279.
Однако было установлено, что уплотнение (герметизация) пресса и/или образование каналов на полотне ограничивают полезность предложенных систем. Кроме того, прессование во влажном состоянии в сочетании с пневматическим прессованием во время изготовления может привести к сравнительно плотным полотнам, если не будут предприняты значительные меры для избежания уплотнения.
Сущность изобретения
Настоящее изобретение направлено на способ, в котором камеру давления образуют посредством отжимных валов и распределительную мембрану и сукно, препятствующее повторному смачиванию, выбирают для избежания каналообразования во время пневматического обезвоживания. Подготовка полотна включает в себя выбор соответствующей бумажной массы и обработку формирующегося полотна так, чтобы поддерживать большую объемную долю пустот и сравнительно большие гидравлические диаметры, подобные тем, которые видны в изделиях, подвергнутых сквозной сушке. В соответствии с одним аспектом настоящее изобретение направлено на обеспечивающий незначительное уплотнение способ изготовления поглощающего целлюлозного полотна, включающий в себя следующие операции: образование формирующегося полотна из бумажной массы для производства бумаги; обезвоживание формирующегося полотна до концентрации от приблизительно 10 до приблизительно 30 процентов на перфорированной формующей опоре, перемещающейся с первой скоростью; быстрое перемещение полотна при концентрации от 10 до приблизительно 30 процентов на материал с открытой текстурированной структурой, перемещающийся со второй скоростью, которая меньше первой скорости формующей опоры; дополнительное обезвоживание полотна на материале с открытой текстурированной структурой до концентрации от приблизительно 30 до приблизительно 60 процентов посредством (i) соединения материала с открытой текстурированной структурой, несущего указанное полотно, с мембраной для распределения текучих сред и с сукном, препятствующим повторному смачиванию, когда три указанных компонента - материал, мембрана и сукно - проходят через зазор в камеру давления, границы которой частично определяются множеством отжимных валов, при этом мембрана для распределения текучих сред плотно прилегает к той стороне материала с открытой текстурированной структурой, которая находится вдали от полотна, при этом сукно, препятствующее повторному смачиванию, плотно прилегает к полотну, и (ii) приложения градиента пневматического давления (давления воздуха) от распределительной мембраны через полотно, в результате чего происходит обезвоживание полотна; и сушку полотна. Полотно, как правило, быстро перемещают при концентрации от приблизительно 15 до приблизительно 25 процентов при показателе быстрого перемещения, составляющем от приблизительно 10 процентов до приблизительно 30 процентов, предпочтительно, при показателе быстрого перемещения, составляющем от приблизительно 15 процентов до приблизительно 25 процентов. Формирующееся полотно может быть образовано на плоскосеточной бумагоделательной машине, в которой формирующееся полотно подвергается обезвоживанию до концентрации от приблизительно 20 процентов до приблизительно 25 процентов в формующей секции.
В предпочтительном варианте осуществления полотно подвергают обезвоживанию до концентрации от приблизительно 45 до приблизительно 55 процентов посредством приложения пневматического давления через полотно от распределительной мембраны к материалу с открытой текстурированной структурой. Изделие, то есть высушенное полотно, может иметь растяжение в направлении под прямым углом к ходу полотна на машине, составляющее от приблизительно 5 процентов до приблизительно 20 процентов, при этом в некоторых случаях высушенное полотно имеет растяжение в направлении под прямым углом к ходу полотна на машине, составляющее, по меньшей мере, приблизительно 5 процентов, и соотношение растяжений в машинном направлении/в направлении под прямым углом к ходу полотна на машине, составляющее менее приблизительно 1,75; в то время как в других случаях высушенное полотно имеет растяжение в направлении под прямым углом к ходу полотна на машине, составляющее, по меньшей мере, приблизительно 5 процентов, и соотношение растяжений в машинном направлении/в направлении под прямым углом к ходу полотна на машине, составляющее менее приблизительно 1,5; при этом в других дополнительных вариантах осуществления высушенное полотно имеет растяжение в направлении под прямым углом к ходу полотна на машине, составляющее, по меньшей мере, приблизительно 10 процентов, и соотношение растяжений в машинном направлении/в направлении под прямым углом к ходу полотна на машине, составляющем менее приблизительно 2,5; при этом в дополнительных случаях высушенное полотно имеет растяжение в направлении под прямым углом к ходу полотна на машине, составляющее, по меньшей мере, приблизительно 15 процентов, и соотношение растяжений в машинном направлении/в направлении под прямым углом к ходу полотна на машине, составляющее менее приблизительно 3,0; и при этом в других вариантах осуществления высушенное полотно имеет растяжение в направлении под прямым углом к ходу полотна на машине, составляющее, по меньшей мере, приблизительно 20 процентов, и соотношение растяжений в машинном направлении/в направлении под прямым углом к ходу полотна на машине, составляющее менее приблизительно 3,5. К другим свойствам, которые могут охарактеризовать высушенное полотно в различных вариантах осуществления относятся: плотность, составляющая, по меньшей мере, приблизительно 6 г/см3; плотность, составляющая, по меньшей мере, приблизительно 7,5 г/см3; плотность, составляющая, по меньшей мере, приблизительно 10 г/см3; плотность, составляющая, по меньшей мере, приблизительно 15 г/см3; впитывающая способность, составляющая, по меньшей мере, 5 г/г; впитывающая способность, составляющая, по меньшей мере, приблизительно 7 г/г; впитывающая способность, составляющая, по меньшей мере, приблизительно 9 г/г; впитывающая способность, составляющая, по меньшей мере, приблизительно 11 г/г; впитывающая способность, составляющая, по меньшей мере, приблизительно 13 г/г; объемная доля пустот, составляющая от приблизительно 0,7 до приблизительно 0,9; объемная доля пустот, составляющая от приблизительно 0,75 до приблизительно 0,85; показатель упругости во влажном состоянии, составляющий, по меньшей мере, приблизительно 0,6; показатель упругости во влажном состоянии, составляющий, по меньшей мере, приблизительно 0,65; показатель упругости во влажном состоянии, составляющий от приблизительно 0,6 до приблизительно 0,8; объемная доля пустот, составляющая, по меньшей мере, приблизительно 0,7, и гидравлический диаметр в диапазоне от приблизительно 1,5 микрона до приблизительно 60 микрон; объемная доля пустот, составляющая, по меньшей мере, приблизительно 0,7, и гидравлический диаметр в диапазоне от приблизительно 3 микрон до приблизительно 20 микрон; поверхностная плотность, составляющая от приблизительно 30 до приблизительно 200 фунтов на 3000 квадратных футов; и поверхностная плотность, составляющая от приблизительно 100 до приблизительно 150 фунтов на 3000 квадратных футов.
Другой аспект изобретения направлен на обеспечивающий незначительное уплотнение способ изготовления поглощающего целлюлозного полотна, включающий в себя: образование формирующегося полотна из бумажной массы для производства бумаги; обезвоживание формирующегося полотна до концентрации от приблизительно 10 до приблизительно 30 процентов на перфорированной формующей опоре, перемещающейся с первой скоростью; быстрое перемещение полотна при концентрации от 10 до приблизительно 30 процентов на материал с открытой текстурированной структурой, перемещающийся со второй скоростью, которая меньше первой скорости формующей опоры; дополнительное обезвоживание полотна на материале с открытой текстурированной структурой до концентрации от приблизительно 30 до приблизительно 60 процентов посредством (i) соединения материала с открытой текстурированной структурой, несущего указанное полотно, с мембраной для распределения текучих сред и с сукном, препятствующим повторному смачиванию, когда три указанных компонента - материал, мембрана и сукно - проходят через зазор в камеру давления, границы которой частично определяются множеством отжимных валов, при этом мембрана для распределения текучих сред плотно прилегает к той стороне материала с открытой текстурированной структурой, которая находится вдали от полотна, при этом сукно, препятствующее повторному смачиванию, плотно прилегает к полотну, и (ii) приложения градиента пневматического давления от распределительной мембраны через полотно, в результате чего происходит обезвоживание полотна; и сушку полотна; и выбор бумажной массы для производства бумаги и управление процессом таким образом, чтобы высушенное полотно имело объемную долю пустот, составляющую, по меньшей мере, 0,7, гидравлический диаметр в диапазоне (предпочтительно) от приблизительно 3 до приблизительно 20 микрон и показатель упругости во влажном состоянии, составляющий, по меньшей мере, приблизительно 0,65.
В соответствии с еще одним аспектом изобретения предложен обеспечивающий незначительное уплотнение способ изготовления поглощающего целлюлозного полотна, включающий в себя: образование формирующегося полотна из бумажной массы для производства бумаги; обезвоживание формирующегося полотна до концентрации от приблизительно 10 до приблизительно 30 процентов на перфорированной формующей опоре, перемещающейся с первой скоростью; быстрое перемещение полотна на материал с открытой текстурированной структурой; дополнительное обезвоживание полотна на материале с открытой текстурированной структурой до концентрации от приблизительно 30 до приблизительно 60 процентов посредством (i) соединения материала с открытой текстурированной структурой, несущего указанное полотно, с мембраной для распределения текучих сред и с сукном, препятствующим повторному смачиванию, когда три указанных компонента - материал, мембрана и сукно - проходят через зазор в камеру давления, границы которой частично определяются множеством отжимных валов, при этом мембрана для распределения текучих сред плотно прилегает к той стороне материала с открытой текстурированной структурой, которая находится вдали от полотна, при этом сукно, препятствующее повторному смачиванию, плотно прилегает к полотну, и (ii) приложения градиента пневматического давления от распределительной мембраны через полотно, в результате чего происходит обезвоживание полотна; и сушку полотна, пока оно удерживается в материале с открытой текстурированной структурой, до концентрации, составляющей, по меньшей мере, приблизительно 90 процентов. Как правило, полотно высушивают, пока оно удерживается в материале для тиснения, до концентрации, составляющей, по меньшей мере, приблизительно 92 процента; предпочтительно полотно высушивают, пока оно удерживается в материале с открытой текстурированной структурой, до концентрации, составляющей, по меньшей мере, приблизительно 95 процентов. Полотно может быть высушено с помощью множества сушильных барабанов, пока оно удерживается в материале с открытой текстурированной структурой, и/или полотно высушивают с помощью устройства для сушки (принудительно) подаваемым воздухом, пока оно удерживается в материале с открытой текстурированной структурой.
В соответствии с дополнительным аспектом изобретения предложен обеспечивающий незначительное уплотнение способ изготовления поглощающего целлюлозного полотна, включающий в себя: образование формирующегося полотна из бумажной массы для производства бумаги; обезвоживание формирующегося полотна до концентрации от приблизительно 10 до приблизительно 30 процентов на перфорированной формующей опоре, перемещающейся с первой скоростью; быстрое перемещение полотна при концентрации от приблизительно 10 до приблизительно 30 процентов на материал с открытой текстурированной структурой, перемещающийся со второй скоростью, которая меньше первой скорости формующей опоры; дополнительное обезвоживание полотна на материале с открытой текстурированной структурой до концентрации от приблизительно 30 до приблизительно 60 процентов посредством (i) соединения материала с открытой текстурированной структурой, несущего указанное полотно, с мембраной для распределения текучих сред и с сукном, препятствующим повторному смачиванию, когда три указанных компонента - материал, мембрана и сукно - проходят через зазор в камеру давления, границы которой частично определяются множеством отжимных валов, при этом мембрана для распределения текучих сред плотно прилегает к той стороне материала с открытой текстурированной структурой, которая находится вдали от полотна, при этом сукно, препятствующее повторному смачиванию, плотно прилегает к полотну, и (ii) приложения градиента пневматического давления от распределительной мембраны через полотно, в результате чего происходит обезвоживание полотна; перемещение полотна на американский сушильный цилиндр без уплотнения полотна и сушку полотна. Полотно предпочтительно приклеивают к американскому сушильному цилиндру посредством клея для крепирования, содержащего поливиниловый спирт, как описано ниже. Полотно может быть крепировано с американского сушильного цилиндра посредством волнообразного крепирующего шабера или с помощью обычного крепирующего шабера.
Альтернативно, полотно снимают с американского сушильного цилиндра без крепирующего шабера.
В соответствии с еще одним дополнительным аспектом изобретения предложен способ изготовления поглощающего целлюлозного полотна, включающий в себя: образование формирующегося полотна, имеющего кажущееся случайным распределение ориентаций волокон, из бумажной массы для производства бумаги; быстрое перемещение полотна на материал с открытой текстурированной структурой; сушку полотна до концентрации от приблизительно 30 до приблизительно 60 процентов посредством (i) соединения материала с открытой текстурированной структурой, несущего указанное полотно, с мембраной для распределения текучих сред и с сукном, препятствующим повторному смачиванию, когда три указанных компонента - материал, мембрана и сукно - проходят через зазор в камеру давления, границы которой частично определяются множеством отжимных валов, при этом мембрана для распределения текучих сред плотно прилегает к той стороне материала с открытой текстурированной структурой, которая находится вдали от полотна, при этом сукно, препятствующее повторному смачиванию, плотно прилегает к полотну, и (ii) приложения градиента пневматического давления от распределительной мембраны через полотно, в результате чего происходит обезвоживание полотна; последующее перемещение полотна на движущуюся переносящую поверхность, перемещающуюся с первой скоростью; осуществляемое с использованием материала крепирование полотна с переносящей поверхности при концентрации от приблизительно 30 до приблизительно 60 процентов посредством использования крепировального материала, при этом операция крепирования происходит под давлением в зоне прессования для крепирования с использованием материала, образованной между переносящей поверхностью и крепировальным материалом, причем материал перемещается со второй скоростью, которая меньше скорости указанной переносящей поверхности, при этом структура материала, параметры зоны прессования, разность скоростей и концентрация полотна выбраны такими, что полотно подвергается крепированию с переносящей поверхности и перераспределяется на крепировальном материале для образования полотна с сетчатой структурой, имеющей множество взаимосвязанных зон с различной ориентацией волокон, включая, по меньшей мере, (i) множество зон, имеющих увеличенное содержание волокон и имеющих преобладающую ориентацию в направлении, поперечном к машинному направлению, соединенных друг с другом посредством (ii) множества связывающих зон, в которых преобладающая ориентация волокон смещена от ориентации волокон в зонах с увеличенным содержанием волокон; и сушку полотна. Как правило, полотно подвергают крепированию с использованием материала с переносящей поверхности при показателе крепирования с использованием материала, составляющем от приблизительно 10 до приблизительно 100 процентов; предпочтительно полотно подвергают крепированию с использованием материала с переносящей поверхности при показателе крепирования с использованием материала, составляющем, по меньшей мере, приблизительно 40 процентов. В некоторых случаях полотно подвергают крепированию с использованием материала с переносящей поверхности при показателе крепирования с использованием материала, составляющем, по меньшей мере, приблизительно 60 процентов, и в других случаях полотно подвергают крепированию с использованием материала с переносящей поверхности при показателе крепирования с использованием материала, составляющем, по меньшей мере, приблизительно 80 процентов. Переносящая поверхность может представлять собой поверхность вращающегося цилиндра, и полотно может быть наложено на поверхность вращающегося цилиндра с помощью клея для крепирования. Другие признаки и преимущества изобретения станут очевидными из нижеприведенного описания и приложенных чертежей.
Краткое описание чертежей
Изобретение описано ниже подробно со ссылкой на чертежи, в которых аналогичные номера обозначают аналогичные элементы и в которых:
фиг.1 представляет собой микрофотографию (с 8-кратным увеличением) полотна с открытой структурой, включающего в себя множество зон с высокой поверхностной плотностью, соединенных зонами с более низкой поверхностной плотностью, простирающимися между ними;
фиг.2 представляет собой микрофотографию, показывающую увеличенный фрагмент (с 32-кратным увеличением) полотна по фиг.1;
фиг.3 представляет собой микрофотографию (с 8-кратным увеличением) полотна с открытой структурой по фиг.1, помещенного на крепировальный материал, используемый для изготовления полотна;
фиг.4 представляет собой микрофотографию, показывающую полотно, имеющее поверхностную плотность 19 фунтов на стопу, полученное с показателем крепирования с использованием материала, составляющим 17%;
фиг.5 представляет собой микрофотографию, показывающую полотно, имеющее поверхностную плотность 19 фунтов на стопу, полученное с показателем крепирования с использованием материала, составляющим 40%;
фиг.6 представляет собой микрофотографию, показывающую полотно, имеющее поверхностную плотность 27 фунтов на стопу, полученное с показателем крепирования с использованием материала, составляющим 28%;
фиг.7 представляет собой изображение поверхности (с 10-кратным увеличением) поглощающего листа, на котором указаны зоны, в которых были взяты образцы для получения микрофотографий поверхности и сечения на сканирующем электронном микроскопе;
фиг.8-10 представляют собой полученные на сканирующем электронном микроскопе микрофотографии поверхности образца материала, взятого из листа, показанного на фиг.7;
фиг.11 и 12 представляют собой полученные на сканирующем электронном микроскопе микрофотографии листа, показанного на фиг.7, в сечении поперек машинного направления;
фиг.13 и 14 представляют собой полученные на сканирующем электронном микроскопе микрофотографии листа, показанного на фиг.7, в сечении вдоль машинного направления;
фиг.15 и 16 представляют собой полученные на сканирующем электронном микроскопе микрофотографии листа, показанного на фиг.7, в сечении также вдоль машинного направления;
фиг.17 и 18 представляют собой полученные на сканирующем электронном микроскопе микрофотографии листа, показанного на фиг.7, в сечении поперек машинного направления;
фиг.19 представляет собой схематическое изображение первой бумагоделательной машины, пригодной для реализации на практике способа по настоящему изобретению;
фиг.19А представляет собой увеличенную часть схематического изображения первой бумагоделательной машины по фиг.19, пригодной для реализации на практике способа по настоящему изобретению;
фиг.19В-19Е представляют собой схематические изображения, иллюстрирующие геометрию волнообразного крепирующего шабера, используемого в соответствии с настоящим изобретением;
фиг.20 представляет собой схематическое изображение второй бумагоделательной машины, пригодной для реализации на практике способа по настоящему изобретению;
фиг.21 представляет собой схематическое изображение еще одной бумагоделательной машины, пригодной для реализации на практике способа по настоящему изобретению;
фиг.22 представляет собой схематическое изображение еще одной бумагоделательной машины, пригодной для реализации на практике способа по настоящему изобретению.
