Изобретение относится к производству строительных материалов, а именно к установкам для изготовления составных блоков из мелких блоков природного камня.
Цель изобретения - снижение трудоемкости изготовления.
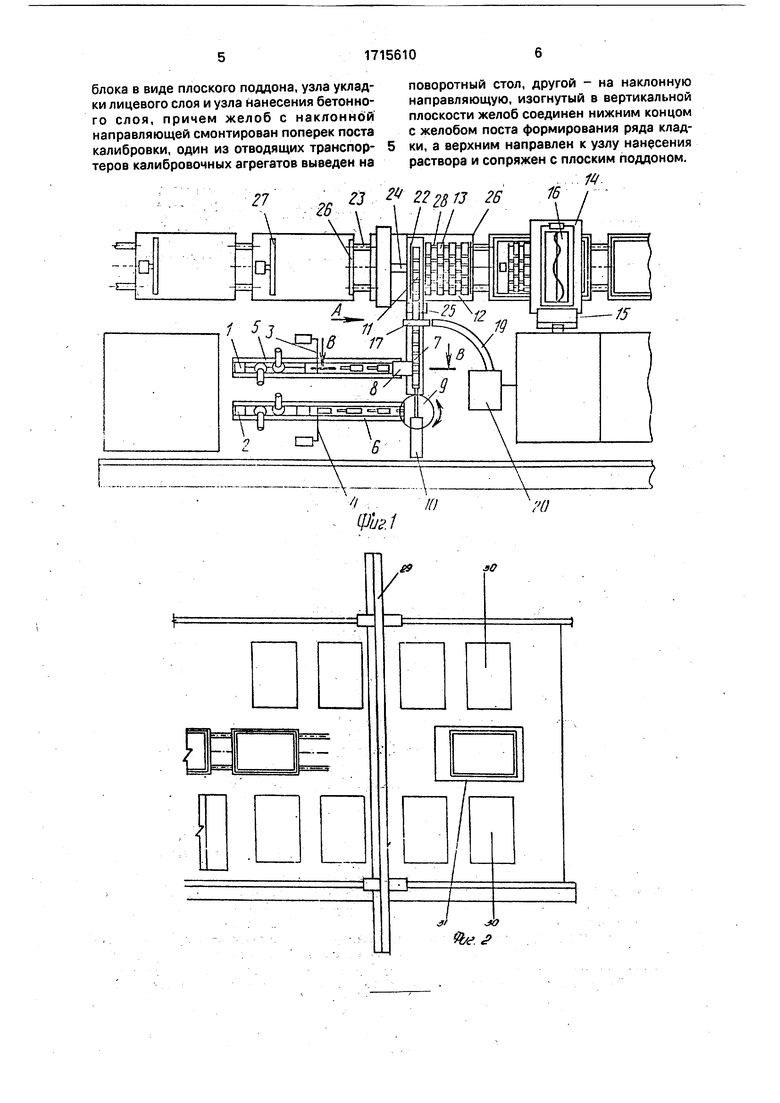
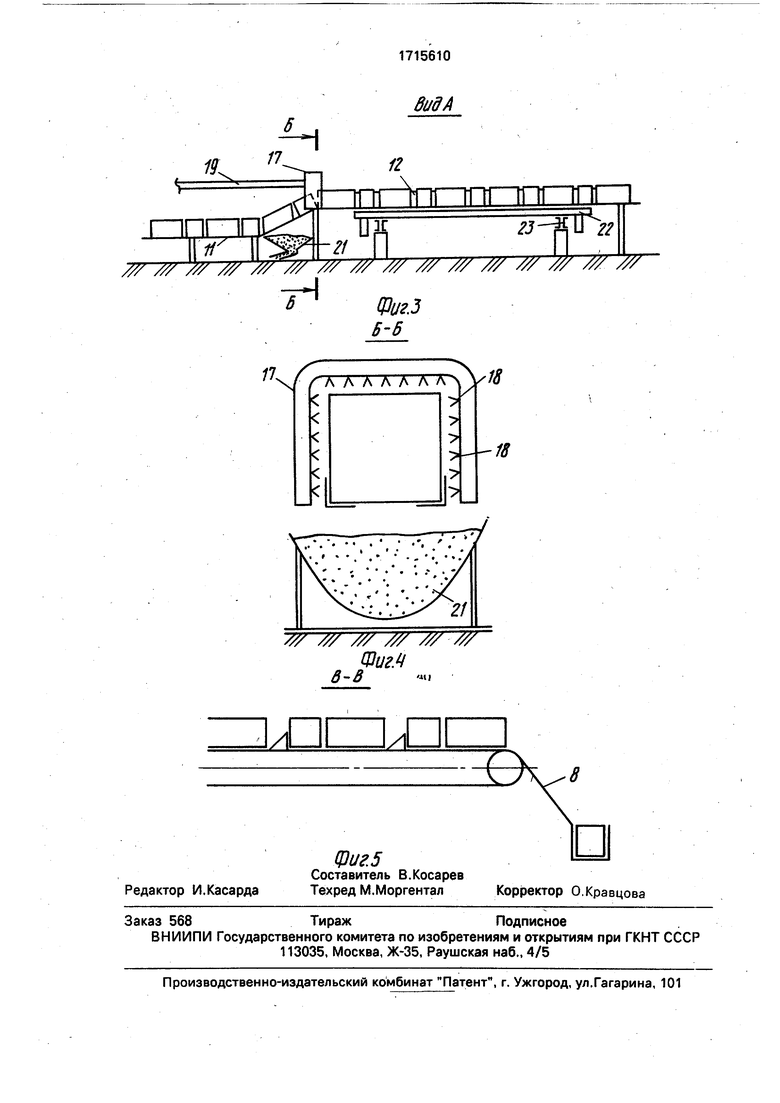
На фиг. 1 изображена установка для изготовления составных блоков из мелких блоков природного камня, общий вид; на фиг. 2
-то же, вид в плане; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5
-разрез В-В на фиг. 1.
