О
о:
О5
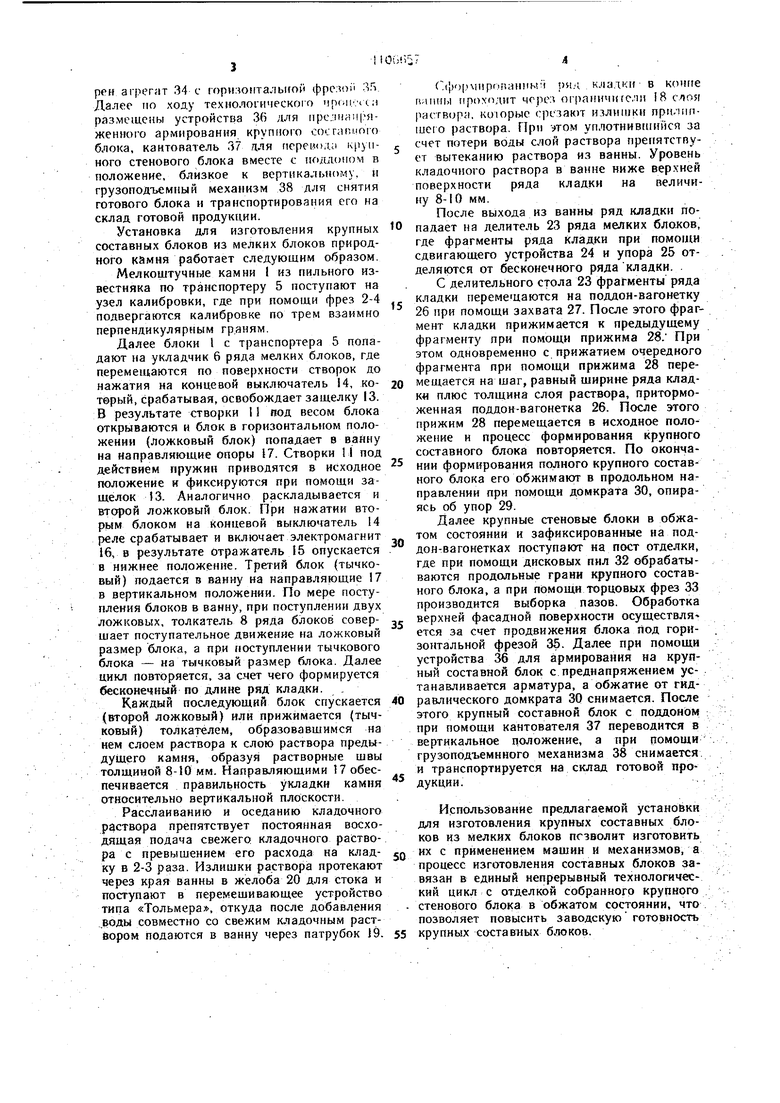
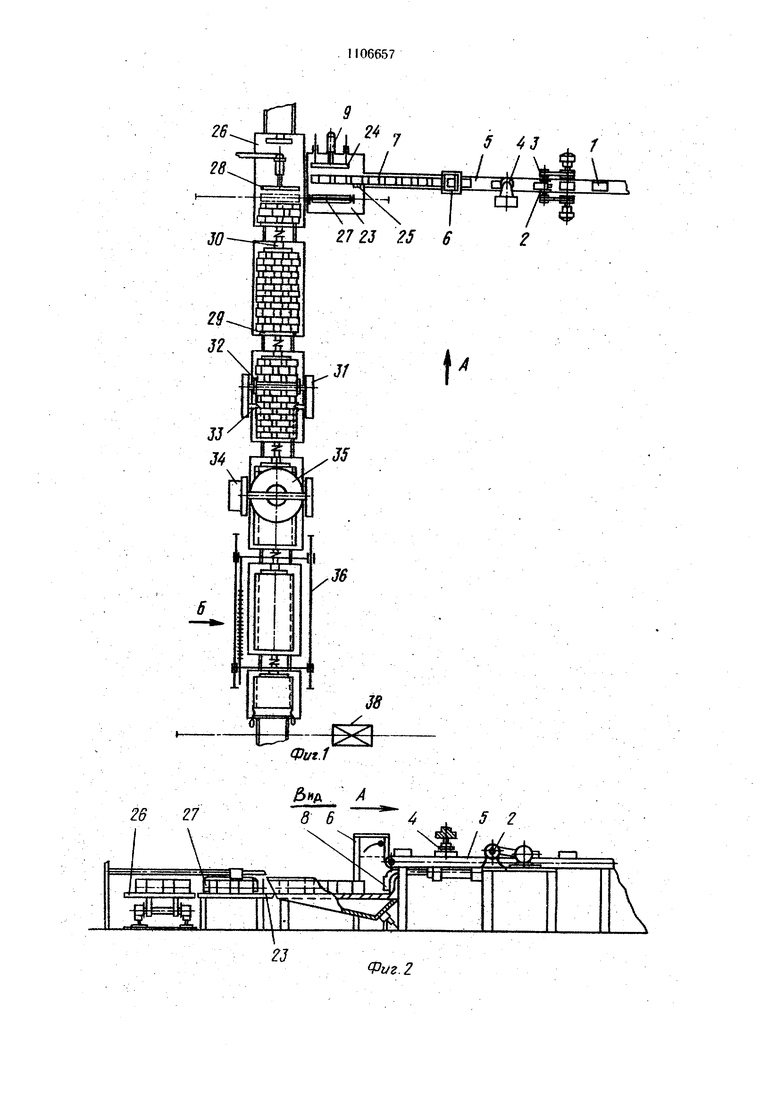
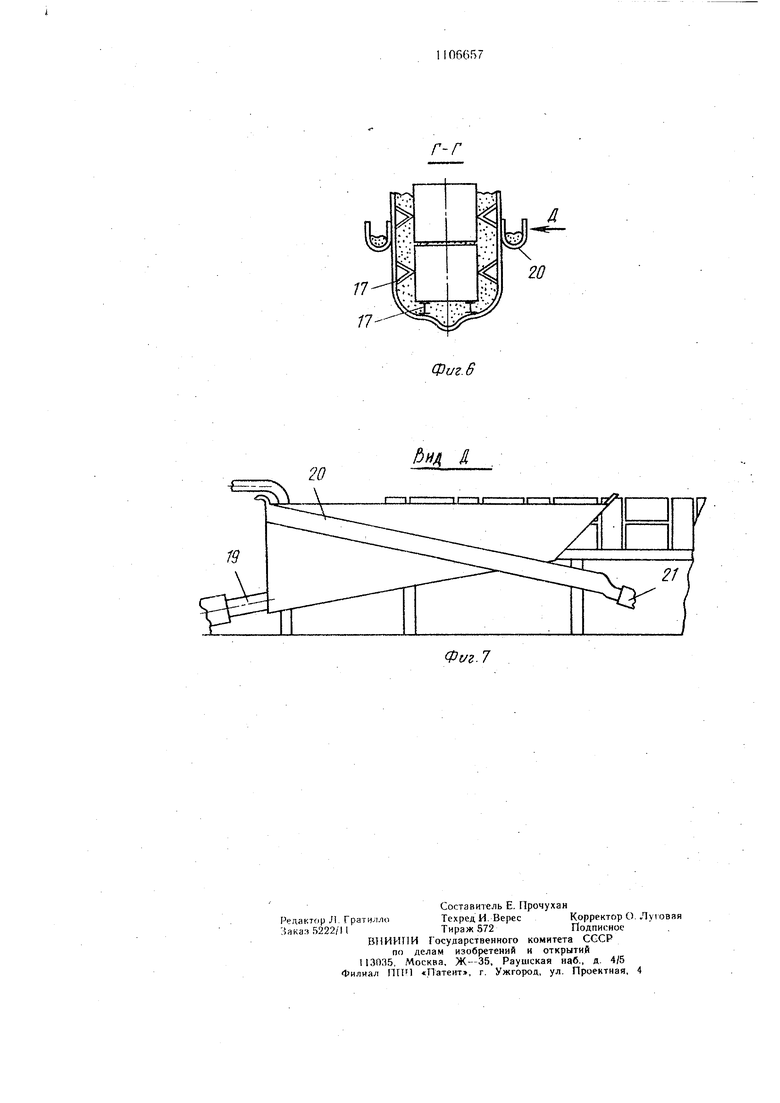
ел vj i-ho pereHHt oiносятся к установкам для i;jr((4nm крупных стеновых блоков состаин 1Й ко1струкции из мелких блоков прирпдиогг/ камня, например пильного известняк л, и может быть использовано на пред 1{ ич няч г|ромыи1ле шости строительных ;; гериаЛ()В. Известно устройство для изготовления (ценовых панелей из штучных пустотелых камней, включающее металлические формы с бортами, на дно которых уложен резиновый коврик с узором кладки и виброформопочный агрегат с вибронасадкой {. Недостатком указанного устройства является его низкая производительность, так как сборка панелей осуществляется вручную, а также за счет технологической выдержки на твердение кладочного раствора. Наиболее близкой к изобретению по технической сущности является конвейерная линия для калибровки и отделки изделий, сод ф нащая пост калибровки камня, пост формирования крупного стенового блока, мост преднапряженного армирования и транспортирующие устройства. Лилия предназначена для изготовления крупных блоков составной конструкции из средних блоков пильного известняка, т.е. каждый ряд кладки составного блока состоит из цельного среднего блока |2). Недостатком Известного устройства является его непригодность для изготовления крупных стеновых блоков составной конструкции из мелких блоков, Целью изобретения является расширение технологических возможностей путем Механизации изготовления крупных составных блоков из мелких блоков. Указанная цель достигается тем, что установка для изготовления крупных составных блоков из мелких блоков природного камня, содержащая транспортер с постом калибровки мелких блоков, пост формирования крупного составного