Подробное описание
Изобретение описано ниже со ссылкой на несколько вариантов осуществления. Подобное рассмотрение выполнено только для иллюстрации. Модификации конкретных примеров, находящиеся в пределах сущности и объема настоящего изобретения, изложенного в приложенной формуле изобретения, будут очевидны для специалиста в данной области техники.
Терминологии, используемой здесь, придано ее обычное значение и определения, приведенные непосредственно ниже, если контекст не подразумевает иное.
Впитывающую способность продуктов (изделий) по изобретению измеряют с помощью простого прибора для измерения впитывающей способности. Простой прибор для измерения впитывающей способности представляет собой особенно полезное устройство для измерения гидрофильности и впитывающей способности образца бумажного носового платка, бумажных салфеток (прокладок) или полотенечного бумажного холста. В данном испытании образец бумажного носового платка, бумажных салфеток или полотенца диаметром 2,0 дюйма закрепляют между верхним плоским пластиковым покрывающим элементом и нижней желобчатой пластиной для образца. Дискообразный образец бумажного носового платка, бумажной салфетки или полотенца удерживается на месте с помощью окружной фланцевой зоны шириной 1/8 дюйма. Держатель не вызывает сжатия образца. Деионизированную воду при температуре 73°F вводят в образец в центре нижней пластины для образца по трубке диаметром 1 мм. Данная вода имеет гидростатический напор минус 5 мм. Поток инициируют посредством импульса, подаваемого в начале измерения посредством механизма измерительного прибора. Таким образом, образец бумажного носового платка, бумажной салфетки или полотенца пропитывается водой от данного центрального места ввода в направлении радиально наружу посредством капиллярного воздействия. Когда скорость впитывания уменьшается до значений менее 0,005 грамма воды за 5 секунд, испытание прекращается. Количество воды, отводимое из резервуара и поглощаемое образцом, взвешивают и регистрируют в граммах воды на квадратный метр образца или в граммах воды на грамм массы листа. На практике применяется система Gravimetric Absorbency Testing System компании M/K Systems Inc. Это промышленно выпускаемая система, производимая компанией M/K Systems Inc., 12 Garden Street, Danvers, Mass., 01923. WAC или способность к поглощению воды, также называемая SAT (насыщением), фактически определяется самим измерительным прибором. Способность к поглощению воды определяется как точка, в которой график зависимости массы от времени имеет "нулевой" наклон, то есть образец перестал поглощать. Критерии завершения испытания выражены в виде максимального изменения массы воды, впитанной за фиксированный период времени. Это, по существу, представляет собой оценку нулевого наклона на графике зависимости массы от времени. В программе используется изменение, составляющее 0,005 г, за период времени, составляющий 5 с, в качестве критерия завершения; в том случае, если задано "Slow SAT" (медленное насыщение), критерий отсечения составляет 1 мг за 20 с.
Когда упоминается "формирующееся полотно, имеющее практически случайное распределение ориентации волокон" (или используют аналогичную терминологию) во всем данном описании и формуле изобретения, имеется в виду распределение ориентаций волокон, которое возникает тогда, когда используются известные технологии формования для осаждения бумажной массы на формирующий материал. При микроскопическом исследовании волокна имеют внешний вид волокон, ориентированных случайным образом, даже несмотря на то, что в зависимости от скорости массы при выходе, поступающей на сетку, может иметь место существенный уклон в сторону ориентации в машинном направлении, что приводит к тому, что прочность полотна на растяжение в машинном направлении будет превышать прочность на растяжение в поперечном направлении.
Если не указано иное, "плотность (basis weight)", BWT, bwt и так далее относится к массе стопы продукта площадью 3000 квадратных футов. Концентрация относится к процентному содержанию твердых частиц (твердой фазы) в формирующемся полотне, например, рассчитанному по отношению к абсолютно сухому материалу. "Воздушная сушка" означает то, что имеется остаточная влажность, обычно до приблизительно 10%-ной влажности для целлюлозной массы и до приблизительно 6% для бумаги. Формирующееся полотно, имеющее 50 процентов воды и 50 процентов "абсолютно сухой" целлюлозной массы, имеет концентрацию 50 процентов.
Толщину и/или пухлость (удельный объем), приведенные здесь, можно измерить с помощью толщиномеров, рассчитанных на 1, 4 или 8 листов, как указано. Листы укладывают в стопу и толщину измеряют в зоне центральной части стопы. Предпочтительно испытываемые образцы выдерживают в атмосфере при 23±1,0°С (73,4±1,8°F) при 50%-ной относительной влажности, по меньшей мере, в течение приблизительно 2 часов и затем измеряют с помощью прибора Thwing-Albert Model 89-II-JR или прибора для измерения толщины Progage Electronic Thickness Tester с опорами диаметром 2 дюйма (50,8 мм), с грузом с собственной массой 539±10 граммов и скоростью опускания 0,231 дюйм/с. Для измерения готовых изделий каждый лист продукта, подлежащего испытанию, должен иметь то же число слоев, что и продаваемый продукт. Для испытания в целом восемь листов выбирают и укладывают вместе в стопу. Для измерения характеристик салфеток (прокладок) салфетки раскладывают перед укладкой в стопу. Для измерения основных листов вне намоточных устройств каждый лист, подлежащий измерению, должен иметь то же число слоев, что и полученный с намоточного устройства. Для измерения основного листа вне барабана бумагоделательной машины должны быть использованы одиночные слои. Листы укладывают в стопу вместе с выравниванием их в машинном направлении. На изделии с тиснением или печатью по заказу следует стараться избегать выполнения измерений в данных зонах, если это вообще возможно. Пухлость (удельный объем) также может быть выражена как объем, деленный на массу, посредством деления толщины на поверхностную плотность.
Подразумевается, что термин "целлюлозный", "целлюлозный лист" и т.п. охватывает любой продукт, включающий в себя волокно для бумажного производства, имеющее целлюлозу в качестве основной составляющей. "Волокна для производства бумаги (papermaking fibers)" включают в себя целлюлозу из первичного сырья, или целлюлозные волокна из вторичного сырья, или смеси волокон, содержащие целлюлозные волокна. К волокнам, пригодным для изготовления полотен по данному изобретению, относятся: недревесные волокна, такие как хлопковые волокна или производные хлопка, манильская пенька, кенаф (лубяное волокно), трава sabai, льняное волокно, трава альфа (эспарто), солома, джутовая пенька, багасса, волокна из пуха ваточника и волокна из ананасовых листьев; и древесные волокна, такие как волокна, полученные из листопадных и хвойных деревьев, включая волокна из хвойной древесины, такие как волокна крафт-целлюлозы из северной и южной хвойной древесины; волокна из древесины лиственных пород, такой как эвкалипт, клен, береза, тополь или т.п. Волокна для производства бумаги могут быть освобождены от материала, представляющего собой их источник, любым из ряда химических способов варки целлюлозы, известных специалисту в данной области техники, включая сульфатную, сульфитную, полисульфидную, натронную варку и т.д. Целлюлоза при желании может быть отбелена с помощью химических средств, включая применение хлора, диоксида хлора, кислорода, щелочного пероксида и так далее. Продукты (изделия) по настоящему изобретению могут содержать смесь обычных волокон (полученных или из целлюлозы из первичного сырья, или из источников вторичного сырья) и очень грубых, богатых лигнином, трубчатых волокон, таких как беленая техническая термомеханическая целлюлоза (ВСТМР). "Бумажные массы" и аналогичная терминология относятся к водным композициям, включающим в себя волокна для производства бумаги, возможно, смолы, прочные во влажном состоянии, разрыхлители и т.п. для изготовления бумажных изделий.
"Крепировальный материал" и аналогичные термины относятся к материалу или ленте, который(-ая) имеет структуру (рельеф), пригодную для реализации на практике способа по настоящему изобретению и предпочтительно является достаточно проницаемым(-ой), так что полотно может быть высушено, пока оно удерживается в крепировальном материале. В тех случаях, когда полотно перемещается на другой материал или поверхность (отличный или отличную от крепировального материала) для сушки, крепировальный материал может иметь меньшую проницаемость.
"Обращенная к материалу сторона" и аналогичные термины относятся к стороне полотна, которая находится в контакте с крепировальным и сушильным материалом. "Обращенная к сушильному устройству" или "обращенная к сушильному барабану" - это та сторона полотна, которая противоположна стороне полотна, обращенной к материалу.
"Коэффициент крепирования с использованием материала" представляет собой выражение отношения скоростей между скоростью крепировальной ленты или материала и скоростью передаточного цилиндра или переносящей поверхности и определяется как отношение скорости полотна непосредственно перед крепированием и скоростью полотна непосредственно после крепирования, например:
коэффициент крепирования с использованием материала = скорость передаточного цилиндра : скорость крепировального материала.
Показатель крепирования с использованием материала также может быть выражен в процентах и рассчитан следующим образом:
показатель крепирования с использованием материала, в процентах, = (коэффициент крепирования с использованием материала - 1)× 100%.
Полотно, крепированное с передаточного цилиндра со скоростью движения поверхности 750 футов в минуту на материал со скоростью 500 футов в минуту, имеет коэффициент крепирования с использованием материала, составляющий 1,5, и показатель крепирования с использованием материала, составляющий 50%.
Аналогичным образом:
коэффициент быстрого перемещения = скорость донорного ("отдающего") материала : скорость принимающего материала.
Показатель быстрого перемещения, в процентах, = (коэффициент быстрого перемещения - 1)× 100%.
Fpm обозначает футы в минуту.
Во время крепирования с использованием материала в зоне прессования волокно перераспределяется на материале, что делает процесс устойчивым к не совсем идеальным условиям формирования, какие иногда можно наблюдать при использовании плоскосеточной бумагоделательной машины. Формующая секция плоскосеточной бумагоделательной машины включает в себя две основные части: напорный ящик и сеточный стол. Последний состоит из проволочной сетки, проходящей над разными устройствами для регулирования обезвоживания. Реальное формование происходит вдоль сеточного стола. Гидродинамические воздействия обезвоживания, ориентированного сдвига и турбулентности, создаваемой вдоль стола, представляют собой по существу управляющие факторы в процессе формования. Само собой разумеется, напорный ящик также оказывает важное воздействие в процессе, обычно с учетом размера, который значительно больше размеров структурных элементов бумажного полотна. Таким образом, напорный ящик может вызвать такие воздействия, обусловленные большим размером, как изменения распределения скоростей потоков, скоростей и концентраций на всей протяженности машины по ширине; вихревые полоски, образующиеся ранее и выравниваемые в машинном направлении за счет ускоряющегося потока при приближении к выпускной щели; и изменяющиеся во времени скачки или пульсации потока, поступающего в напорный ящик. Существование выровненных в машинном направлении, вихревых элементов в напусках из напорного ящика представляет собой распространенное явление. Плоскосеточные бумагоделательные машины дополнительно описаны в работе The Sheet Forming Process, Parker, J.D., Ed., TAPPI Press (1972, переиздана в 1994), Атланта, Джорджия.
MD (machine direction) означает машинное направление, а CD (cross-machine direction) означает направление под прямым углом к ходу полотна на машине.
К параметрам зоны прессования относятся, без ограничения, давление в зоне прессования, длина зоны прессования, твердость опорного вала, угол подвода материала, угол отвода материала, однородность и разность скоростей перемещения поверхностей в зоне прессования. Длина контакта обозначает длину, на которой поверхности в зоне прессования находятся в контакте.
Выражение "перемещение полотна на американский сушильный цилиндр или другую поверхность без уплотнения полотна" относится к перемещениям, при которых полотно не сжимается по существу по всей его поверхности, как в том случае, когда влажное полотно подают на американский сушильный цилиндр с сукна для прессования во влажном состоянии посредством использования отсасывающего вала и зоны прессования в целях обезвоживания полотна. Локализованное сжатие или придание формы посредством перегибов на материале не вызывает существенного обезвоживания полотна и не вызывает общего уплотнения (сжатия). Соответственно, подобное перемещение с материала с открытой текстурированной структурой на поверхность цилиндра по своей природе не является "уплотняющим".
Термин "материалы с открытой текстурированной структурой" и аналогичные термины обозначают материалы с существенной открытой зоной и текстурой, такие как материалы для тиснения и сушильные материалы, описанные ниже.
PLI или pli означает единицы силы, выраженной в фунтах на линейный дюйм.
"Преобладающий" и аналогичные термины при использовании их для компонента композиции означают, что подобный компонент составляет, по меньшей мере, 50% масс. от массы данной композиции на основе активного ингредиента. Содержание воды в водных композициях исключается.
Твердость (твердость на вдавливание) по Pusey и Jones измеряют в соответствии со стандартом ASTM D 531 (ASTM - American Society for Testing Materials - Американское общество по испытанию материалов), и она соответствует показателю вдавливания (для стандартного образца и условий).
Значения прочности при растяжении в сухом состоянии (в машинном направлении и в направлении под прямым углом к ходу полотна на машине), растяжение, соотношение растяжений, модуль упругости, разрушающее напряжение при разрыве, напряжение и деформацию измеряют с использованием стандартного испытательного устройства Instron или другого пригодного испытательного прибора для измерения удлинения при растяжении, который может иметь разную конфигурацию, при этом, как правило, используются полоски из бумажного носового платка (тонкой бумаги) или полотенца, имеющие ширину 3 или 1 дюйм и выдержанные в атмосфере с температурой 23±1°С (73,4±1°F) при 50%-ной относительной влажности в течение 2 часов. Испытание на растяжение проводят при скорости ползуна, составляющей 2 дюйма в минуту. Модуль упругости выражают в фунтах на дюйм на дюйм удлинения, если не указано иное.
Соотношения растяжений представляют собой просто отношения величин, определяемых посредством вышеуказанных способов. Если не указано иное, способность к растяжению представляет собой соответствующую способность листа в сухом состоянии.
Термин "движущаяся переносящая поверхность" относится к поверхности, с которой полотно подвергается крепированию в крепировальный материал. Движущаяся переносящая поверхность может представлять собой поверхность вращающегося барабана, как описано ниже, или может представлять собой поверхность непрерывной гладкой перемещающейся ленты или другого перемещающегося материала, который может иметь текстуру поверхности и так далее. Движущаяся переносящая поверхность должна обеспечивать опору для полотна и способствовать крепированию до высокого содержания твердой фазы, как станет очевидно из нижеприведенного рассмотрения.
Разность скоростей означает разность линейных скоростей.
Объем пустот и/или показатель объема пустот, упоминаемые ниже, определяют посредством пропитывания листа неполярной жидкостью POROFIL® и измерения количества поглощенной жидкости. Объем поглощенной жидкости эквивалентен объему пустот в структуре листа. Увеличение массы в процентах (PWI - percent weight increase) выражено как количество граммов поглощенной жидкости на грамм волокна в структуре листа, умноженное на 100, как указано ниже. Более точно, для каждого образца однослойного листа, подлежащего испытанию, следует выбрать 8 листов и вырезать квадрат размером 1 дюйм на 1 дюйм (1 дюйм в машинном направлении и 1 дюйм в направлении под прямым углом к ходу полотна на машине). Для образцов многослойных изделий каждый слой измеряют как отдельный объект. Несколько образцов должны быть разделены на отдельные одинарные слои и 8 листов из каждого места слоя, используемого для испытания. Для измерения впитывающей способности взвешивают образец и регистрируют массу каждого испытываемого образца в сухом состоянии с точностью до ближайшей 0,0001 грамма. Образец помещают в чашку, содержащую жидкость POROFIL®, имеющую удельную массу, составляющую 1,875 грамма на кубический сантиметр, и поставляемую компанией Coulter Electronics Ltd., Northwell Drive, Luton, Beds, Англия; Part № 9902458. Через 10 секунд образец захватывают за самый край (1-2 миллиметра) одного угла пинцетом и извлекают из жидкости. Образец удерживают так, чтобы данный угол находился в самом верхнем положении, и обеспечивают возможность капанья избыточной жидкости в течение 30 секунд. Нижний угол образца легко накладывают (в течение времени контакта менее 1/2 секунды) на фильтровальную бумагу #4 (Whatman Lt., Maidstone, Англия), чтобы удалить любой избыток в виде последней частичной капли. Образец сразу же взвешивают в течение 10 секунд, массу регистрируют с точностью до ближайшей 0,0001 грамма. Увеличение массы в процентах на каждый образец, выраженное в граммах жидкости POROFIL® на грамм волокна, рассчитывают следующим образом:
PWI = [(W2 - W1)/W1] × 100%,
где "W1" - масса образца в сухом состоянии, в граммах;
"W2" - масса образца во влажном состоянии, в граммах.
