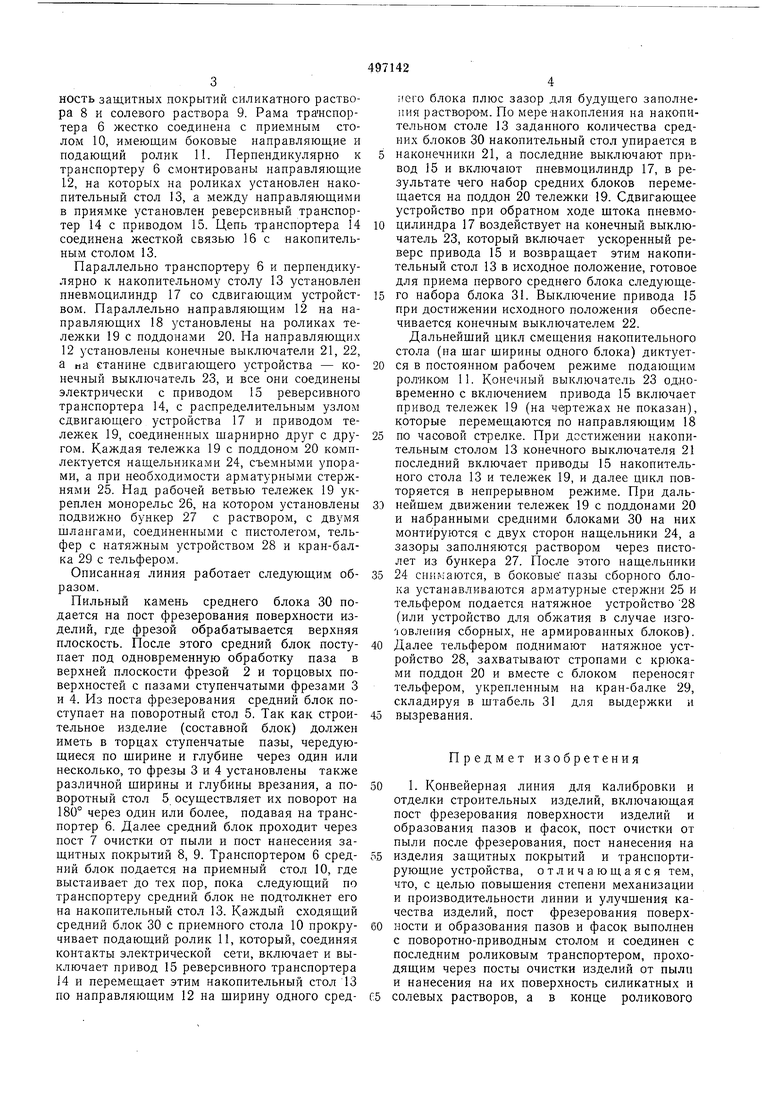
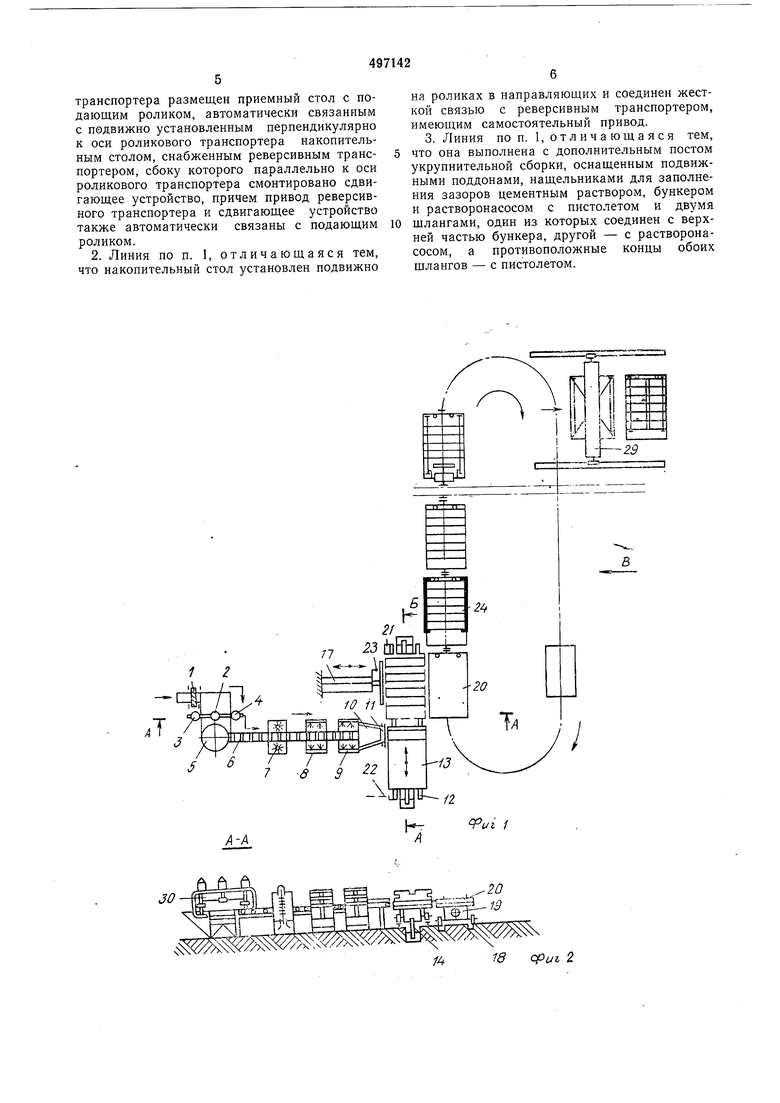
ность защитных покрытий силикатного раствора 8 и солевого раствора 9. Рама транспортера 6 жестко соединена с приемным столом 10, имеющим боковые направляющие и подающий ролик 11. Перпендикулярно к транспортеру 6 смонтированы направляющие 12, на которых на роликах установлен накопительный стол 13, а между направляющими в приямке установлен реверсивный транспортер 14 с приводом 15. Цепь транспортера 14 соединена жесткой связью 16 с накопительным столом 13.
Параллельно транспортеру 6 и перпендикулярно к накопительному столу 13 установлен пневмоцилиндр 17 со сдвигающим устройством. Параллельно направляющим 12 на направляющих 18 установлены на роликах тележки 19 с поддонами 20. Па направляющих 12 установлены конечные выключатели 21, 22, а иа станине сдвигающего устройства - конечный выключатель 23, и все они соединены электрически с приводом 15 реверсивного транспортера 14, с распределительным узлом сдвигающего устройства 17 и приводом тележек 19, соединенных шарнирно друг с другом. Каждая тележка 19 с поддоном 20 комплектуется нащельниками 24, съемными упорами, а при необходимости арматурными стержнями 25. Пад рабочей ветвью тележек 19 укреплен монорельс 26, на котором установлены подвижно бункер 27 с раствором, с двумя шлангами, соединенными с пистолетом, тельфер с натяжным устройством 28 и кран-балка 29 с тельфером.
Описанная линия работает следующим образом.