блока и пост преднапряженного армирования, оснащенные поддон-вагонетками, снабжена укладчиком ряда мелкик блоков с ванной для кладочного раствора и толкателем, постом отделки крупных составных блоков, а пост формирования крупного составного блока выполнен с делителем ряда мелких блоков на фрагменты с захватом и устройством для прижима фрагментов. Кроме того, укладчик ряда мелких блоков выполнен в виде раскрывающихся створок с концевым выключателем и электромагнитным отражателем, а под створками расположена ванна для кладочного раствора.; 1ри этом ванна снабжена направляющими для ряда мелких блоков, ограничителями .слоя раствора, желобами и патрубками для стока и сбора и.злишков раствора. Делитель ряда мелких блоков на фрагменты выполнен в виде столя с упором и сдвигающего устройства. Каждая по/ишн-вагош-тка снабжена упором и гидравлическим домкратом. На фиг. 1 схематически изображена предложенная установка, вид сверху; на фиг. 2 вид А на фиг. I; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - пост формирования ряда кладки из мелких блоков природного камНя, вид сбоку; на фиг. 5 - вид В на фиг. 4; на фиг. 6 - сечение Г-Г на фиг. 4; на фиг. 7 - вид Д на фиг. 6. Установка для изготовления, крупных составных блоков из мелких блоков состоит из поста калибровки мелких блоков I, содержащего три торцовые фрезы 2-4 с приводом, рабочие поверхности которых размещены под углом 90° относительно друг друга, и транспортера 5. По ходу Технологического процесса размещены укладчик 6 ряда мелких блоков, ванна 7 с кладочным раствором, толкатель 8 ряда мелких бло-. ков и делитель 9 ряда кладки. Укладчик 6 ряда мелких блоков выполнен в виде прямоугольной рамы 10, внутри которой имеется люк из двух створок 11, которые поворачиваются вокруг горизонтальных