Увеличение массы в процентах для всех восьми отдельных образцов определяют, как описано выше, и среднее значение для восьми образцов представляет собой увеличение массы в процентах для образца.
Показатель объема пустот рассчитывают путем деления увеличения массы в процентах на 1,9 (плотность текучей среды), чтобы выразить показатель как процентное отношение, в то время как объем пустот (в граммах на грамм) представляет собой просто показатель увеличения массы, то есть увеличение массы в процентах, деленное на 100. Безразмерную объемную долю пустот и/или объем пустот в процентах легко рассчитывают, исходя из объема пустот в граммах на грамм, посредством вычисления относительных объемов текучей среды и волокна, определенных с помощью вышеприведенной методики, то есть объемная доля пустот представляет собой объем жидкости POROFIL®, поглощенной листом, деленный на объем волокнистого материала плюс объем поглощенной жидкости Porofil (общий объем), или в виде уравнения:
объемная доля пустот = (объем пустот × удельный объем текучей среды)/(объем пустот × удельный объем текучей среды + удельный объем волокна) = объем пустот × 0,533/(объем пустот × 0,533 + удельный объем волокна).
Если не указано иное, удельный объем волокна берется как единица. Таким образом, изделие, имеющее объем пустот, составляющий 6 граммов на грамм, имеет объемную долю пустот, составляющую 3,2/4,2 или 0,76, и объем пустот в процентах, составляющий 76%, когда данные термины используются здесь.
Изделия и способы по настоящему изобретению предпочтительно реализованы на практике с целлюлозным волокном в качестве преобладающей волокнистой составляющей в бумажных массах и изделиях, при этом целлюлозное волокно обычно составляет более 75% масс. и, как правило, составляет более 90% масс. от массы изделия. Тем не менее, как очевидно для специалиста в данной области техники, изобретение может быть реализовано на практике с другими пригодными бумажными массами.
Предпочтительные изделия по изобретению характеризуются сравнительно большими гидравлическими диаметрами, полученными исходя из числа Рейнольдса, характеризующего поток через лист. Число Рейнольдса для воздушного потока через волокнистый целлюлозный лист может быть получено из его определения как отношения силы инерции к силе внутреннего трения в точке в потоке:
 ,
,
где понимается, что β/α - гидравлический диаметр, который измеряется в единицах длины, характеризует геометрию потока, проходящего через пустоты листа.
Параметры α и β лучше всего можно определить из экспериментальных данных, если новый переменный ⌀ определяется как:
 .
.
Ясно видно, что ⌀ линейно зависит от G, массовой скорости; кроме того, α и β взаимосвязаны с пересечением и наклоном графика (⌀,G). Кроме того, только два сочетания значений ⌀ и G необходимы для определения линейной зависимости.
В технических единицах ⌀ может быть рассчитан как
 ,
,
* Стандартная международная атмосфера (условная атмосфера с условным распределением давления, температуры и плотности по высоте)
Определение гидравлических свойств образца
фунт-масса/кв.фут-с
фунт-масса/куб.фут-с
Дополнительные детали можно найти в одновременно находящейся на рассмотрении заявке на патент США с порядковым номером 10/042513, озаглавленной Wet Crepe Throughdry Process for Making Absorbent Sheet and Products Thereof (Способ сквозной сушки с крепированием во влажном состоянии, предназначенный для изготовления поглощающего листа и изделий из него).
Изделия по настоящему изобретению обладают упругостью во влажном состоянии, которая проявляется в испытаниях на восстановление формы после сжатия во влажном состоянии. Особенно рациональным показателем является показатель упругости во влажном состоянии (Wet Springback Ratio), который характеризует способность изделия упруго восстанавливать свою форму после сжатия. Для измерения данного параметра каждый испытываемый образец готовят так, чтобы он состоял из стопы из двух или более выдержанных (в течение 24 часов при 50%-ной относительной влажности и температуре 73°F (23°C)) образцов сухих листов, разрезанных на квадраты размером 2,5 дюйма (6,4 см), с получением массы стопы, предпочтительно составляющей от 0,2 до 0,6 г. Последовательность операций при испытании начинается с обработки сухого образца. Влагу равномерно наносят на образец посредством использования мелких капель тумана из деионизированной воды, чтобы довести показатель влажности (в граммах воды на грамм сухого волокна) до приблизительно 1,1. Это выполняют посредством подачи дополнительной влаги до 95-110% от массы выдержанного при вышеуказанных условиях образца. Это приводит типовые целлюлозные материалы в состояние, при котором они находятся в диапазоне значений влажности, в котором физические свойства относительно "не чувствительны" к содержанию влаги (например, чувствительность значительно меньше по сравнению с чувствительностью при показателях влажности, составляющих менее 70%). Затем увлажненный образец помещают в испытательный прибор. Программируемое устройство для измерения прочности используется в режиме сжатия для подвергания образца заданной последовательности циклов сжатия. Исходное сжатие образца до давления 0,025 фунта на кв. дюйм (0,172 кПа) обеспечивает получение исходной толщины (цикл А), после чего за двумя повторениями нагружения до 2 фунтов на кв. дюйм (13,8 кПа) следует снятие нагрузки (циклы В и С). В завершение образец снова сжимают до 0,025 фунта на кв. дюйм (0,172 кПа) для получения конечной толщины (цикл D). (Детали данной процедуры, включая скорости сжатия, приведены ниже).
Можно рассматривать три показателя упругости во влажном состоянии, которые относительно не чувствительны к числу слоев образца, используемых в стопе. Первый показатель - это удельный объем (плотность) влажного образца при 2 фунтах на кв. дюйм (13,8 кПа). Данный показатель называют "удельным объемом во влажном состоянии". Второй показатель (более подходящий для нижеследующих примеров) назван "показателем упругости во влажном состоянии", который представляет собой отношение толщины влажного образца при 0,025 фунта на кв. дюйм (0,172 кПа) в конце испытания на сжатие (цикл D) к толщине влажного образца при 0,025 фунта на кв. дюйм (0,172 кПа), измеренной в начале испытания (цикл А). Третий показатель - это "соотношение величин энергии нагружения", который представляет собой отношение энергии нагружения при втором сжатии до 2 фунтов на кв. дюйм (13,8 кПа) (цикл С) к энергии нагружения при первом сжатии до 2 фунтов на кв. дюйм (13,8 кПа) (цикл В) во время последовательности, описанной выше, для увлажненного образца. При построении графика зависимости нагрузки от толщины энергия нагружения представляет собой площадь под графиком при переходе образца из ненагруженного состояния к максимальной нагрузке в данном цикле. Для совершенно упругого материала показатель упругости и показатель энергии нагружения будут составлять единицу. Три описанных показателя являются относительно не зависящими от числа слоев в стопе и служат в качестве полезных измерителей упругости во влажном состоянии. Можно также упомянуть коэффициент сжатия, который определяется как отношение толщины увлажненного образца при максимальной нагрузке в первом цикле сжатия до 2 фунтов на кв. дюйм (13,8 кПа) к исходной толщине увлажненного образца при 0,025 фунта на кв. дюйм (0,172 кПа).
При выполнении измерений степени восстановления формы после сжатия во влажном состоянии образцы должны быть выдержаны, по меньшей мере, в течение 24 часов при условиях TAPPI (Technical Association of Pulp and Paper Industry - Техническая ассоциация бумагоделательной промышленности (США)) (50%-ная относительная влажность, 73°F (23°C)). Образцы получают высечкой квадратов размером 2,5 дюйма × 2,5 дюйма (6,4 × 6,4 см). Масса выдержанного при данных условиях образца должна составлять около 0,4 г, если возможно, и находиться в диапазоне от 0,25 до 0,6 г для значащих сравнений. Заданная масса 0,4 г достигается посредством использования стопы из 2 или более листов, если поверхностная плотность листа составляет менее 65 г/м2. Например, для листов с номинальной поверхностной плотностью 30 г/м2 стопа из 3 листов, как правило, будет иметь полную массу около 0,4 г.
Измерения сжатия выполняют посредством использования испытательной установки Universal Testing Machine модели Instron (RTM) 4502, сопряженной с компьютером 826 РС, в котором используется программное обеспечение Instron (RTM) Series XII (выпуск 1989) и встроенная программа Version 2. Динамометрический датчик, рассчитанный на 100 кН, используется вместе с круглыми пластинами с диаметром 2,25 дюйма (5,72 см) для сжатия образца. Нижняя пластина имеет блок шарикоподшипников для обеспечения возможности точного выравнивания пластин. Нижнюю пластину фиксируют на месте, когда она находится под нагрузкой (30-100 фунт-сила) (130-445 Н), с помощью верхней пластины для обеспечения наличия параллельных поверхностей. Верхняя пластина также должна быть зафиксирована на месте с помощью стандартной круглой гайки для устранения свободного хода верхней пластины при приложении нагрузки.
После нагрева в течение, по меньшей мере, одного часа после запуска панель управления прибора используют для установки прибора для измерения удлинения на нулевое расстояние, когда пластины находятся в контакте (при нагрузке 10-30 фунтов (4,5-13,6 кг)). При свободно подвешенной верхней пластине калиброванный динамометрический датчик уравновешивают для обеспечения нулевого отсчета. Прибор для измерения удлинения и динамометрический датчик следует периодически проверять для предотвращения смещения базового уровня (смещения нулевых точек). Измерения должны быть выполнены в среде с регулируемой влажностью и температурой в соответствии с техническими требованиями Технической ассоциации бумагоделательной промышленности (относительная влажность 50±2% и температура 73°F (23°C)). Затем верхнюю пластину поднимают до высоты 0,2 дюйма, и управляющий сигнал от испытательной установки Instron передается компьютеру.
Посредством использования программного обеспечения Instron Series XII Cyclic Test задают последовательность работы прибора с помощью 7 маркеров (отдельных событий), состоящих из 3 циклических блоков (наборов команд), в следующем порядке:
Блок 1 обеспечивает выдачу команды ползуну на опускание со скоростью 1,5 дюйма в минуту (3,8 см/мин) до тех пор, пока не будет приложена нагрузка 0,1 фунта (45 г) (уставка испытательной установки Instron составляет -0,1 фунта (-45 г), поскольку сжатие определяется как отрицательная сила). Контроль осуществляется посредством смещения. При достижении заданной нагрузки приложенная нагрузка уменьшается до нуля.
Блок 2 обеспечивает изменение нагрузки со стороны ползуна в диапазоне от приложенной нагрузки 0,05 фунта (23 г) до максимума, составляющего 8 фунтов (3,6 кг) и затем обратно до 0,05 фунта (23 г) со скоростью 0,4 дюйма в минуту (1,02 см/мин). Посредством использования программного обеспечения Instron метод управления базируется на смещении, предельным параметром является нагрузка, первый уровень составляет -0,05 фунта (-23 г), второй уровень составляет -8 фунтов (-3,6 кг), выдержка времени составляет 0 с, и число переходов составляет 2 (сжатие, затем снятие нагрузки); "no action (никаких действий)" задается для конца блока.
Блок 3 обеспечивает управление по перемещению и предельную нагрузку для простого подъема ползуна на 0,2 дюйма (0,51 см) со скоростью 4 дюйма в минуту (10,2 см/мин) при нулевой выдержке времени. Другие заданные параметры в программном обеспечении Instron составляют 0 дюймов на первом уровне, 0,2 дюйма (0,51 см) на втором уровне, 1 переход и "никаких действий" в конце блока.
При выполнении в порядке, приведенном выше (Маркеры 1-7), последовательность действий в программном обеспечении Instron обеспечивает сжатие образца до 0,025 фунта на кв. дюйм (0,1 фунт-сила) [0,172 кПа (0,44 Н)], снятие нагрузки (релаксацию), затем сжатие до 2 фунтов на кв. дюйм (8 фунтов) [13,8 кПа (3,6 кг)] с последующим снятием сжимающей нагрузки и подъемом ползуна на 0,2 дюйма (0,51 см), затем осуществляется сжатие образца снова до 2 дюймов (13,8 кПа), снятие нагрузки, подъем ползуна на 0,2 дюйма (0,51 см), снова сжатие до 0,025 фунта на кв. дюйм (0,1 фунт-сила) [0,172 кПа (0,44 Н)] и затем подъем ползуна. Регистрация данных должна выполняться с интервалами, не превышающими каждые 0,02 дюйма (0,051 см) или 0,4 фунта (180 г) (какое бы значение ни появилось первым) для Блока 2, и с интервалами, не превышающими 0,01 фунта (4,5 г) для Блока 1. Предпочтительно регистрацию данных выполняют через каждые 0,004 фунта (1,8 г) в Блоке 1 и каждые 0,05 фунта (23 г) или 0,005 дюйма (0,13 мм) (какое бы значение ни появилось первым) в Блоке 2.
Результаты, полученные как выходные данные с помощью программного обеспечения Series XII, задаются для получения протяженности (толщины) при максимальных нагрузках для Маркеров 1, 2, 4 и 6 (при каждом значении 0,025 фунта на кв. дюйм (0,172 кПа)) и максимальной нагрузке 2,0 фунта на кв. дюйм (13,8 кПа), энергии нагружения для Маркеров 2 и 4 (два сжатия до 2,0 фунтов на кв. дюйм (13,8 кПа), ранее названные соответственно циклами В и С) и отношения конечной толщины к исходной толщине (отношения значений толщины при последнем и при первом сжатии до 0,025 фунта на кв. дюйм (0,172 кПа)). Полученная в результате зависимость нагрузки от толщины вычерчивается в виде графика на экране во время выполнения Блоков 1 и 2.
При выполнении измерения сухой, выдержанный при определенных условиях образец увлажняют (подают деионизированную воду при 72-73°F (22,2-22,8°C)). Влагу подают равномерно в виде мелких капель тумана до достижения массы влажного образца, приблизительно в 2,0 раза превышающей исходную массу образца (добавляется влага в количестве 95-110%, предпочтительно, 100% от массы выдержанного при определенных условиях образца; данный уровень влажности должен обеспечивать показатель абсолютной влажности, составляющий от 1,1 до 1,3 грамма воды на грамм абсолютно сухого волокна, при этом под абсолютно сухим волокном понимается волокно, высушенное в печи при 105°С в течение, по меньшей мере, 30 минут). Капли тумана должны быть поданы равномерно на разделенные листы (для стоп из более чем 1 листа), при этом распыление осуществляют как на переднюю, так и на заднюю сторону каждого листа для обеспечения равномерного нанесения влаги. Это может быть осуществлено посредством использования обычной пластиковой бутылки с распылителем, при этом контейнер или другой барьер блокирует бульшую часть распыляемого материала, и обеспечивается возможность приближения только приблизительно 10-20% распыляемого материала из его верхней граничной части - мелких капель тумана - к образцу. Источник распыляемого материала должен находиться на расстоянии, составляющем, по меньшей мере, 10 дюймов от образца во время нанесения распыляемого материала. В целом должны быть приняты меры для обеспечения того, чтобы образец был равномерно увлажнен с помощью распыляемого материала в виде мелких капель. Образец следует взвесить несколько раз во время процесса подачи влаги для достижения заданного содержания влаги. Должно пройти не более трех минут между завершением испытаний на сжатие на сухом образце и завершением подачи влаги. Должно пройти 45-60 секунд от последнего нанесения распыляемого материала до начала последующего испытания на сжатие, чтобы было обеспечено время для внутреннего капиллярного распространения влаги и поглощения распыляемого материала. Должно пройти от трех до четырех минут между завершением последовательности операций сжатия в сухом состоянии и началом выполнения последовательности операций сжатия во влажном состоянии.
Как только заданные пределы массы будут достигнуты, как покажут цифровые весы, образец центрируют на нижней пластине испытательной установки Instron и инициируют тестовую последовательность. После измерения образец помещают в печь с температурой 105°С для сушки, и масса после сушки в печи будет зарегистрирована позже (должна быть обеспечена возможность высушивания образца в течение 30-60 минут, после чего измеряют массу в сухом состоянии).