Пильный камень среднего блока 30 подается на пост фрезерования поверхности изделий, где фрезой обрабатывается верхняя плоскость. После этого средний блок поступает под одновременную обработку паза в верхней плоскости фрезой 2 и торцовых поверхностей с пазами ступенчатыми фрезами 3 и 4. Из поста фрезерования средний блок поступает на поворотный стол 5. Так как строительное изделие (составной блок) должен иметь в торцах ступенчатые пазы, чередующиеся по ширине и глубине через один или несколько, то фрезы 3 и 4 установлены также различной ширины и глубины врезания, а поворотный стол 5 осуществляет их поворот на 180° через один или более, подавая на транспортер 6. Далее средний блок проходит через пост 7 очистки от пыли и пост нанесения защитных покрытий 8, 9. Транспортером 6 средний блок подается на приемный стол 10, где выстаивает до тех пор, пока следующий по транспортеру средний блок не подтолкнет его на накопительный стол 13. Каждый сходящий средний блок 30 с приемного стола 10 прокручивает подающий ролик И, который, соединяя контакты электрической сети, включает и выключает привод 15 реверсивного транспортера 14 и перемещает этим накопительный стол 13 по направляющим 12 на ширину одного среднего блока плюс зазор для будущего заполнения раствором. По мере накопления на накопительном столе 13 заданного количества средних блоков 30 накопительный стол упирается в наконечники 21, а последние выключают привод 15 и включают пневмоцилиндр 17, в результате чего набор средних блоков перемещается на поддон 20 тележки 19. Сдвигающее устройство при обратном ходе штока пневмоцилиндра 17 воздействует на конечный выключатель 23, который включает ускоренный реверс привода 15 и возвращает этим накопительный стол 13 в исходное положение, готовое для приема первого среднего блока следующего набора блока 31. Выключение привода 15 при достижении исходного положения обеспечивается конечным выключателем 22.