осей 12. Для фиксирования створок в открытом или закрытом положении укладчик снабжен защелками 13, которые освобождают створки для укладки ложковых блоков при срабатывании концевого выключателя 14 и при поднятом положении отражателя 15. Отражатель 15 служит для принудительного поворота блока 1 в вертикальное положение. Привод отражателя 15 осуществляется при помощи электромагнита 16 через электрореле (не показано), которое срабатывает каждый второй раз после включения конечного выключателя 14. Ванна 7 снабжена направляющими 17 для ряда мелких блоков, ограничителями 18 слоя раствора, патрубком 19 для подачи раствора и желобами 20 для стока нзлнщков раствора с патрубками 21. Толкатель ряда блоков выполнен с вынесенным за пределы ванны 7 приводом в виде гидроциликдра 22. Делитель 9 ряда мелких блоков на фрагменты выполнен в виде делительного стола 23, сдвигающего устройства 24 и упора 25. Пост формировання крупного составного блока состоит из поддона-вагонетки 26, захвата 27 с приводом для перемещения ряда мелких блоков и из прижима 28 блоков. Каждая поддон-вагонетка 26 снабжена неподвижным упором 29 и гидравлическим домкратом 30. Пост отделки крупных стеновых блоков в обжатом состоянии содержит агрегат 31, снабженный дисковыми пилами 32 и торцовыми фрезами 33 для выборки продольных пазов. Для щлифовки верхней поверхности крупного стенового блока предусмотреи агрегат 34 с горичокталыюй фрс. ЗЯ Далее по ходу технологического чроп/.чч.ч размещены устройства 36 для 11ре.1ии | яжеиного армирования крупоого со :г;1пмого б.пока, кантователь 37 для пгреипда K iyiiного стенового блока вместе с поддоном в положение, близкое к вертикальному, и грузоподъемный механизм 38 для снятия готового блока и транспортирования его на склад готовой продукции.