Медленное постепенное восстановление формы может происходить между двумя циклами сжатия до 2 фунтов на кв. дюйм (13,8 кПа), так что время между циклами может иметь важное значение. При установочных параметрах прибора, используемых в данных испытаниях на испытательной установке Instron, существует период времени, составляющий 30 секунд (±4 с), между началом сжатия во время двух циклов сжатия до 2 фунтов на кв. дюйм (13,8 кПа). Начало сжатия определяется как момент, в котором показание динамометрического датчика превышает 0,03 фунта (13,6 г). Аналогичным образом, существует интервал 5-8 секунд между началом сжатия при первом измерении толщины (линейное изменение до 0,025 фунта на кв. дюйм (0,172 кПа)) и началом последующего цикла сжатия до 2 фунтов на кв. дюйм (13,8 кПа). Интервал между началом второго цикла сжатия до 2 фунтов на кв. дюйм (13,8 кПа) и началом сжатия для конечного измерения толщины составляет приблизительно 20 секунд.
Клей для крепирования, возможно, используется для крепления полотна к передаточному цилиндру, описанному ниже. Клей предпочтительно представляет собой гигроскопичный, поддающийся повторному смачиванию, по существу не сшивающий клей. К примерам предпочтительных клеев относятся те, которые включают в себя поливиниловый спирт общего класса, описанные в патенте США № 4528316 на имя Soerens и др. Другие пригодные клеи описаны в одновременно находящейся на рассмотрении, предварительной заявке на патент США с порядковым номером 60/372255, поданной 12 апреля 2002, озаглавленной "Improved Creping Adhesive Modifier and Process for Producing Paper Products" ("Улучшенный модификатор для клея для крепирования и способ изготовления бумажных изделий") (досье поверенного № 2394). Описания патента '316 и заявки '255 включены в данную заявку путем ссылки. Пригодные клеи, если требуется, предусмотрены с модификаторами и так далее. Во многих случаях предпочтительно использовать сшивающий агент в клее в незначительных количествах или вообще не использовать; так что смола (полимер) будет по существу не поддающейся сшиванию при использовании.
Клеи для крепирования могут содержать термоотверждающуюся или нетермоотверждающуюся смолу, пленкообразующий полукристаллический полимер и, возможно, неорганический сшивающий агент, а также модификаторы. Если требуется, клей для крепирования по настоящему изобретению также может включать в себя любые признанные в данной области техники компоненты, включая органические сшивающие агенты, углеводородные масла, поверхностно-активные вещества или пластификаторы, но возможные компоненты не ограничены вышеуказанными.
Модификаторы для крепирования, которые могут быть использованы, включают в себя четвертичный аммониевый комплекс, содержащий, по меньшей мере, один нециклический амид. Четвертичный аммониевый комплекс также может содержать один или несколько атомов азота (или других атомов), которые способны вступать в реакцию с алкилирующими или кватернизирующими агентами. Эти алкилирующие или кватернизирующие агенты могут содержать ноль, одну, две, три или четыре содержащие нециклические амиды группы. Амидосодержащая группа представлена следующей структурой формулы:
где R7 и R8 представляют собой нециклические молекулярные цепи атомов, образующих органические или неорганические вещества.
Предпочтительные четвертичные аммониевые комплексы с нециклическими bis-амидами могут иметь формулу
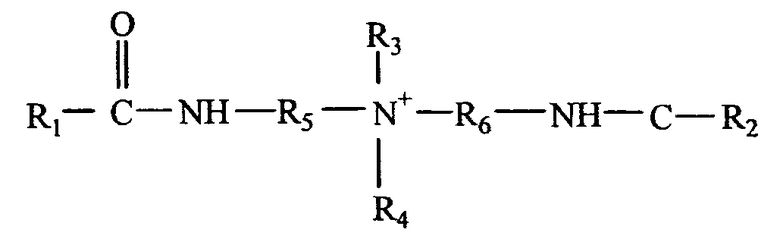
где R1 и R2 могут представлять собой длинноцепочные нециклические насыщенные или ненасыщенные алифатические группы; R3 и R4 могут представлять собой длинноцепочные нециклические насыщенные или ненасыщенные алифатические группы, галоген, гидроксид, алкоксилированную жирную кислоту, алкоксилированный жирный спирт, полиэтиленоксидную группу или группу с органическим спиртом; и R5 и R6 могут представлять собой длинноцепочные нециклические насыщенные или ненасыщенные алифатические группы. Модификатор присутствует в клее для крепирования в количестве от приблизительно 0,05% до приблизительно 50%, более предпочтительно - от приблизительно 0,25% до приблизительно 20% и наиболее предпочтительно - от приблизительно 1% до приблизительно 18% от общего содержания твердой фазы в композиции клея для крепирования.
К модификаторам относятся те, которые поставляются компанией Goldschmidt Corporation, Эссен, Германия, или компанией Process Application Corporation, базирующейся в Washington Crossing, Пенсильвания. К пригодным модификаторам для крепирования, поставляемым Goldschmidt Corporation, относятся VARISOFT® 222LM, VARISOFT® 222, VARISOFT® 110, VARISOFT® 222LT, VARISOFT® 110 DEG и VARISOFT® 238, но возможные модификаторы от данной компании не ограничены вышеуказанными. К пригодным модификаторам для крепирования, поставляемым Process Application Corporation, относятся PALSOFT 580 FDA или PALSOFT 580С, но возможные модификаторы от данной компании не ограничены вышеуказанными.
К другим модификаторам для крепирования, пригодным для использования в настоящем изобретении, относятся те соединения, которые описаны в документе WO/01/85109, который включен в данную заявку полностью путем ссылки, но возможные модификаторы для крепирования не ограничены указанными в данном документе.
Клеи для крепирования, предназначенные для использования в связи с настоящим изобретением, могут включать в себя любую пригодную термоотверждающуюся или нетермоотверждающуюся смолу. Смолы в соответствии с настоящим изобретением предпочтительно выбраны из термоотверждающихся и нетермоотверждающихся полиамидных смол или глиоксилированных полиакриламидных смол. Полиамиды, пригодные для использования в настоящем изобретении, могут быть разветвленными или неразветвленными, насыщенными или ненасыщенными.
Полиамидные смолы, предназначенные для использования в настоящем изобретении, могут включать в себя полиаминоамидэпихлоргидриновые смолы (РАЕ) того же общего типа, что и используемые в качестве смол, прочных во влажном состоянии. Полиаминоамидэпихлоргидриновые смолы описаны, например, в работе "Wet-Strength Resins and Their Applications", в главе 2, H. Epsy, озаглавленной Alkaline-Curing Polymeric Amine-Epichlorohydrin Resins, которая полностью включена в данную заявку путем ссылки. К предпочтительным полиаминоамидэпихлоргидриновым смолам, пригодным для использования в соответствии с настоящим изобретением, относятся растворимый в воде продукт реакции полимеризации эпигалоидогидрина, предпочтительно эпихлоргидрина, и водорастворимый полиамид, имеющий группы с вторичными аминами, полученные из полиалкиленполиамина и насыщенной алифатической двухосновной карбоновой кислоты, содержащей от приблизительно 3 до приблизительно 10 атомов углерода.
Неисчерпывающий перечень нетермоотверждающихся катионных полиамидных смол можно обнаружить в патенте США № 5338807, выданном на имя Espy и др. и включенном в данную заявку путем ссылки. Нетермоотверждающаяся смола может быть синтезирована посредством прямой реакции полиамидов дикарбоновой кислоты и метил-bis(3-аминопропил)амина в водном растворе с эпихлоргидрином. Карбоновые кислоты могут включать насыщенные и ненасыщенные дикарбоновые кислоты, имеющие от приблизительно 2 до 12 атомов углерода, включая, например, щавелевую, малоновую, янтарную, глутаровую, адипиновую, пимелиновую, субериновую, азелаиновую, себациновую, малеиновую, итаконовую, фталевую и терефталевую кислоты. Предпочтительными являются адипиновая и глутаровая кислоты, при этом наиболее предпочтительной является адипиновая кислота. Могут быть использованы сложные эфиры алифатических дикарбоновых кислот и ароматических дикарбоновых кислот, таких как фталевая кислота, а также комбинации подобных дикарбоновых кислот или сложных эфиров.
Термоотверждающиеся полиамидные смолы, пригодные для использования в настоящем изобретении, могут быть получены из продукта реакции эпигалоидогидриновой смолы и полиамида, содержащего вторичный амин или третичные амины. При получении подобной смолы сначала проводят реакцию двухосновной карбоновой кислоты с полиалкиленполиамином, возможно, в водном растворе, при условиях, пригодных для получения водорастворимого полиамида. Получение смолы завершают посредством осуществления реакции водорастворимого амида с эпигалоидогидрином, в частности эпихлоргидрином, для образования растворимой в воде, термоотверждающейся смолы.
Получение растворимой в воде, термоотверждающейся полиамидоэпигалоидогидриновой смолы описано в патентах США №№ 2926116, 3058873 и 3772076, выданных на имя Kiem, которые все полностью включены в данную заявку путем ссылки.
Полиамидная смола может быть основана на диэтилентриамине (ДЭТА) вместо генерализованного полиамина. Два примера структур подобной полиамидной смолы приведены ниже. Структура 1 показывает два типа концевых групп: группы на основе двухосновной кислоты и на основе одноосновной кислоты

СТРУКТУРА 1
Структура 2 показывает полимер с одной концевой группой на основе группы с двухосновной кислотой и другой концевой группой на основе нитрогруппы

СТРУКТУРА 2
Следует отметить, что несмотря на то, что обе структуры основаны на диэтилентриамине, другие полиамины могут использоваться для образования данного полимера, включая те, которые могут иметь боковые цепи из третичных аминов.
Полиамидная смола имеет вязкость от приблизительно 80 до приблизительно 800 сП и общее содержание твердой фазы, составляющее от приблизительно 5% до приблизительно 40%. Полиамидная смола присутствует в клее для крепирования согласно настоящему изобретению в количестве от приблизительно 0% до приблизительно 99,5%. В соответствии с другим вариантом осуществления полиамидная смола присутствует в клее для крепирования в количестве от приблизительно 20% до приблизительно 80%. В еще одном варианте осуществления полиамидная смола присутствует в клее для крепирования в количестве от приблизительно 40% до приблизительно 60% от общего содержания твердой фазы в композиции клея для крепирования.
Полиамидные смолы, пригодные для использования в соответствии с настоящим изобретением, могут быть получены от компании Ondeo-Nalco Corporation, базирующейся в Naperville, Иллинойс, и компании Hercules Corporation, базирующейся в Wilmington, Делавэр. К смолам для клеев для крепирования, пригодным для использования в соответствии с настоящим изобретением и поставляемым компанией Ondeo-Nalco Corporation, относятся CREPECCEL® 675NT, CREPECCEL® 675P и CREPECCEL® 690НА, но возможные пригодные смолы от компании Ondeo-Nalco Corporation не ограничены вышеуказанными. К соответствующим смолам для клеев для крепирования, поставляемым компанией Hercules Corporation, относятся HERCULES 82-176, Unisoft 805 и CREPETROL A-6115, но возможные пригодные смолы от компании Hercules Corporation не ограничены вышеуказанными.
К другим полиамидным смолам, пригодным для использования в соответствии с настоящим изобретением, относятся, например, те, которые описаны в патентах США №№ 5961782 и 6133405, которые оба включены в данную заявку путем ссылки.
Клей для крепирования также может содержать пленкообразующий полукристаллический полимер. Пленкообразующие полукристаллические полимеры, пригодные для использования в настоящем изобретении, могут быть выбраны, например, из гемицеллюлозы, карбоксиметилцеллюлозы и наиболее предпочтительно включают в себя поливиниловый спирт. Поливиниловые спирты, используемые в клее для крепирования, могут иметь среднюю молекулярную массу от приблизительно 13000 до приблизительно 124000 Да. В соответствии с одним вариантом осуществления поливиниловые спирты имеют степень гидролиза от приблизительно 80% до приблизительно 99,9%. В соответствии с другим вариантом осуществления поливиниловые спирты имеют степень гидролиза от приблизительно 85% до приблизительно 95%. В еще одном варианте осуществления поливиниловые спирты имеют степень гидролиза от приблизительно 86% до приблизительно 90%. Кроме того, в соответствии с одним вариантом осуществления поливиниловые спирты предпочтительно имеют вязкость, измеренную при 20°С с использованием 4%-ного водного раствора, составляющую от приблизительно 2 до приблизительно 100 сП. В соответствии с другим вариантом осуществления поливиниловые спирты имеют вязкость, составляющую от приблизительно 10 до приблизительно 70 сП. В еще одном варианте осуществления поливиниловые спирты имеют вязкость, составляющую от приблизительно 20 до приблизительно 50 сП.
Как правило, поливиниловый спирт присутствует в клее для крепирования в количестве от приблизительно 10% до 90% или от 20% до приблизительно 80% или более. В некоторых вариантах осуществления поливиниловый спирт присутствует в клее для крепирования в количестве от приблизительно 40% до приблизительно 60% масс. от общего содержания твердой фазы в композиции клея для крепирования.
К поливиниловым спиртам, пригодным для использования в соответствии с настоящим изобретением, относятся поставляемые компаниями Monsanto Chemical Co. и Celanese Chemical. К соответствующим поливиниловым спиртам, поставляемым Monsanto Chemical Co., относятся Gelvatols, включая GELVATOL 1-90, GELVATOL 3-60, GELVATOL 20-30, GELVATOL 1-30, GELVATOL 20-90 и GELVATOL 20-60, но возможные поливиниловые спирты Gelvatols не ограничены вышеуказанными. Что касается Gelvatols, то первое число указывает на процентное содержание остаточного поливинилацетата, а следующий ряд цифр, будучи умноженным на 1000, дает число, соответствующее средней молекулярной массе.
Продукты компании Celanese Chemical, представляющие собой поливиниловые спирты, пригодные для использования в клее для крепирования (ранее называемые продуктами Airvol от компании Air Products до октября 2000), перечислены ниже.
Поливиниловый спирт для клея для крепирования
Клей для крепирования также может содержать одну или несколько неорганических сшивающих солей или агентов. Полагают, что такие добавки лучше всего использовать в незначительном количестве или вообще не использовать в связи с настоящим изобретением. Неисчерпывающий перечень многовалентных ионов металлов включает кальций, барий, титан, хром, марганец, железо, кобальт, никель, цинк, молибден, олово, сурьму, ниобий, ванадий, вольфрам, селен и цирконий. Могут быть использованы смеси ионов металлов. К предпочтительным анионам относятся ацетат, формиат, гидроксид, карбонат, хлорид, бромид, йодид, сульфат, тартрат и фосфат. Примером предпочтительной неорганической сшивающей соли является соль циркония. Соль циркония, пригодная для использования в соответствии с одним вариантом осуществления настоящего изобретения, может быть выбрана из одного или нескольких соединений циркония, имеющих валентность плюс четыре, таких как карбонат аммония-циркония, ацетилацетонат циркония, ацетат циркония, карбонат циркония, сульфат циркония, фосфат циркония, карбонат калия-циркония, фосфат циркония-натрия и тартрат натрия-циркония. К соответствующим соединениям циркония относятся, например, те, которые описаны в патенте США № 6207011, который включен в данную заявку путем ссылки.
Неорганическая сшивающая соль может присутствовать в клее для крепирования в количестве от приблизительно 0% до приблизительно 30%. В другом варианте осуществления неорганический сшивающий агент может присутствовать в клее для крепирования в количестве от приблизительно 1% до приблизительно 20%. В еще одном варианте осуществления неорганическая сшивающая соль может присутствовать в клее для крепирования в количестве от приблизительно 1% до приблизительно 10% масс. от общего содержания твердой фазы в композиции клея для крепирования. К соединениям циркония, пригодным для использования в соответствии с настоящим изобретением, относятся те, которые можно получить от компаний EKA Chemicals Co. (ранее Hopton Industries) и Magnesium Elektron, Inc. Соответствующими промышленно производимыми соединениями циркония от компании EKA Chemicals Co. являются AZCOTE 5800M и KZCOTE 5000, и соответствующими промышленно производимыми соединениями циркония от компании Magnesium Elektron, Inc. являются AZC или KZC.
Если требуется, клей для крепирования в соответствии с настоящим изобретением может включать в себя любые другие признанные в данной области техники компоненты, включая органические сшивающие агенты, углеводородные масла, поверхностно-активные вещества, амфотерные соединения, увлажнители, пластификаторы или другие вещества для обработки поверхности, но возможные компоненты не ограничены вышеуказанными. Обширный, но не исчерпывающий перечень органических сшивающих агентов включает глиоксаль, малеиновый ангидрид, бисмалеимид, бисакриламид и эпигалоидогидрин. Органические сшивающие агенты могут быть циклическими или нециклическими соединениями. К пластификаторам, пригодным для использования в настоящем изобретении, могут относиться пропиленгликоль, диэтиленгликоль, триэтиленгликоль, дипропиленгликоль и глицерин.
Клей для крепирования может быть нанесен в виде единой композиции или может быть нанесен в виде ее составляющих. Более точно, полиамидная смола может быть нанесена отдельно от поливинилового спирта и модификатора.