Установка для изготовления составных блоков из мелких блоков, например, пильного известняка, включает пост калибровки мелких блоков, содержащий два калибровочных агрегата 1 и 2, снабженных устройствами 3 и 4 для поперечного разрезания
мелких блоков, и отводящие транспортеры 5 и 6, пост формирования ряда кладки, выполненный в виде желоба 7, установленного поперек поста калибровки, с наклонной направляющей 8, поворотного стола 9 и толкателя 10.
Отводящий транспортер 6 калибровочного агрегата 2 выведен на поворотный стол 9, а отводящий транспортер 5 калибровочного агрегата 1 - на наклонную направляющую 8. В направлении движения блоков желоб 7 соединен с нижним концом изогнутого в вертикальной плоскости желоба 11 (фиг. 3), верхний конец которого сопряжен с плоским поддоном 12 узла 13 укладки лицевого слоя, входящего в пост формирования составного блока. Последний дополнительно содержит узел 14 нанесения бетонного
4
СП О
О
слоя, состоящий из бункера 1.5 бетонной смеси и укладчика 16 смеси.
Над верхним концом желоба 11 (фиг. 4) установлен узел нанесения раствора, выполненный в виде П-образной насадки 17с отверстиями 18, соединенной с напорным трубопроводом 19 раствор-насоса 20. Для сбора излишков раствора под изогнутым желобом установлена ванна 21.
Узел 13 укладки лицевого слоя включает плоский поддон 12, установленный на вагонетке 22, размещенной на узкоколейном пути 23, толкатель 24 ряда кладки и упор-отделитель 25. Каждый поддон 12 снабжен неподвижным 26 и подвижным 27 упорами, например, гидравлическими домкратами и фигурным съемным нащельником 28.
Для снятия крупного блока с вагонетки 22 предусмотрен кран 29. Для блоков пре- дусмотрены штабель 30 и кантователь 31 (фиг. 2).
Установка работает следующим образом. .
Мелкоштучные блоки поступают в ка- либровочные агрегаты 1 и 2, где происходит их калибровка по двум продольным граням. При помощи устройства 3 осуществляются калибровка поперечной передней грани и разрезка блоков на две части, например 1 /3 и 2/3 длины, после чего они по транспортеру поступают на наклонную направляющую 8, с которой поворачиваются в вертикальное положение и укладываются на желоб 7. Эти блоки в дальнейшем ряде являются тыч- ковыми блоками.
На калибровочном агрегате 2 при помощи устройства 4 для поперечной резки осуществляют калибровку поперечной грани с получением блоков заданной длины, кото- рые по транспортеру 6 поступают на поворотный стол 9 и поворачиваются на 90°. При помощи толкателя 10 блоки с поворотного стола 9 передвигаются по желобу 7 и при соприкосновении с тычковым блоком под- талкивают его и вместе передвигаются на узел формирования ряда кладки. После этого толкатель 10 возвращается в исходное положение, освобождая место в желобе 7 для укладки следующих блоков - тычкового и лошкового. Цикл повторяется и таким образом формируется непрерывный ряд мелких блоков.
Далее при прохождении блоков по изогнутому вверх участку желоба 11 вертикаль- ные грани блоков раскрываются и в образовавшиеся щели подается кладочный раствор при помощи П 0бразной насадки 7. При дальнейшем передвижении и поступлении блоков на горизонтальном участке желоба верхняя часть щелей сужается, нижняя раскрывается, пластичный раствор перераспределяется и заполняет нижнюю часть щели, образуя вертикальные швы ряда кладки. Одновременно при прохождении блоков через насадку 17 наносится слой раствора на вертикальные боковые грани ряда блоков.
Далее ряд кладки передвигается на плоский поддон 12 до упора в фигурный съемный нащельник 28. Толкателем 24 ряда кладки фрагмент ряда кладки длиной от на- щельника 28 до упора-отделителя 25 отделяется от непрерывного ряда кладки и передвигается до неподвижного упора 26 (или до соприкосновения с предыдущим рядом кладки), и далее совместно с приторможенной вагонеткой с плоским поддоном 12 перемещается на шаг, равный ширине ряда кладки плюс толщина слоя раствора.