Установка для изготовления крупных составных блоков из мелких блоков природного камня работает следующим образом.
Мелкоштучные камни из пильного известняка по транспортеру 5 поступают на узел калибровки, где при помощи фрез 2-4 подвергаются калибровке по трем взаимно перпендикулярным граням.
Далее блоки 1 с транспортера 5 попадают на укладчик 6 ряда мелких блоков, где перемещаются по поверхности створок до нажатия на концевой выключатель 14, котерый, срабатывая, освобождает защелку 13. В результате створки i иод весом блока открываются и блок в горизонтальном положении (ложковый блок) попадает в ванну на направляющие опоры 17. Створки М под действием пружин приводятся в исходное положение и фиксируются при помощи защелок 13. Аналогично раскладывается и второй ложковый блок. При нажатии вторым блоком на концевой выключатель 14 реле срабатывает и включает электромагнит 16, в результате отражатель 15 опускается в нижнее положение. Третий блок (тычковый) подается в ванну на направляющие 17 в вертикальном положении. По мере поступления блоков в ванну, при поступлении двух ложкоБЫх, толкатель 8 ряда блоков соверщает поступательное движение на ложковый размер блока, а при поступлении тычкового блока - на тычковый размер блока. Далее цикл повторяется, за счет чего формируется бесконечный по длине ряд кладки.
Каждый последующий блок спускается (второй ложковый) или прижимается (тычковый) толкателем, образовавщимся на нем слоем раствора к слою раствора предыдущего камня, образуя растворные швы толщиной 8-10 мм. Направляющими 17 обеспечивается правильность укладки камня относительно вертикальной плоскости.
Расслаиванию и оседанию кладочного раствора препятствует постоянная восходящая подача свежего кладочного раствора с превышением его расхода на кладку в 2-3 раза. Излищки раствора протекают через края ванны в желоба 20 для стока и поступают в перемешивающее устройство типа «Тольмера, откуда после добавления воды совместно со свежим кладочным раствором подаются в ванну через патрубок 19.
C(j))(ninpf UinHb ;i ря.ч кладкп в коипе ванны нрохпдит чсре: ограиичкгс.чп 18 слоя раствиря, коюрыс срезают излишки прилипшего раствора. При уплотнившийся за счет потери воды слой раствора препятствует вытеканию раствора из ванны. Уровень кладочного раствора в ванне ниже верхней поверхности ряда кладки на величину 8-10 мм.
После выхода из ванны ряд кладки попадает на делитель 23 ряда мелких блоков, где фрагменты ряда кладки при помощи сдвигающего устройства 24 и упора 25 отделяются от бесконечного ряда кладки. .
С делительного стола 23 фрагменты ряда кладки перемещаются на поддон-вагонетку 26 при помощи захвата 27. После этого фрагмент кладки прижимается к предыдущему фрагменту при помощи прижима 28. При этом одновременно с прижатием очередного фрагмента при помощи прижима 28 перемещается на щаг, равный щирине ряда кладка плюс толщина слоя раствора, приторможенная поддон-вагонетка 26. После этого прижим 28 перемещается в исходное положение и процесс формирования крупного составного блока повторяется. По окончании формирования полного крупного составного блока его обжимают в продольном направлении при помощи домкрата 30, опираясь об упор 29.