В соответствии с настоящим изобретением поглощающее бумажное полотно изготавливают посредством диспергирования волокон для производства бумаги в водной массе (суспензии) и осаждения водной бумажной массы на формующую сетку бумагоделательной машины. Может быть использована любая пригодная схема формования. Например, обширный, но не исчерпывающий перечень помимо длинносеточных бумагоделательных машин включает в себя листоформовочную секцию машины для выработки санитарно-бытовых бумаг, двухсеточную бумагоделательную машину с С-образной накруткой, двухсеточную бумагоделательную машину с S-образной накруткой или бумагоделательную машину с отсасывающим грудным валом. Формующий материал может представлять собой любой пригодный перфорированный элемент, включая однослойные материалы, двухслойные материалы, трехслойные материалы, фотополимерные материалы и т.п. Неисчерпывающий перечень документов по предшествующему уровню техники в области формующих материалов включает патенты США №№ 4157276, 4605585, 4161195, 3545705, 3549742, 3858623, 4041989, 4071050, 4112982, 4149571, 4182381, 4184519, 4314589, 4359069, 4376455, 4379735, 4453573, 4564052, 4592395, 4611639, 4640741, 4709732, 4759391, 4759976, 4942077, 4967085, 4998568, 5016678, 5054525, 5066532, 5098519, 5103874, 5114777, 5167261, 5199261, 5199467, 5211815, 5219004, 5245025, 5277761, 5328565 и 5379808, которые все полностью включены в данное описание путем ссылки. Один формующий материал, особенно пригодный для настоящего изобретения, представляет собой материал Voith Fabrics Forming Fabric 2164, изготавливаемый компанией Voith Fabrics Corporation, Shreveport, Луизиана.
Образование пены из водной бумажной массы на формующей сетке или материале может быть использовано как средство регулирования проницаемости или объема пустот листа при крепировании с использованием материала. Способы пенообразования раскрыты в патенте США № 4543156 и в патенте Канады № 2053505, описания которых включены в данную заявку путем ссылки. Вспененную волокнистую бумажную массу образуют из водной суспензии волокон, смешанной с вспененным жидким носителем непосредственно перед ее введением в напорный ящик. Суспензия целлюлозы, подаваемая в систему, имеет концентрацию волокон в диапазоне от приблизительно 0,5 до приблизительно 7% масс., предпочтительно в диапазоне от приблизительно 2,5 до приблизительно 4,5% масс. Суспензию целлюлозы добавляют во вспененную жидкость, содержащую воду, воздух и поверхностно-активное вещество, содержащее от 50 до 80 процентов воздуха по объему, образуя вспененную волокнистую бумажную массу, имеющую концентрацию волокон в диапазоне от приблизительно 0,1 до приблизительно 3% масс., посредством простого смешивания за счет естественной турбулентности и смешивания, свойственного элементам процесса. Добавление пульпы в виде суспензии с низкой концентрацией приводит к получению избыточной вспененной жидкости, отводимой обратно с формующих сеток. Избыточная вспененная жидкость выпускается из системы и может быть использована где-либо еще или подвергнута обработке для извлечения поверхностно-активного вещества из нее.
Бумажная масса может содержать химические добавки для изменения физических свойств получаемой бумаги. Данные химические составы хорошо понятны специалисту в данной области техники и могут быть использованы в любой известной комбинации. Подобные добавки могут представлять собой модификаторы поверхности, мягчители, разрыхлители, средства для повышения прочности, латексы, средства, придающие непрозрачность, оптические осветляющие агенты, красители, пигменты, проклеивающие вещества, химические вещества, придающие барьерные свойства, средства, способствующие удерживанию, придающие нерастворимость средства, органические или неорганические сшивающие агенты или их комбинации; указанные химические вещества, возможно, содержат полиолы, крахмалы, полипропиленгликолевые сложные эфиры, полиэтиленгликолевые сложные эфиры, фосфолипиды, поверхностно-активные вещества, полиамины, модифицированные с приданием им гидрофобности катионные полимеры (НМСР), модифицированные с приданием им гидрофобности анионные полимеры (НМАР) или т.п.
Пульпа может быть смешана с регулирующими прочность агентами, такими как агенты для повышения прочности во влажном состоянии, агенты для повышения прочности в сухом состоянии и разрыхлители/мягчители и так далее. Соответствующие агенты для повышения прочности во влажном состоянии известны специалисту в данной области техники. Обширный, но не исчерпывающий перечень пригодных средств для повышения прочности включает карбамидоформальдегидные смолы, меламиноформальдегидные смолы, глиоксилированные полиакриламидные смолы, полиамидэпихлоргидриновые смолы и т.п. Термоотверждающиеся полиакриламиды получают посредством реакции акриламида с диаллилдиметиламмонийхлоридом (DADMAC) для получения сополимера катионного полиакриламида, который в конце концов вступает в реакцию с глиоксалем для получения катионной сшивающей смолы, повышающей прочность во влажном состоянии, а именно, глиоксилированного полиакриламида. Данные материалы описаны, в целом, в патентах США № 3556932 на имя Coscia и др. и № 3556933 на имя Williams и др., которые оба полностью включены в данную заявку путем ссылки. Смолы данного типа промышленно изготавливаются и поставляются на рынок под торговым наименованием PAREZ 631NC компанией Bayer Corporation. Могут быть использованы различные мольные отношения акриламида/диаллилдиметиламмонийхлорида/глиоксаля для получения сшивающих смол, которые пригодны в качестве агентов, повышающих прочность во влажном состоянии. Кроме того, другие деагельдегиды могут быть заменены глиоксалем для получения таких свойств, как способность отверждаться при нагревании и прочность во влажном состоянии. Особенно полезны полиамидэпихлоргидриновые смолы для повышения прочности во влажном состоянии, пример которых продается под торговыми наименованиями Kymene 557LX и Kymene 557Н компанией Hercules Incorporated, Wilmington, Делавэр, и Amres® компанией Georgia-Pacific Resins, Inc. Данные смолы и способ изготовления смол описаны в патенте США № 3700623 и патенте США № 3772076, каждый из которых полностью включен в данную заявку путем ссылки. Обширное описание полимерных эпигалоидогидриновых смол приведено в главе 2: Alkaline-Curing Polymeric Amine-Epichlorohydrin, написанной Espy в работе Wet Strength Resins and Their Application (под редакцией L. Chan, 1994), включенной полностью в данную заявку путем ссылки. Целесообразно полный перечень смол для повышения прочности во влажном состоянии описан Westfelt в работе Cellulose Chemistry and Technology, Volume 13, p.813, 1979, которая включена в данную заявку путем ссылки.
Пригодные агенты для повышения временной прочности во влажном состоянии аналогичным образом могут быть включены. Обширный, но не исчерпывающий перечень пригодных агентов для повышения временной прочности во влажном состоянии включает алифатические и ароматические альдегиды, включая глиоксаль, малоновый диальдегид, янтарный диальдегид, глутаральдегид и диальдегидные крахмалы, а также замещенные или прореагировавшие крахмалы, дисахариды, полисахариды, хитозан или другие прореагировавшие продукты реакции полимеризации мономеров или полимеров, имеющих альдегидные группы и, возможно, нитрогруппы. К типовым примерам азотосодержащих полимеров, которые целесообразно могут вступать в реакцию с содержащими альдегид мономерами или полимерами, относятся виниламиды, акриламиды и родственные азотосодержащие полимеры. Данные полимеры придают положительный заряд содержащему альдегид продукту реакции. Кроме того, могут быть использованы другие промышленно производимые и имеющиеся на рынке агенты для повышения временной прочности во влажном состоянии, такие как PAREZ 745, изготавливаемый компанией Bayer, наряду с теми, которые описаны, например, в патенте США № 4605702.
Смола для обеспечения временной прочности во влажном состоянии может представлять собой любой из множества разных растворимых в воде, органических полимеров, содержащих альдегидные звенья и катионные звенья, используемых для повышения прочности бумажного изделия на растяжение в сухом и влажном состоянии. Подобные смолы описаны в патентах США №№ 4675394, 5240562, 5138002, 5085736, 4981557, 5008344, 4603176, 4983748, 4866151, 4804769 и 5217576. Могут быть использованы модифицированные крахмалы, продаваемые под товарными знаками CO-BOND® 1000 и CO-BOND® 1000 Plus компанией National Starch and Chemical Company, Bridgewater, Нью-Джерси. Перед использованием катионный альдегидный растворимый в воде полимер может быть подготовлен посредством предварительного нагрева водной суспензии с содержанием твердой фазы, составляющим приблизительно 5%, удерживаемой при температуре, составляющей приблизительно 240°F, и имеющей водородный показатель рН, составляющий приблизительно 2,7, в течение приблизительно 3,5 минуты. В завершение суспензия может быть резко охлаждена и разбавлена путем добавления воды для получения смеси, содержащей приблизительно 1,0% твердой фазы, при температуре, составляющей менее приблизительно 130°F.
Другие агенты для повышения временной прочности во влажном состоянии, также поставляемые National Starch and Chemical Company, продаются под товарными знаками CO-BOND® 1600 и CO-BOND® 2300. Эти крахмалы поставляются в виде водных коллоидных дисперсий и не требуют предварительного нагрева перед использованием.
Могут быть использованы такие агенты для повышения временной прочности во влажном состоянии, как глиоксилированный полиакриламид. Агенты для повышения временной прочности во влажном состоянии, такие как глиоксилированные полиакриламидные смолы, получают посредством реакции акриламида с диаллилдиметиламмонийхлоридом (DADMAC) для получения сополимера катионного полиакриламида, который в конце концов вступает в реакцию с глиоксалем для получения катионной сшивающей смолы, повышающей временную или полупостоянную прочность во влажном состоянии, а именно глиоксилированного полиакриламида. Данные материалы описаны, в целом, в патенте США № 3556932 на имя Coscia и др. и в патенте США № 3556933 на имя Williams и др., которые оба полностью включены в данную заявку путем ссылки. Смолы данного типа промышленно изготавливаются и поставляются на рынок под торговым наименованием PAREZ 631NC компанией Bayer Industries. Могут быть использованы различные мольные отношения акриламида/диаллилдиметиламмонийхлорида/глиоксаля для получения сшивающих смол, которые пригодны в качестве агентов, повышающих прочность во влажном состоянии. Кроме того, другие деагельдегиды могут быть заменены глиоксалем для получения таких свойств, как прочность во влажном состоянии.
К пригодным агентам для повышения прочности в сухом состоянии относятся крахмал, хьюаровая камедь, полиакриламиды, карбоксиметилцеллюлоза и т.п. Особенно пригодна карбоксиметилцеллюлоза, пример которой продается под торговым названием Hercules CMC компанией Hercules Incorporated, Wilmington, Делавэр. В соответствии с одним вариантом осуществления целлюлозная масса может содержать от приблизительно 0 до приблизительно 15 фунтов агента для повышения прочности в сухом состоянии на тонну. В соответствии с другим вариантом осуществления целлюлозная масса может содержать от приблизительно 1 до приблизительно 5 фунтов агента для повышения прочности в сухом состоянии на тонну.
Аналогичным образом, пригодные разрыхлители известны специалисту в данной области техники. Разрыхлители или мягчители могут также быть включены в целлюлозную массу или распылены по полотну после его образования. Настоящее изобретение также может быть использовано с материалами для умягчения, включая класс солей амидоаминов, полученных из частично нейтрализованных кислотой аминов, но возможные материалы не ограничены вышеуказанными. Подобные материалы описаны в патенте США № 4720383. Evans в работе, опубликованной в Chemistry and Industry, 5 июля 1969, pp.893-903; Egan в работе, опубликованной в J. Am. Oil Chemist's Soc., Vol. 55 (1978), pp.118-121; и Trivedi и др. в работе, опубликованной в J. Am. Oil Chemist's Soc., июнь 1981, pp. 754-756, которые полностью включены путем ссылки, указывают, что мягчители часто промышленно изготавливаются только как комплексные смеси, а не как отдельные соединения. Несмотря на то что дальнейшее рассмотрение сконцентрировано на преобладающих видах, следует понимать, что промышленно изготавливаемые и имеющиеся на рынке смеси, как правило, используются на практике.
Quasoft 202-JR представляет собой пригодный материал для умягчения, который может быть получен посредством алкилирования продукта конденсации олеиновой кислоты и диэтилентриамина. Условия синтеза, предусматривающие использование недостаточного количества алкилирующего агента (например, диэтилсульфата) и только одной стадии алкилирования с последующей корректировкой значения рН для протонирования неэтилированных продуктов, приводят к получению смеси, состоящей из катионных этилированных и катионных неэтилированных продуктов реакции. Меньшая часть (например, приблизительно 10%) получающегося в результате амидоамина подвергается циклизации до имидазолиновых соединений. Поскольку только имидазолиновые части данных материалов представляют собой четвертичные аммониевые соединения, композиции в целом являются рН-регулируемыми. Следовательно, при реализации настоящего изобретения на практике с использованием данного класса химических веществ, водородный показатель рН в напорном ящике должен составлять от приблизительно 6 до 8, более предпочтительно - от 6 до 7 и наиболее предпочтительно - от 6,5 до 7.
Четвертичные аммониевые соединения, такие как диалкилдиметиловые четвертичные аммониевые соли, также пригодны в особенности тогда, когда алкильные группы содержат от приблизительно 10 до 24 атомов углерода. Данные соединения имеют преимущество, заключающееся в том, что они относительно не чувствительны к рН.
Могут быть использованы поддающиеся биологическому разложению мягчители. Типичные поддающиеся биологическому разложению, катионные мягчители/разрыхлители раскрыты в патентах США №№ 5312522, 5415737, 5262007, 5264082 и 5223096, которые все полностью включены в данную заявку путем ссылки. Соединения представляют собой поддающиеся биологическому разложению сложные диэфиры четвертичных аммиачных соединений, кватернизированные аминоэфиры и поддающиеся биологическому разложению сложные эфиры на основе растительных масел, функциональные вместе с четвертичным аммонийхлоридом и диэфирдиэруцилдиметиламмонийхлоридом, и представляют собой типичные поддающиеся биологическому разложению мягчители.
В некоторых вариантах осуществления особенно предпочтительная композиция разрыхлителя включает в себя четвертичный аминовый компонент, а также неионогенное поверхностно-активное вещество.
К материалам с открытой текстурированной структурой, пригодным для использования в связи с изобретением, относятся однослойные, многослойные или композиционные, предпочтительно открытые структуры, такие как сушильные материалы или материалы для тиснения, хорошо известные в данной области техники. Материалы могут иметь, по меньшей мере, одну из следующих характеристик: (1) на стороне крепировального материала, которая находится в контакте с влажным полотном ("верхней" стороне), число проходящих в машинном направлении нитей на дюйм (меш) составляет от 10 до 200, и число проходящих в поперечном направлении нитей на дюйм (число нитей на единицу длины) также составляет от 10 до 200; (2) диаметр одиночной нити, как правило, меньше 0,050 дюйма; (3) на верхней стороне расстояние между наивысшей точкой перегибов в машинном направлении и наивысшей точкой на перегибах в поперечном направлении составляет от приблизительно 0,001 до приблизительно 0,02 или 0,03 дюйма; (4) между данными двумя уровнями могут иметься в наличии перегибы, образованные или нитями, проходящими в машинном направлении, или нитями, проходящими в поперечном направлении (направлении под прямым углом к ходу полотна на машине), которые придают микрорельефу поверхности внешний вид трехмерной структуры с выступами/впадинами, который придается листу во время операции быстрого перемещения или крепирования с использованием материала; (5) материал может быть ориентирован любым пригодным образом с тем, чтобы достичь заданного воздействия на обработку и на свойства изделия; перегибы в виде длинных выгибов могут быть на верхней стороне для увеличения выступов в изделии, проходящих в машинном направлении, или перегибы в виде длинных желобов могут быть на верхней стороне, если желательно большее число выступов в поперечном направлении для оказания влияния на характеристики крепирования, когда полотно перемещается с передаточного цилиндра на крепировальный материал; и (6) материал может быть выполнен таким, что на нем будут видны определенные геометрические узоры, которые приятны для глаза, которые, как правило, повторяются между каждыми двумя-пятьюдесятью нитями основы. К пригодным промышленно изготавливаемым и имеющимся на рынке, шероховатым материалам относится ряд материалов, изготавливаемых компанией Voith Fabrics.
Таким образом, материал с открытой текстурированной структурой может представлять собой материал класса, описанного в патенте США № 5607551 на имя Farrington и др., см. столбцы 7-8 данного патента, а также материалы, описанные в патенте США № 4239065 на имя Trokhan и в патенте США № 3974025 на имя Ayers. Подобные материалы могут иметь от приблизительно 20 до приблизительно 60 ячеек сетки на дюйм и образованы из элементарных полимерных волокон, имеющих диаметры, как правило, находящиеся в диапазоне от приблизительно 0,008 до приблизительно 0,025 дюйма. Как основные, так и уточные элементарные нити могут иметь одинаковый диаметр, хотя это и необязательно.