После этого толкатель 24 перемещается в исходное положение. Цикл повторяется до полного формирования лицевого каменного слоя составного блока. Затем лицевой слой составного блока подвижным упором 27 обжимается в продольном направлении и в обжатом состоянии поступает на узел укладки бетона, где укладывают арматуру и бетонную смесь с отделкой верхней поверхности. После этого крупный составной кам- небетонный блок вместе с поддоном 12 краном 29 снимается с вагонетки и устанавливается в штабеле, 30 один на другой на пост вызревания.
По достижении блоками требуемой прочности поддоны с блоками помещают на кантователе 31, где поддон с блоком переводят в положение, близкое к вертикальному, снимают борта и подают блок на склад готовой продукции.
Формула изобретения
Установка для изготовления составных блоков, содержащая пост калибровки мелких блоков, пост формирования ряда кладки, узел нанесения раствора, пост формирования составного блока, подающие транспортеры и поддон-вагонетки, отличающаяся тем, что, с целью снижения трудоемкости изготовления, пост калибровки мелких блоков выполнен в виде двух калибровочных агрегатов с устройствами для поперечного разрезания мелких блоков и отводящих транспортеров, пост формирования ряда кладки в виде желоба с наклонной направляющей, поворотного стола и толкателя, узел нанесения раствора в пиде П-образной перфорированной насадки, соединенной с напорным трубопроводом раствор-насоса, и ванны для сбора излишка раствора, пост формирования составного
блока в виде плоского поддона, узла укладки лицевого слоя и узла нанесения бетонного слоя, причем желоб с наклонной направляющей смонтирован поперек поста калибровки, один из отводящих транспортеров калибровочных агрегатов выведен на
гз :&
поворотный стол, другой - на наклонную направляющую, изогнутый в вертикальной плоскости желоб соединен нижним концом с желобом поста формирования ряда кладки, а верхним направлен к узлу нанесения раствора и сопряжен с плоским поддоном.
М22 и 13 26 Я
С
17
л 1
12
тгтгЛтт-ппг о Ппт

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления крупных составных блоков из мелких блоков природного камня | 1983 |
|
SU1106657A1 |
| Линия для производства строительных блоков из природного камня | 1980 |
|
SU967838A1 |
| Вертикально замкнутая кассетно-конвейерная линия | 1987 |
|
SU1497012A1 |
| Автоматический станок для изготовления крупных блоков из кирпича | 1955 |
|
SU107161A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКИХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ МЕТОДОМ КОМПРЕССИОННОГО ФОРМОВАНИЯ | 2009 |
|
RU2397068C1 |
| Установка для изготовления блоков из камней | 1975 |
|
SU709789A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ В.А. ЛЕЩИКОВА ДЛЯ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ СТРОИТЕЛЬНЫХ БЛОКОВ С ДЕКОРАТИВНОЙ ЛИЦЕВОЙ ПОВЕРХНОСТЬЮ | 2004 |
|
RU2250162C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, МНОГОСЛОЙНАЯ ПАНЕЛЬ, РАСКЛАДНАЯ ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ИЗГОТОВЛЕНИЮ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНО-КАРКАСНОГО ЗДАНИЯ ИЗ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ С ДЕКОРАТИВНОЙ НАРУЖНОЙ ОТДЕЛКОЙ | 2012 |
|
RU2515491C1 |
| УСТАНОВКА ДЛЯ ВОЗВЕДЕНИЯ СТЕН | 1991 |
|
RU2019655C1 |
| Линия для производства керамических изделий | 1984 |
|
SU1178605A1 |
Изобрете/ние относится к производству строительных материалов, а именно к установкам для изготовления составных блоков из мелких блоков природного камня. Целью изобретения является снижение трудоемкости изготовления составных блоков. Установка включает пост калибровки мелких блоков, состоящий из двух калибровочных агрегатов 1 и 2, снабженных устройствами 3 и 4 для поперечного разрезания мелких блоков с отводящими транспортерами 5 и 6, пост формирования ряда мелких блоков в виде желоба 7,поворотного стола 9 и толкателя 10, пост формирования ряда кладки, пост формирования крупного составного блока, состоящий из узла формирования лицевого слоя 13 и узла нанесения бетонного слоя 14. Над верхним концом желоба установлен узел нанесения раствора в виде П- образной перфорированной насадки 17, соединенной трубопроводом 19с раствор насосом 20. Для сбора излишков раствора установлена ванна. 5 ил. (Л С
/7/ /// /// /// S// Л ///г //г/ У ///////////
ФигЗ 8-6
/7,
N1
/// /// ////////////
ШигА в-в
«II
А
-18
«II
А
О
в
| Установка для изготовления крупных составных блоков из мелких блоков природного камня | 1983 |
|
SU1106657A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