Далее крупные стеновые блоки в обжатом состоянии и зафиксированные на поддон-вагонетках поступают на пост отделки, где при помощи дисковых пил 32 обрабатываются продольные грани крупного составного блока, а при помощи торцовых фрез 33 производится выборка пазов. Обработка верхней фасадной поверхности осуществляется за счет продвижения блока под горизонтальной фрезой 35. Далее при помощи устройства 36 для армирования на крупный составной блок с преднапряжением устанавливается арматура, а обжатие от гидравлического домкрата 30 снимается. После этого крупный составной блок с поддоном при помощи кантователя 37 переводится в вертикальное положение, а при помощи грузоподъемнного механизма 38 снимается и транспортируется на склад готовой продукции.:
Использование предлагаемой установки для изготовления крупных составных блоков из мелких блоков позволит изготовить их с применением машин и механизмов, а процесс изготовления составных блоков завязан в единый непрерывный технологический цикл с отделкой собранногр крупного стенового блока в обжатом состоянии, что позволяет повысить заводскую готовность крупных составных блоков. 26 27 Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления составных блоков | 1988 |
|
SU1715610A1 |
| Составной строительный блок | 1977 |
|
SU941510A1 |
| Строительный блок (варианты) | 2018 |
|
RU2688696C2 |
| СТРОИТЕЛЬНЫЙ БЛОК И СПОСОБ ВОЗВЕДЕНИЯ ЛОЖКОВОЙ КЛАДКИ ИЗ ЭТОГО СТРОИТЕЛЬНОГО БЛОКА | 2013 |
|
RU2525243C1 |
| Способ изготовления стеновых блоков | 1979 |
|
SU983219A1 |
| Способ возведения ложковой кладки из строительных блоков (варианты) | 2013 |
|
RU2607844C2 |
| Стеновой блок | 1981 |
|
SU953133A1 |
| СПОСОБ ВОЗВЕДЕНИЯ ЛОЖКОВОЙ КЛАДКИ ИЗ СТРОИТЕЛЬНЫХ БЛОКОВ | 2013 |
|
RU2529534C1 |
| Способ изготовления стеновых блоков состоавной конструкции | 1977 |
|
SU635077A1 |
| ВКЛАДЫШИ ДЛЯ КЛАДОЧНОГО РАСТВОРА, СПОСОБ ВОЗВЕДЕНИЯ СТЕНОВОЙ КЛАДКИ (ВАРИАНТЫ) С ПРИМЕНЕНИЕМ ЭТИХ ВКЛАДЫШЕЙ И КЛАДОЧНЫЙ РАСТВОР ДЛЯ ВОЗВЕДЕНИЯ СТЕНОВОЙ КЛАДКИ (ВАРИАНТЫ) | 2014 |
|
RU2562638C1 |
1. УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНЫХ СОСТАВНЫХ БЛОКОВ ИЗ МЕЛКИХ БЛОКОВ ПРИРОД НОГО КАМНЯ, содержащая транспортер с посто.м калибровки мелких блоков, пост формирования крупного составного блока и пост преднапряженного армирования, осна цениые поддон-вагонетками, отличающаяся тем, чта, с целью расширения технологических возможностей путем механизации изготовления крупных составных блоков из мелких блоков, установка снабжена укладчиком ряда мелких блоков с ванной для кладочного раствора и толкателем, постом отделки крупных составных блоков, а пост формирования крупного составного блока выполнен с делителем ряда мелких блоков на фрагменты с захватом и устройством для прижима фрагментов. 2.Установка по п. 1, отличающаяся тем, что укладчик ряда мелких блоков выполнен в виде раскрывающихся створокс концевым выключателем и электромагнитным отражателем, а пол створками расположена ванна для кладочного раствора. 3.Установка по пп. I и 2, отличающаяся тем, что ванна снабжена направляющими для ряда мелких блоков, ограничителями слоя раствора, желобами и патрубками для стока и сборки излип.ков раствора. 4.Установка по п. I, отличающаяся тем, i что делитель ряда мелких блоков на фрагменты выполнен в виде стола с упором и сдвигающего устройства. 5.Установка по п. 1, отличающаяся тем, что каждая поддон-вагонетка снабжена упором и гидравлическим домкратом.
,. ,-.. .. V ,., .-;../хУ
. .-..,.:. -.«Jt
.. ... Л1
,,. ..:;v.-;j/
Гв
Фаг. 5
77- 11Фаг. 6 Н4
Фаг.7 Л
| I | |||
| Способ изготовления стеновых панелей из штучных пустотелых камней | 1970 |
|
SU477840A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Конвейерная линия для калибровки и отделки строительных изделий | 1973 |
|
SU497142A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