В некоторых случаях нити переплетены таким образом и им придана такая взаимодополняющая змеевидная конфигурация, по меньшей мере, в направлении Z (в направлении толщины материала), чтобы образовать первую группу или ряд копланарных, находящихся в плоскости верхней поверхности пересечений из обоих множеств нитей (элементарных волокон) и заранее заданную вторую группу или ряд пересечений под верхней поверхностью. Группы распределены так, что части пересечений в плоскости верхней поверхности образуют ряд полостей, подобных корзинам, плетенным из ивовых прутьев, на верхней поверхности материала, при этом указанные полости расположены в шахматном порядке как в машинном направлении, так и в направлении под прямым углом к ходу полотна на машине, и так, что каждая полость перекрывает, по меньшей мере, одно пересечение под верхней поверхностью. Полости по отдельности окружены по периметру на виде в плане контуром, подобным "частоколу", содержащим участки из множества пересечений в плоскости верхней поверхности. Петля материала может содержать подвергнутые термофиксации, элементарные нити (волокна) из термопластичного материала; верхние поверхности копланарных пересечений в плоскости верхней поверхности могут представлять собой монопланарные плоские поверхности. Конкретные варианты осуществления изобретения включают в себя атласные переплетения, а также гибридные переплетения из трех или более зевов, и число нитей на 1 дюйм (на 1 см) - от приблизительно 10×10 до приблизительно 120×120 элементарных нитей на дюйм (от 4×4 до приблизительно 47×47 на сантиметр), хотя предпочтительный диапазон чисел нитей на 1 дюйм (на 1 см) - это диапазон от приблизительно 18×16 до приблизительно 55×48 элементарных нитей на дюйм (от 9×8 до приблизительно 22×19 на сантиметр).
Вместо материала для тиснения, подобного описанному непосредственно выше, в качестве материала с открытой текстурированной структурой может быть использован сушильный материал, если это желательно. Пригодные материалы описаны в патентах США №№ 5449026 (тканый тип (артикул)) и 5690149 (тип (артикул) с расположенными друг над другом в машинном направлении, пленочными нитями) на имя Lee, а также в патенте США № 4490925 на имя Smith (спиральный тип (артикул)).
Быстрое перемещение выполняют при концентрации полотна от приблизительно 10 до 30 процентов, предпочтительно при менее 30 процентов, и оно происходит в виде перемещения в стационарном зазоре в отличие от крепирования под давлением с использованием материала. Как правило, быстрое перемещение выполняют при показателе быстрого перемещения от приблизительно 10 до приблизительно 30 процентов при концентрации от приблизительно 10 до приблизительно 30 процентов, в то время как крепирование с использованием материала до высокого содержания твердой фазы в зоне прессования обычно происходит при концентрации, составляющей, по меньшей мере, 35 процентов. Дополнительные детали относительно быстрого перемещения имеются в патенте США № 4440597 на имя Wells и др. Как правило, быстрое перемещение осуществляют с использованием вакуума, чтобы способствовать отделению полотна от донорного ("отдающего") материала и последующему присоединению его к принимающему или рецепторному материалу. Напротив, вакуум не требуется на операции крепирования с использованием материала, так что, соответственно, при упоминании того, что крепирование с использованием материала проводится "под давлением", имеется в виду то, что рецепторный материал "загружается" на переносящую поверхность, хотя можно использовать вакуум в качестве вспомогательного средства, но это будет выполнено за счет дополнительного усложнения системы при условии, что степень вакуума будет недостаточной для оказания воздействия на перераспределение волокна.
В случае использования длинносеточной бумагоделательной машины формирующееся полотно доводят до надлежащего состояния с помощью вакуумных камер и колпака для воздействия пара до тех пор, пока оно не достигнет содержания твердой фазы, пригодного для перемещения на другой материал.
Желательное перераспределение волокна достигается посредством соответствующего выбора концентрации (консистенции), материала или рельефа материала, параметров зоны прессования и разности скоростей, то есть разности скоростей переносящей поверхности и крепировального материала. Разности скоростей, составляющие, по меньшей мере, 100 футов в минуту, 200 футов в минуту, 500 футов в минуту, 1000 футов в минуту, 1500 футов в минуту или даже превышающие 2000 футов в минуту, могут потребоваться при некоторых условиях для достижения желательного перераспределения волокна и сочетания свойств, как станет очевидно из нижеприведенного рассмотрения. Во многих случаях разности скоростей, составляющие от приблизительно 500 футов в минуту до приблизительно 2000 футов в минуту, будут достаточными. Формование полотна в начальной стадии, например, регулирование выпуска из напорного ящика или скорости формующей сетки или материала также имеют важное значение для достижения заданных свойств изделия, в особенности, соотношения растяжений в машинном направлении/в направлении под прямым углом к ходу полотна на машине.
Следующие характерные параметры выбирают или контролируют для достижения заданного набора свойств изделия: концентрацию в определенный момент осуществления способа (особенно при крепировании с использованием материала); рельеф материала; параметры зоны прессования для крепирования с использованием материала; коэффициент крепирования с использованием материала; разности скоростей, особенно переносящей поверхности/крепировального материала и струи из напорного ящика/формующей сетки; и манипулирование полотном после крепирования с использованием материала. Ниже в таблице 3 приведено сравнение изделий по изобретению с обычными изделиями.
Сравнение типовых свойств полотна
Настоящее изобретение обеспечивает преимущество, заключающееся в том, что сравнительно "низкосортные" или доступные иным образом источники энергии могут быть использованы для выработки тепловой энергии, используемой для сушки полотна. То есть в соответствии с изобретением отсутствует необходимость в обеспечении наличия нагретого воздуха такого качества, какое требуется для сквозной сушки, или нагретого воздуха, пригодного для сушильного колпака, поскольку сушильные барабаны могут быть нагреты от любого источника, включая, например, рекуперацию отходов или рекуперацию тепла от источника для комбинированного производства тепловой и электрической энергии. Другое преимущество изобретения заключается в том, что для его реализации могут использоваться большие части существующих производственных фондов, такие как сушильные барабаны и длинносеточные "формеры" бумагоделательных машин для производства листовой бумаги, для изготовления базового листа высшего качества для бумажных носовых платков (тонкой бумаги) и полотенец, при этом требуется только ограниченная модификация существующих фондов, в результате чего резко снижаются требуемые капитальные вложения для изготовления изделий высшего качества.
Один предпочтительный способ реализации изобретения на практике включает в себя сушку полотна на сушильных барабанах, пока оно находится в контакте с крепировальным материалом, который также служит в качестве сушильного материала. Может быть использована только сушка на сушильном барабане или сушка на сушильном барабане в сочетании с сушкой принудительно подаваемым воздухом, при этом данное сочетание особенно целесообразно, если имеется двухъярусная схема расположения сушильной секции, подобная описанной ниже. Сушка принудительно подаваемым воздухом также может быть использована в качестве единственного средства сушки полотна, когда оно удерживается в крепировальном материале, если это желательно. Соответствующее вращающееся оборудование для сушки принудительно подаваемым воздухом описано в патенте США № 6432267 на имя Watson и в патенте США № 6447640 на имя Watson и др. Поскольку способ по изобретению может быть легко реализован на практике на существующем оборудовании, любые существующие плоские сушильные секции могут быть предпочтительно использованы с тем, чтобы также сэкономить капитальные затраты.
Когда везде в описании и в формуле изобретения упоминается сушка полотна в то время, пока оно удерживается "в крепировальном материале", или используется аналогичная терминология, понимается то, что значительная часть полотна выступает в междуузлия (промежутки, пустоты) крепировального материала, в то время как другая существенная часть полотна, само собой разумеется, находится в плотном контакте с материалом.
Некоторые предпочтительные продукты, крепированные с использованием материала, рассмотрены со ссылкой на фиг.1-18. Данные продукты были получены посредством крепирования с использованием материала с поверхности цилиндра в зоне прессования. Фиг.1 представляет собой микрофотографию полотна 1 с открытой структурой, имеющего очень низкую поверхностную плотность и множество имеющих вид хохолка зон 2, имеющих относительно высокую поверхностную плотность и соединенных друг с другом множеством соединительных зон 3, имеющих более низкую поверхностную плотность. Целлюлозные волокна соединительных зон 3 имеют преобладающую ориентацию вдоль направления, в котором данные зоны простираются между имеющими вид хохолка зонами 2, как, возможно, лучше всего видно на увеличенном виде по фиг.2. Ориентация и варьирование локальной поверхностной плотности поразительны с учетом того, что формирующееся полотно имеет кажущуюся случайной ориентацию волокон при формовании и перемещается без существенных возмущающих воздействий на него на переносящую поверхность перед подверганием его крепированию во влажном состоянии с данной поверхности. Приданная упорядоченная структура отчетливо видна при чрезвычайно низкой плотности, где полотно 1 имеет открытые участки 4 и, таким образом, представляет собой открытую структуру.
На фиг.3 полотно показано вместе с крепировальным материалом 5, на котором волокна были перераспределены в зоне прессования для крепирования во влажном состоянии после по существу случайного формования до концентрации 40-50 процентов или около этого перед крепированием с передаточного цилиндра.
В то время как структуру, включающую в себя имеющие вид хохолка и переориентированные зоны, легко можно видеть в вариантах осуществления с открытой сетчатой структурой и очень низкой поверхностной плотностью, упорядоченная структура продуктов по изобретению также видна там, где поверхностная плотность увеличена и где покрывающие зоны из волокна 6 перекрывают имеющие вид хохолка и соединительные зоны, как видно на фиг.4-6, так что получают лист 7 с по существу непрерывными поверхностями, как видно в особенности на фиг.4 и 6, где более темные зоны имеют более низкую поверхностную плотность, в то время как почти сплошные белые зоны представляют собой относительно сжатое волокно.
Влияние переменных параметров обработки и так далее также видно из фиг.4-6. На обеих фиг.4 и 5 показан лист с поверхностной плотностью 19 фунтов на стопу, однако структура с точки зрения варьирования поверхностной плотности более четко видна на фиг.5, поскольку показатель крепирования с использованием материала был значительно выше (40% против 17%). Аналогичным образом, на фиг.6 показано полотно с более высокой поверхностной плотностью (27 фунтов на стопу) при показателе крепирования, составляющем 28%, при этом имеющие вид хохолка, соединительные и покрывающие зоны все заметны.
Перераспределение волокон из в основном случайного расположения в структуру со спланированным распределением, предусматривающим наличие преобладающей ориентации, а также зон с увеличенным содержанием волокон, которая соответствует структуре крепировального материала, дополнительно рассматривается со ссылкой на фиг.7-18.
Фиг.7 представляет собой микрофотографию (с 10-кратным увеличением), показывающую целлюлозное полотно, из которого был подготовлен ряд образцов, и были сделаны полученные на сканирующем электронном микроскопе микрофотографии, чтобы дополнительно показать волокнистую структуру. Слева на фиг.7 показана зона поверхности, для которой были выполнены изображения 8, 9 и 10 поверхности в виде полученных на сканирующем электронном микроскопе микрофотографий. На данных полученных на сканирующем электронном микроскопе микрофотографиях видно, что волокна соединительных зон имеют преобладающую ориентацию вдоль их направления между имеющими вид хохолка зонами, как было отмечено ранее в связи с микрофотографиями. На фиг.8, 9 и 10 дополнительно видно то, что образованные покрывающие зоны имеют ориентацию волокон вдоль машинного направления. Данный признак проиллюстрирован довольно ярко на фиг.11 и 12.
Фиг.11 и 12 представляют собой виды вдоль линии XS-A на фиг.7, выполненные в сечении. При 200-кратном увеличении (фиг.12) особенно хорошо видно то, что волокна ориентированы по направлению к плоскости просмотра или в машинном направлении, так как бóльшая часть волокон была разрезана там, где образец был вырезан.
Фиг.13 и 14 представляют собой сечение вдоль линии XS-B образца по фиг.7 и показывают меньшее число разрезанных волокон в особенности в средних частях микрофотографий, при этом также показана преобладающая ориентация в машинном направлении в этих зонах. Следует отметить, что на фиг.13 U-образные сгибы видны в зоне с увеличенным содержанием волокон слева. См. также фиг.15.
Фиг.15 и 16 представляют собой полученные на сканирующем электронном микроскопе микрофотографии сечения образца по фиг.7, выполненного по линии XS-C. На этих чертежах видно, что имеющие вид хохолка зоны (с левой стороны) "наложены друг на друга" для получения более высокой локальной поверхностной плотности. Кроме того, на полученной на сканирующем электронном микроскопе микрофотографии по фиг.16 видно, что большое число волокон было разрезано в имеющей вид хохолка зоне (слева), при этом показана переориентация волокон в данной зоне в направлении, поперечном к машинному направлению, в данном случае - вдоль направления под прямым углом к ходу полотна на машине. Кроме того, заслуживает внимания то, что количество видимых концов волокон уменьшается при рассматривании изображения слева направо, что указывает на ориентацию волокон в машинном направлении по мере "отхода" при просмотре от имеющих вид хохолка зон.
Фиг.17 и 18 представляют собой полученные на сканирующем электронном микроскопе микрофотографии сечения, выполненного по линии XS-D на фиг.7. Здесь видно, что преобладающая ориентация волокон изменяется по мере "просмотра" вдоль направления под прямым углом к ходу полотна на машине (поперечного направления). Слева, в соединительной или связывающей зоне, видно большое число "концов", что указывает на преобладающую ориентацию в машинном направлении. В середине меньше концов, поскольку был пройден край имеющей вид хохолка зоны, что указывает на бульшую ориентацию в поперечном направлении до тех пор, пока не произойдет приближения к другой соединительной зоне, и разрезанные волокна снова не станут более многочисленными, что снова указывает на усиление ориентации в машинном направлении.
Способ по настоящему изобретению также применим для изделий, изготовленных без крепирования, предусматривающего использование материала. Структура данных изделий будет напоминать лист, подвергнутый сквозной сушке.
Далее рассматриваются фиг.19 и 19А, на которых проиллюстрирована бумагоделательная машина 10, включающая в себя формующую секцию 12, зону 14 быстрого перемещения, позицию 16 пневматического обезвоживания, американский сушильный цилиндр 18 и приемную бобину 20.
Формующая секция 12 называется в данной области техники двухсеточной бумагоделательной машиной ("формером") и включает в себя напорный ящик 22, первую сетку 24, а также вторую сетку 26. Первая сетка 24 опирается на валы 28 и 30, а также удерживается посредством форматного вала 32. Вторая сетка 26 смонтирована вокруг валов 34, 36, 38, 40, 42, а также вокруг форматного вала 32. Напорный ящик 22 обеспечивает осаждение бумажной массы на сетку 24, как будет описано ниже.
Бумагоделательная машина 10 также включает в себя материал 44 с открытой текстурированной структурой, который простирается от формующей секции до американского сушильного цилиндра 18. Как будет понятно из схемы, материал 44 с открытой текстурированной структурой опирается на валики 46, 48, 50, 52, 52а, 54, 54а, 56, 58, прессующий вал 60, вал 62 и вал 64. Опора для материала также обеспечивается на позиции пневматического обезвоживания, как показано на фиг.19, 19А. Позиция 16 пневматического обезвоживания включает в себя камеру 66 давления, границы которой частично определяются валами 68, 70, 72 и 74, а также боковыми плитами, такими как 75. В позиции обезвоживания также предусмотрены мембрана 76 для распределения текучих сред и сукно 78, препятствующее повторному смачиванию. Мембрана 76 опирается на валы 72 и 74, а также на другой опорный вал 80. Сукно 78 опирается на вал 68 для обезвоживания, а также на дополнительные опорные валы 82 и 84.
Мембрана 76 для распределения текучих сред соответственно представляет собой полупроницаемую мембрану, подобную описанной в заявке на патент США № 2004/0089168, озаглавленной "Semipermeable Membrane With Intercommunicating Pores for Pressing Apparatus" ("Полупроницаемая мембрана с взаимосвязанными порами для прессующего устройства"). Мембрана имеет толщину, составляющую приблизительно 0,1 дюйма или менее, и включает в себя формованный материал, который выполнен полупроницаемым посредством образования множества взаимосвязанных пор в формованном материале, имеющих размер, форму, частоту и/или схему расположения, выбранные для обеспечения заданной проницаемости. Проницаемость целесообразно выбрана такой, чтобы она была больше нуля и меньше приблизительно пяти кубических футов в минуту на квадратный фут при измерении с помощью метода испытаний TAPPI (Технической ассоциации бумагоделательной промышленности (США)) TIP 0404-20, и более предпочтительно выбрана такой, чтобы она была больше нуля и меньше приблизительно двух кубических футов в минуту на квадратный фут. Таким образом, полупроницаемая мембрана 76 является как газопроницаемой, так и проницаемой для жидкостей до ограниченной степени. Мембрана выполнена полупроницаемой посредством того, что вначале берут несущий материал, который является высокопроницаемым, и затем образуют множество взаимосвязанных пор в несущем материале. Несущий материал имеет наложенный на него ваточный холст, образованный из смеси термоплавких и нетермоплавких волокон, который посредством иглопробивания присоединен к несущему материалу. Теплота подводится к соединенным посредством иглопробивания несущему материалу/ваточному холсту для расплавления термоплавких волокон, что, в свою очередь, приводит к образованию пустот в виде взаимосвязанных пор, аналогичных порам пеноматериала.