Дальнейший цикл смещения накопительного стола (на шаг ширины одного блока) диктуется в постоянном рабочем режиме подающим роликом 11. Конечный выключатель 23 одновременно с включением привода 15 включает привод тележек 19 (на чертежах не показан), которые перемещаются по направляющим 18
по часовой стрелке. При достижении накопительным столом 13 конечного выключателя 21 последний включает приводы 15 накопительного стола 13 и тележек 19, и далее цикл повторяется в непрерывном режиме. При дальнейшем движении тележек 19 с поддонами 20 и набранными средними блоками 30 на них монтируются с двух сторон нащельники 24, а зазоры заполняются раствором через пистолет из бункера 27. После этого нащельники
24 снимаются, в боковые пазы сборного блока устанавливаются арматурные стержни 25 и тельфером подается натяжное устройство 28 (или устройство для обжатия в случае изготовления сборных, не армированных блоков).
Далее тельфером поднимают натяжное устройство 28, захватывают стропами с крюками поддон 20 и вместе с блоком переносят тельфером, укрепленным па кран-балке 29, складируя Б штабель 3 для выдержки и
вызревания.
Предмет изобретения
1. Конвейерная линия для калибровки и отделки строительных изделий, включающая пост фрезерования поверхности изделий и образования пазов и фасок, пост очистки от пыли после фрезерования, пост нанесения на
изделия защитных покрытий и транспортирующие устройства, отличающаяся тем, что, с целью повышения степени механизации и производительности линии и улучщения качества изделий, пост фрезерования поверхности и образования пазов и фасок выполнен с поворотно-приводным столом и соединен с последним роликовым транспортером, проходящим через посты очистки изделий от пылп и нанесения на их поверхность силикатных и
солевых растворов, а в конце роликового
транспортера размещен приемный стол с подающим роликом, автоматически связанным с подвижно установленным перпендикулярно к оси роликового транспортера накопительным столом, снабженным реверсивным транспортером, сбоку которого параллельно к оси роликового транспортера смонтировано сдвигающее устройство, причем привод реверсивного транспортера и сдвигающее устройство также автоматически связаны с подающим роликом.
2. Линия по п. 1, отличающаяся тем, что накопительный стол установлен подвижно
на роликах в направляющих и соединен жесткой связью с реверсивным транспортером, имеющим самостоятельный привод.
3. Линия по п. 1, отличающаяся тем, что она выполнена с дополнительным постом укрупнительной сборки, оснащенным подвижными поддонами, нащельниками для заполнения зазоров цементным раствором, бункером и растворонасосом с пистолетом и двумя щлангами, один из которых соединен с верхней частью бункера, другой - с растворонасосом, а противоположные концы обоих щлангов - с пистолетом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления блоков из камней | 1975 |
|
SU709789A1 |
| Установка для изготовления крупных составных блоков из мелких блоков природного камня | 1983 |
|
SU1106657A1 |
| Технологическая линия для производства ограждающихКОНСТРуКций | 1973 |
|
SU472549A1 |
| Конвейерная линия для производства железобетонных изделий | 1979 |
|
SU863352A1 |
| Способ изготовления составных блоков | 1979 |
|
SU863380A1 |
| Агрегат для производства трикотажных язычковых игл | 1959 |
|
SU125793A1 |
| Вертикально замкнутая кассетно-конвейерная линия | 1987 |
|
SU1497012A1 |
| Установка для изготовления составных блоков | 1988 |
|
SU1715610A1 |
| Поточная линия для сборки и сварки металлических изделий | 1977 |
|
SU751546A1 |
| Конвейерная линия для отделки панелей | 1980 |
|
SU1017502A1 |
А-А
J I
И1 12иы.7У
1
6-6
..
.
ui 3
f4