Сукно 78, препятствующее повторному смачиванию, выполнено с возможностью обеспечения прохода воды только в одном направлении от полотна. Пригодные типы сукна можно видеть в патенте США № 6616812, озаглавленном "Anti-Rewet Felt for Use in a Papermaking Machine" ("Сукно, препятствующее повторному смачиванию и предназначенное для использования в бумагоделательной машине"). Сукно, препятствующее повторному смачиванию, предпочтительно представляет собой, по меньшей мере, двухслойный материал, имеющий перфорированный или пористый слой полимерной пленки. См. патент '812, столбцы 3-4, для выяснения дополнительных подробностей относительно пригодных типов сукна.
При работе бумагоделательной машины 10 бумажную массу осаждают на формующую сетку 24 из напорного ящика 22. Бумажную массу подают на сетку при низкой концентрации, составляющей менее 1 процента, и формирующееся полотно 86 (полотно в начальной стадии) образуют на сетке предпочтительно посредством использования вакуумного форматного вала. То есть вал 32 предпочтительно представляет собой вакуумный (отсасывающий) форматный вал. На сетке 24 формирующееся полотно имеет концентрацию, как правило, в диапазоне от приблизительно 20 до 25 процентов, перед быстрым перемещением на материал 44 с открытой текстурированной структурой. Однако в более общем случае полотно имеет концентрацию от приблизительно 10 до приблизительно 30 процентов во время быстрого перемещения на материал 44 с открытой текстурированной структурой в зазоре 88 для быстрого перемещения, как показано на схеме. Для повышения концентрации полотна, возможно, предусмотрена вакуумная камера 31. В этой связи материал (синтетическая сетка) или сетка (проволочная сетка) 24 перемещается в направлении стрелки 90 с первой скоростью, которая, как правило, больше той скорости, с которой материал 44 с открытой текстурированной структурой перемещается в направлении, указанном стрелкой 92. Таким образом, полотно подвергается микроусадке в зазоре 88 для быстрого перемещения. Как правило, показатель быстрого перемещения находится в пределах от приблизительно 10 до приблизительно 30 процентов, например от 20-25 процентов. То есть полотно подвергается микроусадке при его перемещении с сетки 24 на материал 44 с открытой текстурированной структурой. Затем полотно перемещается к позиции 16 пневматического обезвоживания посредством материала 44 с открытой текстурированной структурой в направлении, указанном стрелкой 94. Материал и полотно проходят через первую зону 96 прессования в камеру 66, в которой поддерживается повышенное давление, так что воздух или другой газ принудительно подается через мембрану 76, полотно 86 и сукно 78 с тем, чтобы обеспечить обезвоживание полотна. В этой связи рационально то, что камера давления частично образована между валами 68, 70, 72 и 74. На схеме видно, что материал 44 с открытой текстурированной структурой, несущий полотно 86, соединяется с мембраной 76 для распределения текучих сред и сукном 78, препятствующим повторному смачиванию, когда три данных элемента - материал, мембрана и сукно - проходят через зону 96 прессования в камеру давления, границы которой частично определяются множеством отжимных валов, при этом мембрана для распределения текучих сред плотно прилегает к той стороне материала с открытой текстурированной структурой, которая находится вдали от полотна, и при этом сукно, препятствующее повторному смачиванию, плотно прилегает непосредственно к полотну. По мере того как полотно проходит через зону 96 прессования вместе с материалами и поступает в камеру давления, полотно обезвоживается за счет повышенного давления в камере, которое обеспечивает принудительную подачу сушильной среды через мембрану 76, затем через материал 44, затем через полотно и затем через сукно 78 перед выходом или через вал 68 или по канавкам в вале, если это желательно. Полотно и материал 44 выходят из камеры 66 давления через выходную зону 98 прессования, когда материал 44 перемещается вперед в машинном направлении.
Несмотря на то что позиция 16 обезвоживания представляет собой сжимающее устройство благодаря зонам 96, 98 прессования, обеспечивающим приложение силы к полотну, пока оно находится в контакте с материалами, существует незначительное необратимое уплотнение, если вообще оно имеет место. Удельный объем (пухлость) полотна остается довольно высоким, и придается дополнительная объемность, если это желательно, посредством дополнительного крепирования.
Следует принять во внимание то, что камера 66 давления ограничена в ее концевой части концевыми плитами, такими как плита 75, или другими пригодными стенками, так что внутреннее давление в камере 66 может поддерживаться достаточно высоким для гарантирования потока через полотно с целью обезвоживания полотна. Давление в камере предпочтительно представляет собой давление, достаточное для того, чтобы существовал перепад давлений, составляющий, по меньшей мере, приблизительно 30 фунтов на кв. дюйм, на полотне и материалах. В камере давления полотно обезвоживается до концентрации, предпочтительно составляющей от приблизительно 45 до 50 процентов, перед выходом его через зону 98 прессования. Зазор между валами представляет собой особенно рациональный способ ограничения камеры. Не будучи ограниченными никакой теорией, полагают, что использование соответствующих полупроницаемых мембран, типов сукна и давлений создает возможность высушивания полотна до сравнительно высокой концентрации посредством пневматического давления, не приводящего к каналообразованию или другому разрушению полотна. Сжатие во входной и выходной зонах 96, 98 прессования не вызывает существенного уменьшения удельного объема и впитывающей способности. После пневматического обезвоживания и выхода через зазор (зону прессования) 98 полотно перемещается к американскому сушильному цилиндру, как показано стрелкой 100, и прижимается к американскому сушильному цилиндру 101 без уплотнения полотна так, чтобы сохранить удельный объем, приданный полотну в зазоре 88 для быстрого перемещения. Предпочтительно полотно приклеивается к американскому сушильному цилиндру посредством клея, содержащего поливиниловый спирт. На цилиндре 101 полотно, как правило, высушивается до концентрации от приблизительно 94 до приблизительно 98 процентов перед крепированием его с помощью крепирующего шабера 103 и перемещением над валами 102, 104 к приемной бобине 20. Шабер 103 может представлять собой волнообразный крепирующий шабер, подобный тому, который виден на фиг.19В-19Е и раскрыт в патенте США № 5690788. Было показано, что применение волнообразного крепирующего шабера обеспечивает ряд преимуществ при использовании его при изготовлении изделий из тонкой бумаги. В целом, изделия из тонкой бумаги, крепированные с использованием волнообразного шабера, имеют бульшую толщину листа (толщину), увеличенное растяжение в направлении под прямым углом к ходу полотна на машине и больший объем пустот по сравнению со сопоставимыми изделиями из тонкой бумаги, полученными с использованием обычных крепирующих шаберов. Все эти изменения, осуществленные за счет использования волнообразного шабера, имеют тенденцию быть связанными с ощущением большей мягкости, вызванным изделиями из тонкой бумаги.
На фиг.19В-19Е проиллюстрирована часть предпочтительного волнообразного крепирующего шабера 103, пригодного при реализации настоящего изобретения на практике, в котором рельефная поверхность 105 простирается бесконечно по длине, при этом ее длина, как правило, превышает 100 дюймов и часто достигает свыше 26 футов, что соответствует ширине американского сушильного цилиндра на современных бумагоделательных машинах большего размера. Гибкие лезвия запатентованного волнообразного шабера, имеющего бесконечную длину, могут быть соответствующим образом размещены на бобине и использованы на машинах, в которых применяется система непрерывного крепирования. В таких случаях длина шабера в несколько раз превышает ширину американского сушильного цилиндра. Высота шабера 103 обычно составляет порядка нескольких дюймов, в то время как толщина корпуса (тела) шабера обычно составляет порядка долей дюйма.
Как проиллюстрировано на фиг.19В-19Е, волнообразная режущая кромка 107 запатентованного волнообразного шабера образована мелкими зубьями 109, расположенными вдоль одного края и образованными на одном крае поверхности 105 с тем, чтобы образовать волнистую поверхность контакта. Режущая кромка 107 предпочтительно выполнена с такой конфигурацией и размерами, чтобы она находилась в непрерывном волнообразном контакте с американским сушильным цилиндром 101, когда она расположена так, как показано на фиг.19, то есть шабер непрерывно контактирует с американским сушильным цилиндром по синусоиде, по существу параллельной оси американского сушильного цилиндра. В особо предпочтительных вариантах осуществления имеется непрерывная волнистая поверхность 111 контакта, имеющая множество по существу коллинеарных прямолинейных удлиненных зон 113, примыкающих к множеству серповидных зон 115 около основания 117, расположенных в верхней части стороны 119 шабера, которая расположена рядом с американским сушильным цилиндром. Таким образом, волнистая поверхность 111 выполнена с такой конфигурацией, которая позволяет ей находиться в непрерывном межповерхностном контакте на всей ширине американского сушильного цилиндра при использовании с волнообразной или синусоидальной волнистой конфигурацией. Число зубьев на дюйм может быть принято как число удлиненных зон 113 на дюйм, и высота зуба принимается как высота Н канавки, показанной ссылочной позицией 121.
На фиг.20 показана другая бумагоделательная машина 110, пригодная для реализации настоящего изобретения на практике. Бумагоделательная машина 110 включает в себя формующую секцию 112, зону 114 быстрого перемещения, позицию 116 пневматического обезвоживания, сушильную секцию, обозначенную ссылочной позицией 118, а также приемный барабан 120. Формующая секция 112 включает в себя двухсеточную бумагоделательную машину, а также напорный ящик 122, первую сетку 124 и вторую сетку 126. Сетка 124 смонтирована вокруг опорных валов 128 и 130, а также вокруг отсасывающего форматного вала 132. Возможно, секция 112 включает в себя вакуумную камеру 131. Сетка 126 смонтирована вокруг множества опорных валов 134, 136, 138, 140 и 142, а также форматного вала 132. Материал или сетка 124 находится вблизи от материала 144 с открытой текстурированной структурой, который несет формованное полотно вперед для обезвоживания и сушки, как дополнительно описано здесь.
Материал 144 с открытой текстурированной структурой удерживается вокруг множества опорных валов 146, 148, 150, 152, 152А, 154, 154А, 156, 158, а также множества сушильных барабанов, как показано на схеме.
Позиция 116 обезвоживания включает в себя множество валов, которые определяют границы камеры 166 давления. Более точно, камера 166 давления образована между валами 168, 170, 172 и 174. Дополнительно предусмотрены мембрана 176 для распределения текучих сред и сукно 178, препятствующее повторному смачиванию. Мембрана 176 удерживается у валов 180, 172 и 174, в то время как сукно 178 удерживается у валов 168, 182 и 184.
Сушильная секция 118 включает в себя множество сушильных барабанов 118а, 118b, 118с, 118d, 118е и 118f.
Для образования поглощающего листа бумажную массу осаждают при низкой концентрации на материал 124 посредством напорного ящика 122. Как правило, исходная концентрация составляет менее 1 процента. Формирующееся полотно 186 частично обезвоживают посредством отсасывающего форматного вала 132, как правило, до концентрации, составляющей от приблизительно 20 до приблизительно 25 процентов.
После исходного формования формирующееся полотно 186 перемещают в направлении, указанном стрелкой 190, к зазору 188 для быстрого перемещения. Материал 124 перемещается с первой скоростью, которая больше той скорости, с которой материал 144 с открытой текстурированной структурой перемещается в направлении, указанном стрелкой 192. Таким образом, полотно подвергается микроусадке в зазоре 188 для увеличения его удельного объема (пухлости) при его перемещении на материал 144 с открытой текстурированной структурой. Предпочтителен показатель быстрого перемещения, составляющий приблизительно 10-30 процентов, а также концентрация от приблизительно 20-25 процентов. После быстрого перемещения полотно перемещается в направлении, указанном стрелкой 194, к позиции 116 пневматического обезвоживания.
На позиции пневматического обезвоживания полотно проходит сначала через первую уплотнительную зону 196 прессования и поступает в камеру 166, в которой, как правило, поддерживается повышенное давление, как указано выше в связи с фиг.19. Когда полотно проходит через позицию пневматического обезвоживания, повышенное давление в камере 166 обеспечивает принудительную подачу воздуха или другого газа через мембрану 176, материал 144, полотно 186 и сукно 178. Таким образом, вода вытесняется из формирующегося полотна, концентрация которого, как правило, повышается приблизительно до 45-50 процентов. Полотно выходит из камеры 166 через зону 198 прессования и посредством материала 144 перемещается к позиции 118 сушки в направлении 200, называемом машинным направлением, к сушильным барабанам 118а, 118b, 118с, 118d, 118е и 118f в сушильной секции 118. После этого полотно отделяется от материала 144 и наматывается на бобину 120, возможно, взаимодействующую с еще одним опорным валом 202. Как правило, полотно наматывается при концентрации в пределах от приблизительно 94 до приблизительно 98 процентов. В некоторых вариантах осуществления изобретения желательно исключить открытые участки полотна бумаги в процессе, такие как открытый участок полотна бумаги между крепировальным и сушильным материалом и бобиной 120. Это легко осуществляется посредством "удлинения" крепировального материала до барабана для намотки и перемещения полотна непосредственно с материала на бобину, как раскрыто в основном в патенте США № 5593545 на имя Rugowski и др.
В сушильной секции 118 сушильные барабаны 118b, d и f находятся в первом ярусе, и сушильные барабаны 118а, 118с и 118е находятся во втором ярусе. Сушильные барабаны 118а, 118с и 118е контактируют непосредственно с полотном, в то время как сушильные барабаны в другом ярусе контактируют с материалом. В данной двухъярусной конструкции, в которой полотно отделено от сушильных барабанов 118b, d и f материалом, иногда предпочтительно предусмотреть устройства для сушки принудительно подаваемым воздухом у сушильных барабанов 118b и 118d, которые могут представлять собой просверленные барабаны, так что воздушный поток показан схематично соответственно ссылочными позициями b и d.
На фиг.21 показана еще одна бумагоделательная машина 210, пригодная для реализации настоящего изобретения на практике. Бумагоделательная машина 210 имеет формующую секцию 212, зону 214 крепирования с использованием материала, позицию 216 пневматического обезвоживания, сушильную секцию 218, а также намоточный барабан 220. Формующая секция 212 включает в себя напорный ящик 222, а также формующую сетку 224 в качестве частей плоскосеточной бумагоделательной машины ("формера"). Таким образом, материал 224 опирается на форматный вал 232, который может представлять собой отсасывающий форматный вал, как указано выше. Материал аналогичным образом опирается на опорные валы 227, 228 и 230. Возможно, предусмотрена вакуумная камера или вакуумные камеры обезвоживания у сеточного стола, обозначенного в целом ссылочной позицией 231.
Формующая сетка 224 выполнена с конфигурацией, обеспечивающей возможность перемещения полотна к материалу 244 с открытой текстурированной структурой во многом таким же образом, как показано на фиг.19 и 20, рассмотренных выше. Материал 244 с открытой текстурированной структурой удерживается у валов 246, 248, 250, 252, 252А, 254, 254А, 256, 258, а также у сушильных барабанов 218а, 218b, 218с, 218d, 218е и 218f. Материал также опирается на валы, образующие камеру давления, подобную рассмотренной выше в связи с фиг.19 и 20 (данные части пронумерованы числами, увеличенными на 200, для иллюстрации). Сушильная секция включает в себя сушильные барабаны 218а и так далее, в то время как приемная бобина может включать в себя взаимодействующий вал 302.
Позиция 216 пневматического обезвоживания включает в себя камеру 266 давления, границы которой частично определены валами 268, 270, 272 и 274. Также предусмотрены мембрана 276 и сукно 278, которые опираются на валы 280, 272 и 274 и 268, 282 и 284 соответственно, как показано на схеме. Для образования поглощающего листа бумажную массу осаждают из напорного ящика 222 на формующую сетку 224 плоскосеточной (длинносеточной) бумагоделательной машины и обезвоживают посредством вала 232, а также, возможно, посредством отсасывающей(-их) камеры (камер) 231 и колпака для воздействия пара для образования формирующегося полотна 286. Полотно 286 перемещается в направлении, указанном стрелкой 290, к зазору 288 для быстрого перемещения. У зазора 288 полотно имеет концентрацию от приблизительно 20 до 25 процентов. Здесь полотно перемещается в условиях быстрого перемещения к материалу 244 с открытой текстурированной структурой. Как правило, показатель быстрого перемещения, составляющий от 10 до 30 процентов, используется для полотна в данном месте. То есть полотно подвергается микроусадке, как известно в данной области техники, за счет того что материал 224 перемещается в направлении 290 быстрее, чем материал 244 перемещается в направлении 292. От зазора для быстрого перемещения полотно перемещается к позиции обезвоживания и проходит через входную зону 296 прессования в камеру 266 давления, в которой поддерживается повышенное давление. Посредством данного давления воздух или другой обезвоживающий газ принудительно подается через мембрану 276, материал 244, полотно, а также сукно 278 через цилиндр 268 или выпускается иным образом. Здесь полотно подвергается обезвоживанию предпочтительно до концентрации от приблизительно 45 до приблизительно 50 процентов. После обезвоживания полотно выходит в выходной зоне 298 прессования и продолжает перемещаться на материале 244 в направлении стрелки 300 через сушильную секцию 218. На сушильных барабанах 218а-218f полотно подвергается дополнительной сушке до концентрации от приблизительно 94 до приблизительно 98 процентов перед намоткой его на бобину 220.
На фиг.22 показана еще одна бумагоделательная машина 310, пригодная для реализации настоящего изобретения на практике. Бумагоделательная машина 310 имеет формующую секцию 312, зону 314 быстрого перемещения, позицию 316 пневматического обезвоживания, позицию 400 крепирования до высокого содержания твердой фазы, сушильную секцию 318, а также намоточный барабан 320. Формующая секция 312 включает в себя напорный ящик 322, а также формующую сетку 324 в качестве частей плоскосеточной (длинносеточной) бумагоделательной машины ("формера"). Таким образом, материал 324 опирается на форматный вал 332, который может представлять собой отсасывающий форматный вал, как указано выше. Материал аналогичным образом опирается на опорные валы 327, 328 и 330. Возможно, предусмотрены вакуумные камеры обезвоживания, обозначенные в целом ссылочной позицией 331.
Формующая сетка 324 выполнена с конфигурацией, обеспечивающей возможность перемещения полотна к материалу 344 с открытой текстурированной структурой во многом таким же образом, как показано на фиг.19, 20 и 21, рассмотренных выше. Материал 344 представляет собой материал с открытой текстурированной структурой и удерживается у валов 346, 348, 350, 352, 356 и так далее, а также у прессующего вала 358. Позиция 316 пневматического обезвоживания по существу такая же, как позиция 216, описанная выше.
Для образования поглощающего листа бумажную массу осаждают из напорного ящика 322 на формующую сетку 324 плоскосеточной (длинносеточной) бумагоделательной машины и обезвоживают посредством вакуумного вала 332, а также, возможно, посредством отсасывающей камеры 331 для образования формирующегося полотна 386. Полотно 386 перемещается в направлении, указанном стрелкой 390, к зазору 388 для быстрого перемещения. У зазора 388 полотно имеет концентрацию от приблизительно 20 до 25 процентов. Здесь полотно перемещается в условиях быстрого перемещения к материалу 344 с открытой текстурированной структурой. Как правило, показатель быстрого перемещения, составляющий от 10 до 30 процентов, используется для полотна в данном месте. То есть полотно подвергается микроусадке, как известно в данной области техники, за счет того, что материал 324 перемещается в направлении 390 быстрее, чем материал 344 перемещается в направлении 392. От зазора для крепирования полотно перемещается к позиции 316 обезвоживания и проходит через входную зону прессования в камеру давления, в которой поддерживается повышенное давление. Посредством данного давления воздух или другой обезвоживающий газ принудительно подается (вытесняется) через влажное полотно. Здесь полотно подвергается обезвоживанию предпочтительно до концентрации от приблизительно 30 до приблизительно 60 процентов. После пневматического обезвоживания полотно выходит из камеры и продолжает перемещаться на материале 344 в направлении стрелки 300. В данном месте в процессе полотно имеет кажущееся случайным распределение ориентаций волокон.
Когда полотно перемещается вперед в машинном направлении, его концентрация, как правило, повышается до значений от приблизительно 30 до приблизительно 60 процентов перед перемещением его на передаточный вал 402. Передаточный вал 402 имеет вращающуюся переносящую поверхность 404, вращающуюся с заранее заданной скоростью. Полотно перемещается с материала 344 на поверхность 404 вала 402 посредством прессующего вала 358. Вал 358 может представлять собой вал башмачного пресса, возможно включающий в себя башмак, чтобы способствовать перемещению полотна. Поскольку материал 344 представляет собой материал для тиснения или сушильный материал, отсутствует существенное изменение концентрации полотна при перемещении его на вращающийся цилиндр 402, и перемещение предпочтительно осуществляется без уплотнения. Перемещение происходит в зазоре 408 для перемещения, после чего полотно 386 переносится на поверхность 404 цилиндра 402 и перемещается к другому материалу 344' с открытой текстурированной структурой.
Клей для крепирования, возможно, используется для крепления полотна к поверхности цилиндра 402.
Полотно подвергается крепированию с поверхности 404 в зоне 410 прессования для крепирования, в которой полотно перемещается на крепировальный материал и наиболее предпочтительно перераспределяется на крепировальном материале так, что оно больше не имеет кажущегося случайным распределения ориентаций волокон, а ориентация является структурированной. То есть полотно имеет неслучайную преобладающую ориентацию в направлении, отличном от машинного направления, после крепирования полотна. Для улучшения обработки предпочтительно, чтобы крепирующий вал 412 имел относительно мягкое покрытие, например покрытие с твердостью по Pusey и Jones, составляющей от приблизительно 25 до приблизительно 90.
Крепирование с использованием материала в зоне 410 прессования происходит под давлением, то есть вал 412 и крепировальный материал 344' прижимаются к валу 402 с давлением от приблизительно 40 до приблизительно 80 фунтов на линейный дюйм (pli). Материал 344' перемещается со скоростью, которая меньше скорости перемещения поверхности 404 цилиндра 402, в результате чего показатель крепирования с использованием материала, составляющий 10, 20, 40 процентов или более, может быть применен для полотна.
После крепирования полотно высушивают с помощью сушильных барабанов 318а-318f и наматывают на бобину 320, как рассмотрено в связи с другими вариантами осуществления.
Пригодные компоненты для позиции 16, 116, 216 и 316 пневматического обезвоживания можно обнаружить в следующих патентах США и публикациях заявок на патент США: (i) патенты 6645420, озаглавленный "Method of Forming Semipermeable Membrane With Intercommunicating Pores for a Pressing Apparatus" ("Способ образования полупроницаемой мембраны с взаимосвязанными порами для прессующего устройства"); 6616812, озаглавленный "Anti-Rewet Felt for Use in a Papermaking Machine" ("Сукно, препятствующее повторному смачиванию и предназначенное для использования в бумагоделательной машине"); 6589394, озаглавленный "Controlled-Force End Seal Arrangement for an Air Press of a Papermaking Machine" ("Торцевое уплотнительное устройство с регулируемым усилием, предназначенное для пневматического пресса бумагоделательной машины"); 6562198, озаглавленный "Cross-Directional, Interlocking of Rolls in an Air Press of a Papermaking Machine"; 6419793, озаглавленный "Paper Making Apparatus Having Pressurized Chamber" ("Бумагоделательное устройство, имеющее камеру повышенного давления"); 6416631, озаглавленный "Pressing Apparatus Having Semipermeable Membrane" ("Прессующее устройство, имеющее полупроницаемую мембрану"); 6381868, озаглавленный "Device for Dewatering a Material Web" ("Устройство для обезвоживания полотна материала"); 6287427, озаглавленный "Pressing Apparatus Having Chamber Sealing" ("Прессующее устройство, имеющее уплотнение камеры"); 6274042, озаглавленный "Semipermeable Membrane for Pressing Apparatus" ("Полупроницаемая мембрана для прессующего устройства"); 6248203, озаглавленный "Fiber Web Lamination and Coating Apparatus Having Pressurized Chamber" ("Предназначенное для ламинирования и нанесения покрытия на волокнистое полотно устройство, имеющее камеру давления"); 6190506, озаглавленный "Paper Making Apparatus Having Pressurized Chamber" ("Бумагоделательное устройство, имеющее камеру повышенного давления"), и 6161303, озаглавленный "Pressing Apparatus Having Chamber End Sealing" ("Прессующее устройство, имеющее торцевое уплотнение камеры"); (ii) публикации - 2004/0089168, озаглавленная "Semipermeable Membrane With Intercommunicating Pores for Pressing Apparatus" ("Полупроницаемая мембрана с взаимосвязанными порами для прессующего устройства"); 2003/0153443, озаглавленная "Elastic Roller for a Pressing Apparatus" ("Упругий валик для прессующего устройства"); 2003/0146581, озаглавленная "Sealing Arrangement" ("Уплотнительное устройство"); 2003/0056925, озаглавленная "Anti-Rewet Felt for Use in a Papermaking Machine" ("Сукно, препятствующее повторному смачиванию и предназначенное для использования в бумагоделательной машине"); 2003/0056923, озаглавленная "Controlled-Force End Seal Arrangement for an Air Press of a Papermaking Machine" ("Торцевое уплотнительное устройство с регулируемым усилием, предназначенное для пневматического пресса бумагоделательной машины"); 2003/0056922, озаглавленная "Main Roll for an Air Press of a Papermaking Machine" ("Главный вал для пневматического пресса бумагоделательной машины"); 2003/0056921, озаглавленная "Cross-Directional Interlocking of Rolls in an Air Press of a Papermaking Machine"; и 2003/0056919, озаглавленная "Cleaning a Semipermeable Membrane in a Papermaking Machine" ("Очистка полупроницаемой мембраны в бумагоделательной машине").
Несмотря на то что изобретение было описано в связи с несколькими примерами, модификации данных примеров, находящиеся в пределах сущности и объема изобретения, будут очевидными для специалистов в данной области техники. С учетом предшествующего рассмотрения, релевантных знаний в данной области техники и ссылочных материалов, включая одновременно находящиеся на рассмотрении заявки, рассмотренные выше в связи с разделами "Предшествующий уровень техники" и "Подробное описание", описания которых включены все в данную заявку путем ссылки, дальнейшее описание считается ненужным.
Изобретение относится к способу изготовления поглощающего целлюлозного полотна. Из бумажной массы формируют полотно. Обезвоживают его до концентрации от 10 до 30% на перфорированной формующей опоре, перемещающейся с первой скоростью. Перемещают полотно на материал с открытой текстурированной структурой, перемещающийся со второй скоростью, которая меньше первой скорости формующей опоры. Дополнительно обезвоживают полотно на материале для тиснения до концентрации от 30 до 60% путем соединения материала с открытой текстурированной структурой с мембраной для распределения текучих сред и с сукном, препятствующим повторному смачиванию. Материал, мембрана и сукно проходят через зазор в камеру давления. Мембрана для распределения текучих сред плотно прилегает к той стороне материала с открытой текстурированной структурой, которая находится вдали от полотна. Сукно, препятствующее повторному смачиванию, плотно прилегает к полотну. Прикладывают градиент пневматического давления от распределительной мембраны через полотно, в результате чего происходит обезвоживание полотна. Полотно сушат. Способ позволяет получить поглощающие изделия высокого качества при минимальных капитальных и эксплуатационных расходах. 2 н. и 18 з.п. ф-лы, 27 ил., 3 табл.
1. Обеспечивающий незначительное уплотнение способ изготовления поглощающего целлюлозного полотна, включающий в себя:
a) образование формирующегося полотна из бумажной массы для производства бумаги;
b) обезвоживание формирующегося полотна до концентрации от приблизительно 10 до приблизительно 30% на перфорированной формующей опоре, перемещающейся с первой скоростью;
c) перемещение полотна на материал с открытой текстурированной структурой;
d) дополнительное обезвоживание полотна на материале с открытой текстурированной структурой до концентрации от приблизительно 30 до приблизительно 60% посредством (i) соединения материала с открытой текстурированной структурой, несущего указанное полотно, с мембраной для распределения текучих сред и с сукном, препятствующим повторному смачиванию, когда три указанных компонента - материал, мембрана и сукно - проходят через зазор в камеру давления, границы которой частично определяются множеством отжимных валов, при этом мембрана для распределения текучих сред плотно прилегает к той стороне материала с открытой текстурированной структурой, которая находится вдали от полотна, при этом сукно, препятствующее повторному смачиванию, плотно прилегает к полотну, и (ii) приложения градиента пневматического давления от распределительной мембраны через полотно, в результате чего происходит обезвоживание полотна; и
e) сушку полотна.
2. Способ по п.1, в котором полотно быстро перемещают при концентрации от приблизительно 10 до приблизительно 30%.
3. Способ по п.1, в котором полотно быстро перемещают при показателе быстрого перемещения, составляющем от приблизительно 10 до приблизительно 30%.
4. Способ по п.1, в котором формирующееся полотно образуют на плоскосеточной бумагоделательной машине.
5. Способ по п.1, в котором полотно подвергают обезвоживанию до концентрации от приблизительно 45 до приблизительно 55% посредством приложения пневматического давления через полотно от распределительной мембраны к материалу с открытой текстурированной структурой.
6. Способ по п.1, в котором высушенное полотно имеет показатель упругости во влажном состоянии, составляющий от приблизительно 0,6 до приблизительно 0,8.
7. Способ по п.1, в котором высушенное полотно имеет объемную долю пустот, составляющую, по меньшей мере, приблизительно 0,7, и имеет гидравлический диаметр в диапазоне от приблизительно 1,5 до приблизительно 60 мкм.
8. Способ по п.1, в котором высушенное полотно имеет плотность, составляющую от приблизительно 30 до приблизительно 200 фунтов на 3000 квадратных футов.
9. Способ по п.1, в котором высушенное полотно имеет плотность, составляющую от приблизительно 100 до приблизительно 150 фунтов на 3000 квадратных футов.
10. Способ по п.1, в котором операциями (a-e) управляют таким образом и состав бумажной массы для производства бумаги регулируют таким образом, чтобы высушенное полотно имело объемную долю пустот, составляющую, по меньшей мере, 0,7, гидравлический диаметр в диапазоне от приблизительно 1,5 до приблизительно 60 мкм и показатель упругости во влажном состоянии, составляющий, по меньшей мере, приблизительно 0,65.
11. Способ по п.10, в котором высушенное полотно имеет гидравлический диаметр в диапазоне от приблизительно 3 до приблизительно 20 мкм.
12. Способ по п.11, в котором полотно высушивают пока оно удерживается в материале с открытой текстурированной структурой до концентрации, составляющей, по меньшей мере, приблизительно 92 мкм.
13. Способ по п.10, в котором полотно высушивают с помощью множества сушильных барабанов пока оно удерживается в материале с открытой текстурированной структурой.
14. Способ по п.1, в котором полотно перемещают на американский сушильный цилиндр без уплотнения полотна перед сушкой полотна.
15. Способ по п.14, в котором полотно крепируют с американского сушильного цилиндра.
16. Способ по п.15, в котором полотно крепируют с американского сушильного цилиндра посредством волнообразного крепирующего шабера.
17. Способ по п.14, в котором полотно снимают с американского сушильного цилиндра без крепирующего шабера.
18. Способ по п.14, в котором полотно накладывают на поверхность вращающегося цилиндра с помощью клея для крепирования, содержащего преимущественно поливиниловый спирт.
19. Способ изготовления поглощающего целлюлозного полотна, включающий в себя:
a) образование формирующегося полотна, имеющего практически случайное распределение ориентации волокон, из бумажной массы для производства бумаги;
b) быстрое перемещение полотна на материал с открытой текстурированной структурой;
c) сушку полотна до концентрации от приблизительно 30 до приблизительно 60% посредством (i) соединения материала с открытой текстурированной структурой, несущего указанное полотно, с мембраной для распределения текучих сред и с сукном, препятствующим повторному смачиванию, когда три указанных компонента - материал, мембрана и сукно - проходят через зазор в камеру давления, границы которой частично определяются множеством отжимных валов, при этом мембрана для распределения текучих сред плотно прилегает к стороне материала с открытой текстурированной структурой, которая находится вдали от полотна, при этом сукно, препятствующее повторному смачиванию, плотно прилегает к полотну, и (ii) приложения градиента пневматического давления от распределительной мембраны через полотно, в результате чего происходит обезвоживание полотна;
d) последующее перемещение полотна на движущуюся переносящую поверхность, перемещающуюся с первой скоростью;
e) осуществляемое с использованием материала крепирование полотна с переносящей поверхности при концентрации от приблизительно 30 до приблизительно 60% посредством использования крепировального материала, при этом операция крепирования происходит под давлением в зоне прессования для крепирования с использованием материала, образованной между переносящей поверхностью и крепировальным материалом, причем материал перемещается со второй скоростью, которая меньше скорости переносящей поверхности, при этом структура материала, параметры зоны прессования, разность скоростей и концентрация полотна выбраны такими, что полотно подвергается крепированию с поверхности и перераспределяется на крепировальном материале для образования полотна с сетчатой структурой, имеющей множество взаимосвязанных зон с различной ориентацией волокон, включая, по меньшей мере, (i) множество зон, имеющих увеличенное содержание волокон и имеющих преобладающую ориентацию в направлении, поперечном к машинному направлению, соединенных друг с другом посредством (ii) множества связывающих зон, в которых преобладающая ориентация волокон смещена от ориентации волокон в зонах с увеличенным содержанием волокон; и
f) сушку полотна.
20. Способ по п.19, в котором переносящая поверхность представляет собой поверхность вращающегося цилиндра.
| US 6287426 B1, 11.09.2001 | |||
| US 6350349 B1, 26.02.2002 | |||
| НЕКРЕПИРОВАННОЕ ВЫСУШЕННОЕ ПОЛОТНО И ВПИТЫВАЮЩАЯ СТРУКТУРА С НИЗКОЙ ПЛОТНОСТЬЮ | 1995 |
|
RU2153036C2 |
| АЭРОДИНАМИЧЕСКИЙ СПОСОБ ИЗГОТОВЛЕНИЯ САНИТАРНО-ГИГИЕНИЧЕСКОЙ БУМАГИ | 1998 |
|
RU2159304C2 |

